H -iiiiii-ч- и: г. (1 гп1ч:ит :.я к металлур- гип, iTdfi-.ноч лче г i ii:ir):inu j :i4bnoMy 11еп)).п.:у .пятью метал,аоп ,
Ht - -ь иаибретения - rioBLiuienne каче С гни iiojicipyaiocTK и эяе5)гч.ч; j paT,
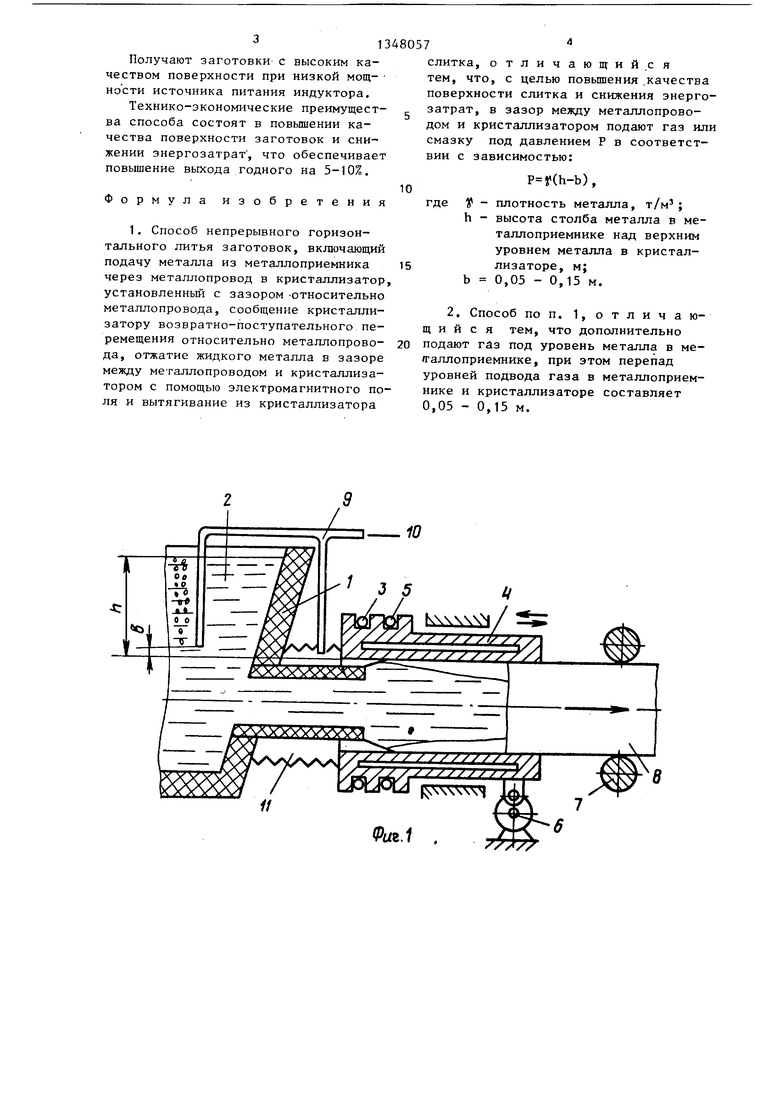
фи.г. I 11 :и 6ра;кепо устройство для осу1|1есч |; ле ия способа при уста- поьмче ипдуктира иа кристачлизаторе, продог1ьп;, разрез; на фиг. 2 - то же при ус таиопкг тп дуктора иа меч алло- проводе.
Усгройство для 15салнза11ии способа содержит r-iei c ллоприемник 1 с жидким металле)- 2, ;чоталлопровод 3, кристаллизатор Д, )и;1уктор 3, мохс,1П 1зм 6 кача1п-1я крис галлиз. 1тог;а, тлпуни-е уст poi iCTHo 7 ,.|,11я ньг1/яг11папия заготоз- 1СИ 8,, и 1(5:.кст так7ле вкл;очят1, трубо- пропо/г У п.ля под,вода инертного газа 10 и МО га.)тлоприом11ик и в зазор между кристалл 113а г ором vi - сталлоп зоподом. .аз )) со стороны П(:),;.1ач1 лшдкого MCTattjt; -jaiuicneH от aTMOC() уплотнением,, и; 1пример, тии;.1 сильфона 11, с; по с (Ч) ntMipeiK.itnTor o гори а он тал ь- ного jntTi.H -гаготовгж осуш.естнляется )С;1еду| :ч1;1 образом.
Р, гплаилоиим;1 cтaлл 2 из металло- ЗО тения при минимальпой затрате энергии для питания индуктора, при непрерывном вытягивании с качанием кристаллизатора получают слитки с высоким качеством поверхности.
Пример. Разливку осуществля- |от на машине горизонтального типа со следующими техническими характеристиками:
ириемнпкм 1 г одаюч через металлопро- иод 3 i; -:р}и: Т.-|,(зр ч. (лп.нонремен- но , инс ртпый газ или смазку под даплс ис--м ij зазор между металлопрово- дом 3 (и. гт) |11,м 1стором, установленным па мс та.1;,аои1 оиоде 5) и 1 ;р1 с:таллизато ром А, (1 г1кля5е -:сичо включают индуктор 5 и созд..РС Т магнрггнос-. поле, кото- рь:м .if(iiei:., яч гг О ста ТОЧИ ОС- фер) о статическое ;, Ui ..-ni-se и оттеспигот лсидкий метал 1 в p;ii io, e стыка моталлопровода и к)истал:и чатора. При этом, когда пндук1Ч1р ус1 ановлен на крис. г; ллизато- рс (;|1иг. I), Г1т-,;с1)ма1от жидкий г- еталл з радиальном мплраплепии от внутренней поверхности кристаллизатора, а когд.а индукг ор установлен на металло- пронодр : (Фпг, 2), отлммают жидкий метали оч ччя да индуктора. Таким об- р.чзом, сопместпым действием смазки или глз.ч,, подаваемого под давлением, и мат нитпогп поля исключают поступление жид;сого меа-алла в зазор мезвду кристг ллпзатором 4 и металлопроводом 3 ( индукторс. М, установленным на ме- танлопиоводр}, С помощью механизма 6 Кг 1Ч,чн.11 нр1-1длю :- кристаллизатору BO3iip;i i :o- incT -na Г льное движение и с П ;Г 1 :1;м.ьм I jiiiyr.ret ri устройства 7 не Ю
45
50
55
Диаметр отливаемых заготовок, м0,05
Скорость вытягива}шя заготовок, м/с0,05
Амплитуда качания кристаллизатора, м tO,004 Частота качания, 1/с 1-4 Мощность источника питания индуктора, кВт/ч100
Разливаемый металл - сталь с плотностью у , кг/м 7000
Давление газа или смазка Р,
Перепад уровней подвода инертного газа h-b, м1,0
Величина оттеснения металла, м0,0008
прерывно вытягивают кристаллизующийся, слиток 8 из кристаллизатора 4.
С целью автоматического поддержания давления инертного в зазоре между кристаллизатором и металлопро- водом (или индуктором) одновременно с подачей газа 10 в этот зазор подают его в жидкий металл 2 металло- приемника через сообщающийся газопровод 9, причем уровень подачи газа в металлоприемник 1 принимают на величину ,05-0,15 м выше уровня металла в кристаллизаторе. Избыток газа в виде пузырьков удаляется из металлоприемника.
Величина ,05-0,15 м подобрана экспериментально. При ,05 возможно попадание пузырьков жидкого газа в слиток, при ,15 м существенно возрастают затраты на питание индуктора. Таким образом, подача газа или смазка под давлением (Ь-Ь) обеспечивает уравновешивание давления значительной части столба h-b жидкого металла в металлоприемнике без засорения металла заготовки этими продуктами.
В результате использования изобре
Диаметр отливаемых заготовок, м0,05
Скорость вытягива}шя заготовок, м/с0,05
Амплитуда качания кристаллизатора, м tO,004 Частота качания, 1/с 1-4 Мощность источника питания индуктора, кВт/ч100
Разливаемый металл - сталь с плотностью у , кг/м 7000
Давление газа или смазка Р,
Перепад уровней подвода инертного газа h-b, м1,0
Величина оттеснения металла, м0,0008
Получают заготовки с высоким качеством поверхности при низкой мощности источника питания индуктора.
Технико-экономические преимущества способа состоят в повьпиении качества поверхности заготовок и снижении энергозатрат , что обеспечивает повышение выхода годного на 5-10%.
Формула изобретения
1. Способ непрерывного горизонтального литья заготовок, включающий подачу металла из металлоприемника через металлопровод в кристаллизатор установленный с зазором -относительно металлопровода, сообщение кристаллизатору возвратно-поступательного перемещения относительно металлопровода, отжатие жидкого металла в зазоре между металлопроводом и кристаллизатором с помощью электромагнитного поля и вытягивание из кристаллизатора
0
слитка, отличающий,с я тем, что, с целью повышения .качества поверхности слитка и снижения энергозатрат, в зазор между металлопроводом и кристаллизатором подают газ или смазку под давлением Р в соответствии с зависимостью:
(h-b),
где - плотность металла, т/м ;
h - высота столба металла в ме- таялоприемнике над верхним уровнем металла в кристал- 5 лизаторе, м;
b 0,05 - 0,15 м.
2, Способ по п. 1, отличающийся тем, что дополнительно 0 подают газ под уровень металла в ме- таллоприемнике, при этом перепад уровней подвода газа в металлоприем- нике и кристаллизаторе составляет 0,05 - 0,15 м.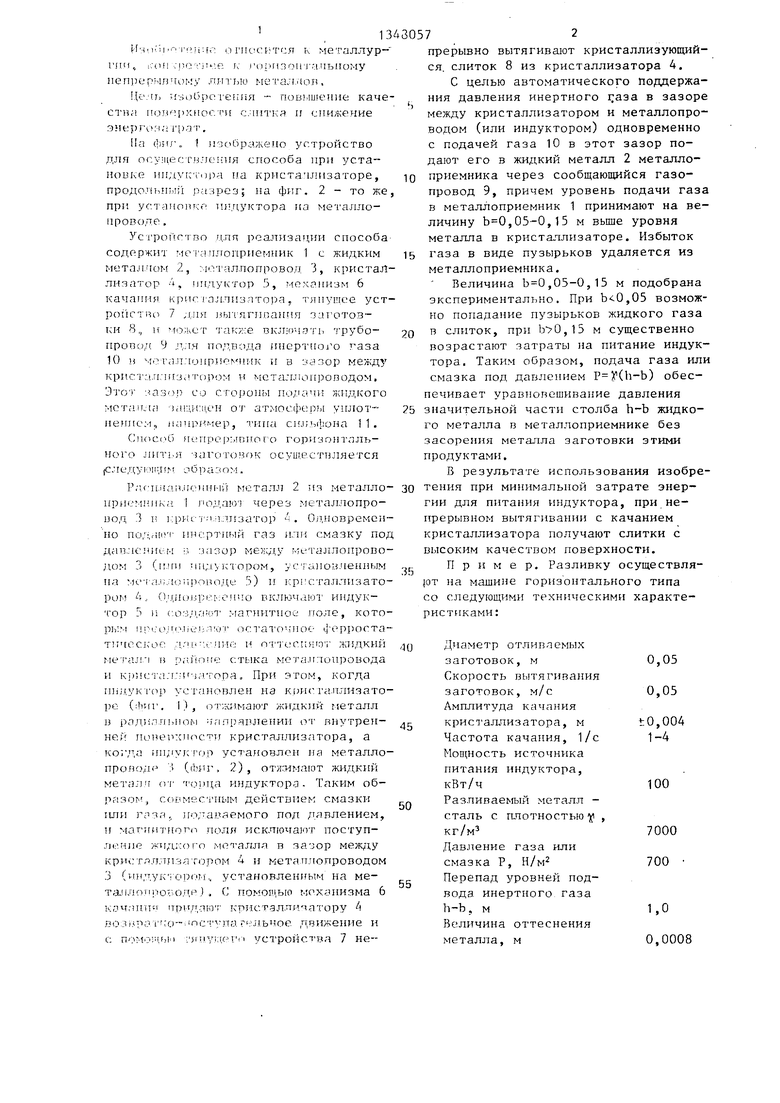
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная машина для непрерывного литья заготовок | 1984 |
|
SU1316151A1 |
| Машина непрерывного литья слитков горизонтального типа | 1982 |
|
SU1311845A1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2007 |
|
RU2380191C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| Горизонтальная машина непрерывной разливки металлов в круглые заготовки | 1983 |
|
SU1168327A1 |
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
Изобретение относится к области мetaллypгии, в частности к непрерывному литью металлов. Цель - повьше- ние качества поверхности слитка и снижение энергозатрат. Сущность способа состоит в том, что металл через металлопровод подают в кристаллизатор. В зазор между металлопрородом и кристаллизатором подают под давлением инертный газ или смазку. В индукторе, установленном на металло- проводе, создают магнитное поле для отжатия металла в зазоре. При этом дополнительно подают газ под уровень металла в металлоприемнике, а перепад уровней подвода газа в металлоприемнике и кристаллизаторе поддерживают О,05...О,15 м. Это позволяет значительно снизить энергозатраты при непрерывном литье заготовок. 1 з.п. ф-лы, 2 ил. (Л оо 4i) 00 о сд 
10
/ir///
(t,Z
| Устройство для измерения зенитного и визирного углов | 1974 |
|
SU604974A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
