Изобретение относится к очистке внутренней поверхности труб от окалины, ржавчины, различных отложений и может быть использовано в металлургической и машиностроительной промышленности.
Цель изобретения - повышение качества очистки путем обеспечения устойчивости режущих элементов.
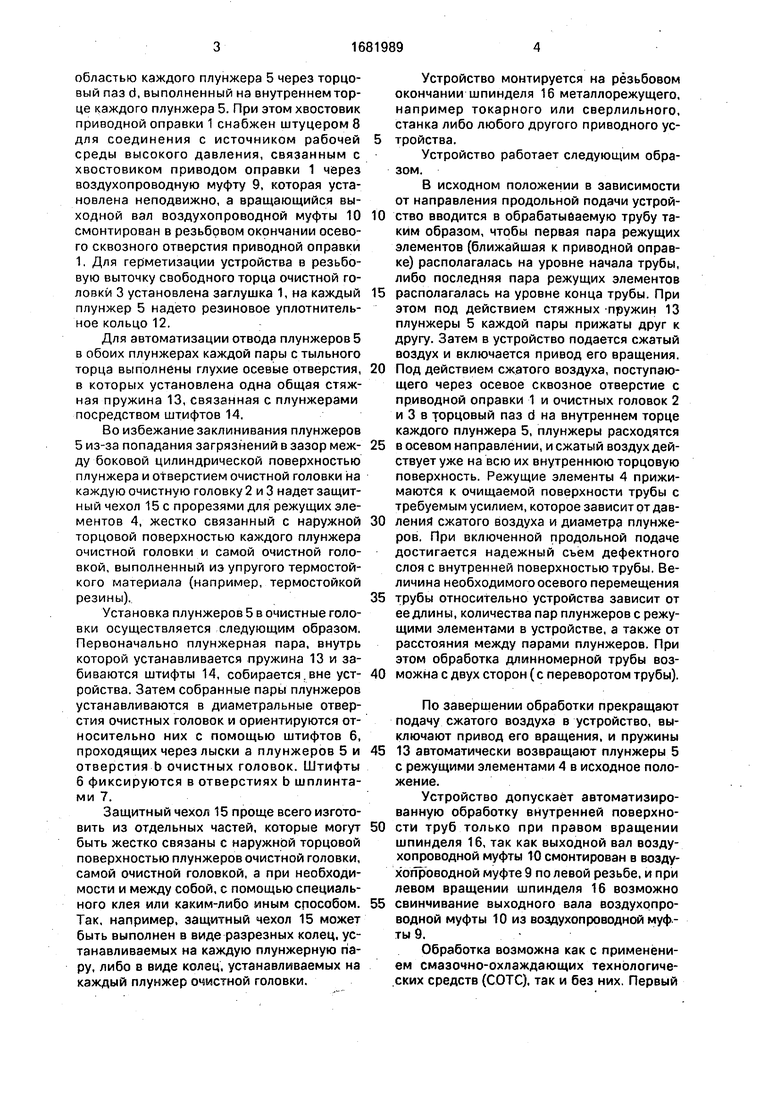
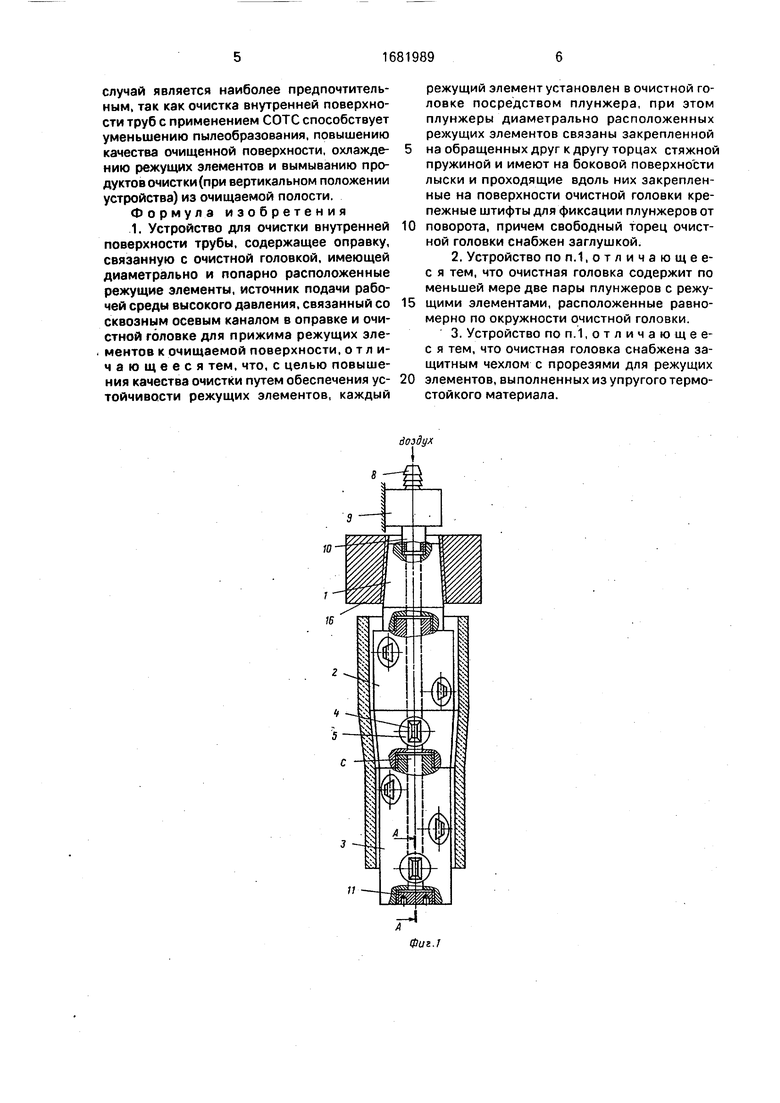
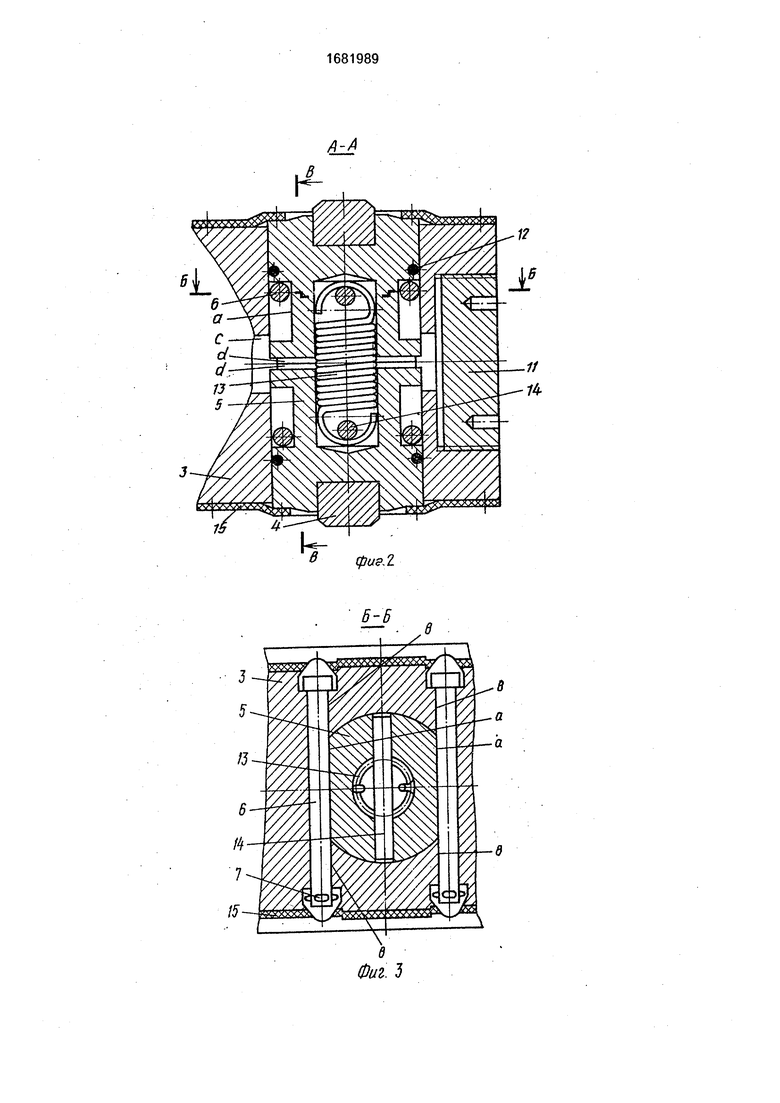
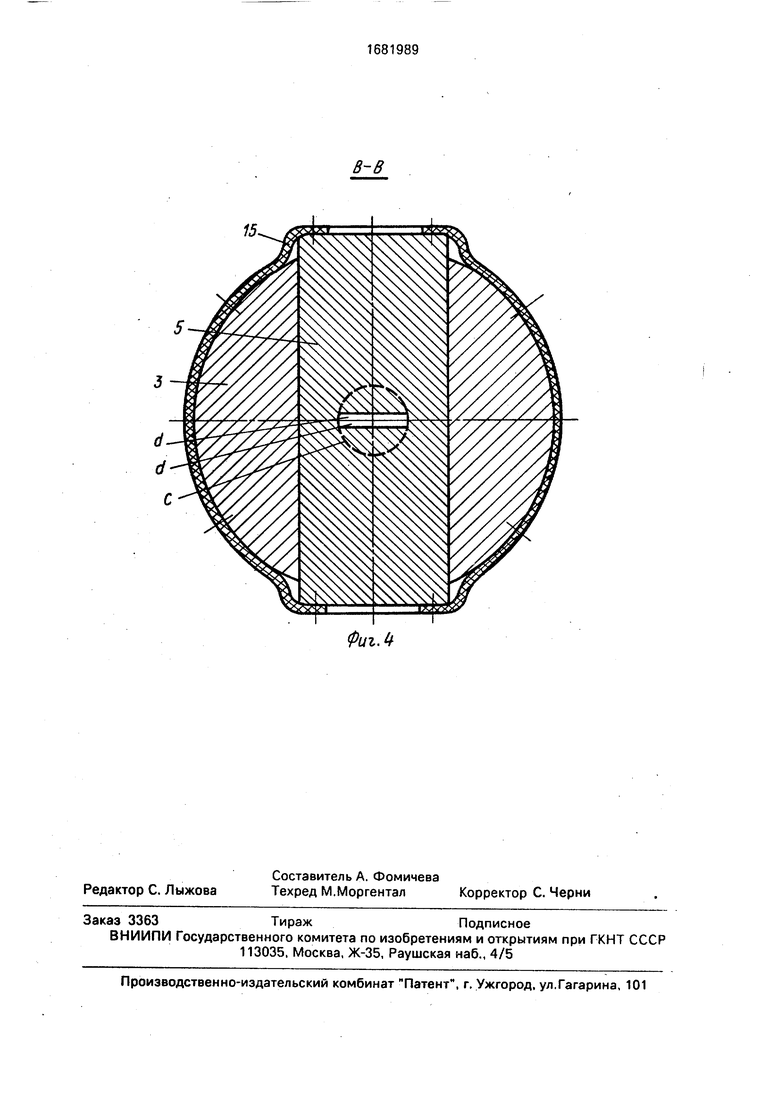
На фиг. 1 изображено устройство для очистки внутренней поверхности трубы (защитный чехол условно не показан); на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг,2; на фиг.4 - разрез В-В на фиг,2.
Устройство для очистки внутренней поверхности труб состоит из приводной оправки 1, с которой жестко связаны очистные головки 2 и 3 с режущими элементами 4,
смонтированными на наружном торце плунжеров 5, установленных попарно в диаметральные отверстия очистных головок 2 и 3, расположенных равномерно по окружности очистных головок,
Каждый плунжер 5 снабжен узлом его ограниченного осевого перемещения и фиксации в окружном направлении, выполненным в виде лысок а на боковой цилиндрической поверхности плунжера 5 и штифтов 6, проходящих через лыски а плунжеров 5 и отверстия Ь, выполненные в очистной головке. Штифты 6 зафиксированы в отверстиях b очистной головки с помощью шплинтов 7.
В приводной оправке 1 и очистных головках 2 и 3 выполнено осевое сквозное отверстие с, которое сообщается с донной
О 00
Ю 00 Ю
областью каждого плунжера 5 через торцовый паз d, выполненный на внутреннем торце каждого плунжера 5. При этом хвостовик приводной оправки 1 снабжен штуцером 8 для соединения с источником рабочей среды высокого давления, связанным с хвостовиком приводом оправки 1 через воздухопроводную муфту 9, которая установлена неподвижно, а вращающийся выходной вал воздухопроводной муфты 10 смонтирован в резьбовом окончании осевого сквозного отверстия приводной оправки 1, Для герметизации устройства в резьбовую выточку свободного торца очистной головки 3 установлена заглушка 1, на каждый плунжер 5 надето резиновое уплотнитель- ное кольцо 12.
Для автоматизации отвода плунжеров 5 в обоих плунжерах каждой пары с тыльного торца выполнены глухие осевые отверстия, в которых установлена одна общая стяжная пружина 13, связанная с плунжерами посредством штифтов 14.
Во избежание заклинивания плунжеров
5из-за попадания загрязнений в зазор между боковой цилиндрической поверхностью плунжера и отверстием очистной головки на каждую очистную головку 2 и 3 надет защитный чехол 15 с прорезями для режущих элементов 4, жестко связанный с наружной торцовой поверхностью каждого плунжера очистной головки и самой очистной головкой, выполненный из упругого термостойкого материала (например, термостойкой резины).
Установка плунжеров 5 в очистные головки осуществляется следующим образом. Первоначально плунжерная пара, внутрь которой устанавливается пружина 13 и забиваются штифты 14, собирается. вне устройства. Затем собранные пары плунжеров устанавливаются в диаметральные отверстия очистных головок и ориентируются относительно них с помощью штифтов 6, проходящих через лыски а плунжеров 5 и отверстия b очистных головок. Штифты
6фиксируются в отверстиях Ь шплинтами 7.
Защитный чехол 15 проще всего изготовить из отдельных частей, которые могут быть жестко связаны с наружной торцовой поверхностью плунжеров очистной головки, самой очистной головкой, а при необходимости и между собой, с помощью специального клея или каким-либо иным способом. Так, например, защитный чехол 15 может быть выполнен в виде разрезных колец, устанавливаемых на каждую плунжерную пару, либо в виде колец, устанавливаемых на каждый плунжер очистной головки.
Устройство монтируется на резьбовом окончании шпинделя 16 металлорежущего, например токарного или сверлильного, станка либо любого другого приводного устройства.
Устройство работает следующим образом.
В исходном положении в зависимости от направления продольной подачи устройство вводится в обрабатываемую трубу таким образом, чтобы первая пара режущих элементов (ближайшая к приводной оправке) располагалась на уровне начала трубы, либо последняя пара режущих элементов
располагалась на уровне конца трубы. При этом под действием стяжных -пружин 13 плунжеры 5 каждой пары прижаты друг к другу. Затем в устройство подается сжатый воздух и включается привод его вращения.
Под действием сжатого воздуха, поступающего через осевое сквозное отверстие с приводной оправки 1 и очистных головок 2 и 3 в торцовый паз d на внутреннем торце каждого плунжера 5, плунжеры расходятся
в осевом направлении, и сжатый воздух действует уже на всю их внутреннюю торцовую поверхность. Режущие элементы 4 прижимаются к очищаемой поверхности трубы с требуемым усилием, которое зависит от давления1 сжатого воздуха и диаметра плунжеров. При включенной продольной подаче достигается надежный съем дефектного слоя с внутренней поверхностью трубы. Величина необходимого осевого перемещения
трубы относительно устройства зависит от ее длины, количества пар плунжеров с режущими элементами в устройстве, а также от расстояния между парами плунжеров. При этом обработка длинномерной трубы возможна с двух сторон (с переворотом трубы).
По завершении обработки прекращают подачу сжатого воздуха в устройство, выключают привод его вращения, и пружины
13 автоматически возвращают плунжеры 5 с режущими элементами 4 в исходное положение.
Устройство допускает автоматизированную обработку внутренней поверхности труб только при правом вращении шпинделя 16, так как выходной вал воздухопроводной муфты 10 смонтирован в воздухопроводной муфте 9 по левой резьбе, и при левом вращении шпинделя 16 возможно
свинчивание выходного вала воздухопроводной муфты 10 из воздухопроводной муфты 9.
Обработка возможна как с применением смазочно-охлаждающих технологических средств (СОТС), так и без них. Первый
случай является наиболее предпочтительным, так как очистка внутренней поверхности труб с применением СОТС способствует уменьшению пылеобразования, повышению качества очищенной поверхности, охлажде- нию режущих элементов и вымыванию продуктов очистки (при вертикальном положении устройства) из очищаемой полости. Формула изобретения 1. Устройство для очистки внутренней поверхности трубы, содержащее оправку, связанную с очистной головкой, имеющей диаметрально и попарно расположенные режущие элементы, источник подачи рабочей среды высокого давления, связанный со сквозным осевым каналом в оправке и очистной головке для прижима режущих элементов к очищаемой поверхности, отличающееся тем, что, с целью повышения качества очистки путем обеспечения ус- тойчивости режущих элементов, каждый
режущий элемент установлен в очистной головке посредством плунжера, при этом плунжеры диаметрально расположенных режущих элементов связаны закрепленной на обращенных друг к другу торцах стяжной пружиной и имеют на боковой поверхности лыски и проходящие вдоль них закрепленные на поверхности очистной головки крепежные штифты для фиксации плунжеров от поворота, причем свободный торец очистной головки снабжен заглушкой.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что очистная головка содержит по меньшей мере две пары плунжеров с режущими элементами, расположенные равномерно по окружности очистной головки.
3.Устройство поп.1,отличающее- с я тем, что очистная головка снабжена защитным чехлом с прорезями для режущих элементов, выполненных из упругого термостойкого материала.
Изобретение относится к очистке внутренней поверхности труб и обеспечивает по- вышение качества очистки путем обеспечения устойчивости режущих элементов. Устройство для очистки внутренней поверхности трубы содержит приводную оправку, связанную с ней и соосно расположенную относительно последней очистную головку. Последняя имеет осевое отверстие, соединенное с источником подачи рабочей среды-. Головка имеет установленные диаметрально попарно посредством отверстий в ней с возможностью их фиксируемого радиального перемещения при вращении устройства режущие элементы. Каждый режущий элемент установлен в очистной головке посредством плунжера, который имеет лыски на боковой поверхности. Кроме того, режущие элементы закреплены посредством отверстий в очистной головке, проходящих вдоль лысок штифтов. Свободный торец очистной головки снабжен заглушкой. 2 з.п.ф-лы, 4 ил. ч Ё
11
|
I I
1
и
15
3 Фиг. 4
| Заявка ФРГ № 3447827, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
