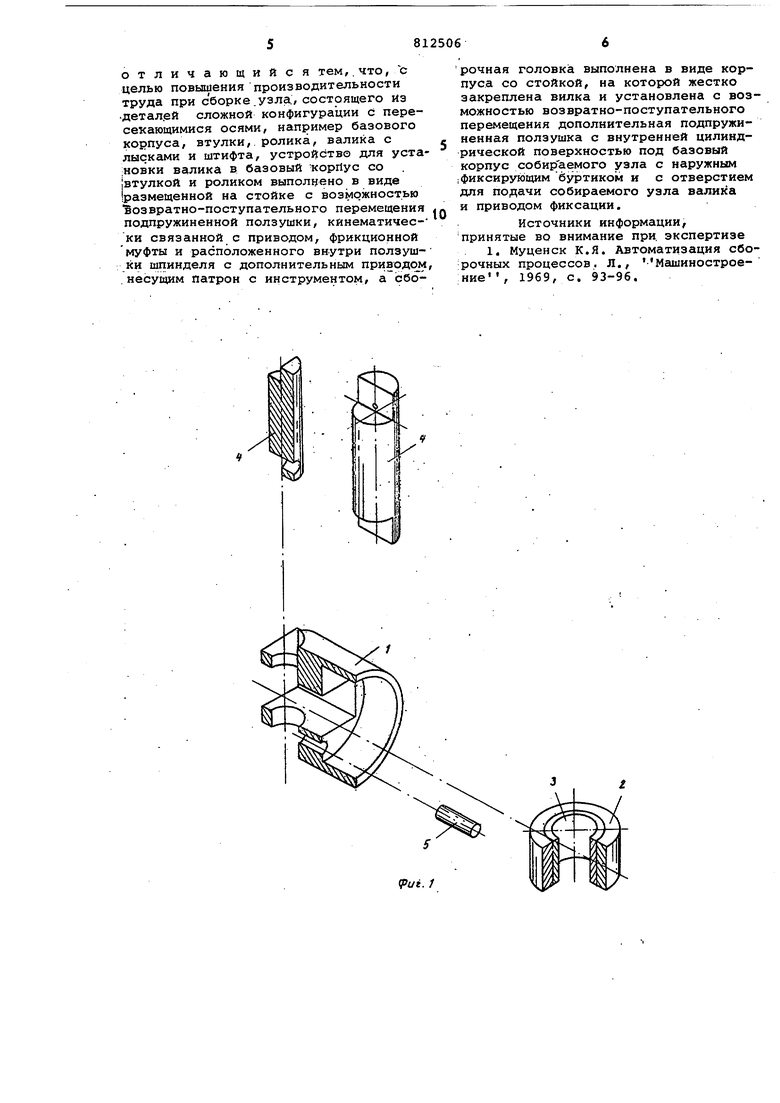
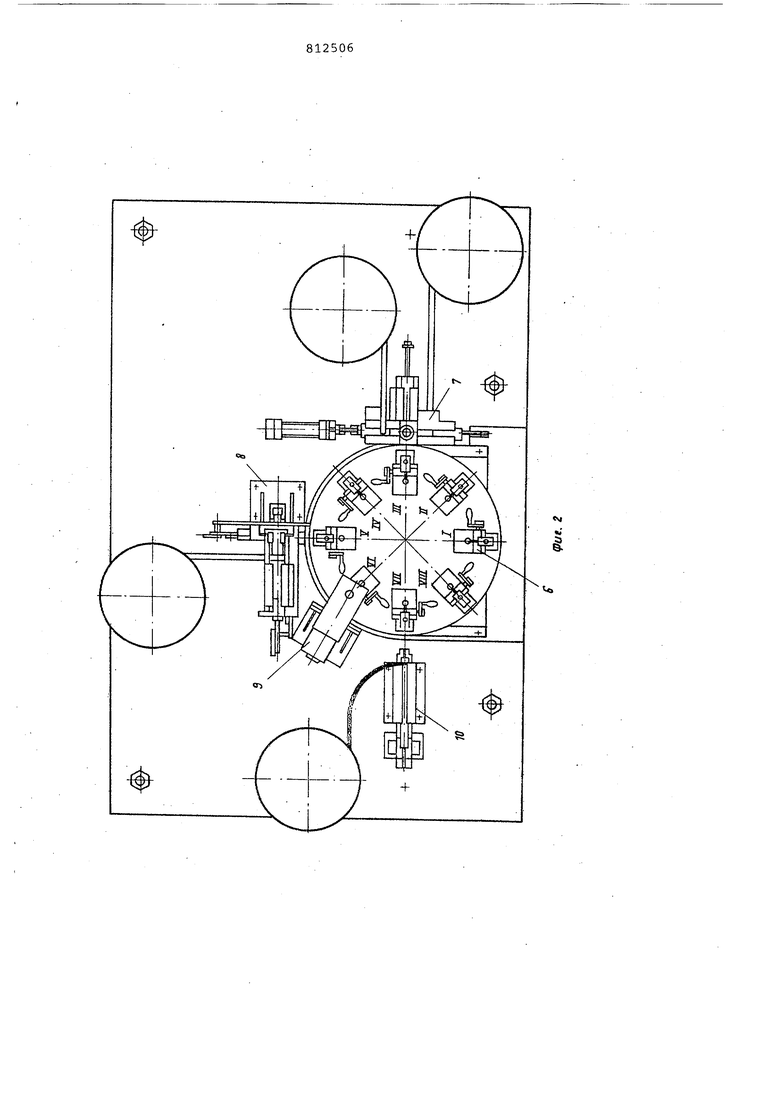
(54) ПОЛУАВТОМАТ ДЛЯ СБОРКИ УЗЛЛ ТОЛКАТЕЛЯ ПЛУНЖЕРА ТОПЛИВНОГО liACOCA ВЫСОКОГО ДАВЛЕНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРЛНКЯ перпендикулярна оси симметрии корпуса. Для фиксации узла в сборке вводится штифт 5, ось которого параллельна оси корпуса. Валик 4 выполнен в виде цилиндра с концами, срезанными в продольной диаметральной и поперечной плоскостях, имеющего на одном из концов сквозное сверление для прохода штифта 5. Половина отверхзтия для валика 4 при-ходится на плоскость лысок на корпусе 1. Сборочный полуавтомат ((Ьиг. 2) со тоит из станины, подставки и много позиционного поворотного столба. На его план-шайбе установлены восемь сборочных головок 6. На подставке ра мещены средства для ориентирования, подачи и установки деталей в сборочных головках 6: устройство 7 для подачи и установки ролика 2 и втулки 3 в корпус 1; устройство 8 для ориен тирования и подачи валика 4 в узел базового корпуса; устройство 9 дляустановки валика 4 в узел; устройств 10 для введения Фиксисующего штифта 5 Устройство 9 (фиг. 3) содержит стойку 11, на которой вертикально установлена подпружиненная ползуц ка 12 с силовым- приводом 13. Внутри ползушки расположен шлицевой вал 14, - одним концом находящийся в зацеплении с зубчатой парой 15 и 16 и с помощью их получающий привод от электродвигателя 17, а другим концом, чере фрикционную Iyфтy 18 связанный с патроном 1У, в котором закреплен инструмент 20 для установки валика 4 в соо . ветствующее отверстие сборочной голо ки 6. Конец инструмента (стержня) 20 точно повторяет форму конца валика 4 Сборочная головка б (фиг. 3 и 4) состоит из корпуса 21 со стойкой 22, на которой жестко закреплен элемент 23 вильчатой формы. На этой же стойке установлена подвижно ползушка 24 с пружиной 25. В ползушке 24 имеется вертикальное сквозное отверстие для направления и подачи внутрь головки валика 4 инструментом 20.В корпусе-2 имеется также вал 26, свободно вращающийся и снабженный рычагом с рукояткой 27. Этот вал имеет фигурный вырез для воздействия на нижний торец ползушки 24. Как видно из чертежа, в данный момент ползушка находится в крайнем нижнем положении, входя торцом в вырез вала. Если повернуть рукоятку, то вал невырезанной поверхностью заставит ползушку подняться. Внутренняя поверхность по зушки 24 выполнена цилиндрической по диаметру корпуса 1. Между .верхним.: торцом стойки 22, передней ее поверхностью, внутренней цилиндрической поверхностью ползушки 24 и боковыми выступами элемента 23 образовано гнездо для размещения кор пуса 1 - (и всего узла в целом) . Фиксирование корпуса 1 и узла осуществл ется буртиком 28 ползушки 24. Полуавтомат работает следующим образом. На позиции многопозиционного поворотного стола (фиг, 2) корпус 1 толкателя вручную устанавливают в сборочную головку б, Для этого корпус 1 размещают в гнезде головки, приподнимая- рукояткой 27 ползушку 24 и вновь опуская ее с фиксацией буртиком 28, 81ри этом корпус 1 лысками ложится наповерхность, а отверстие корпуса для установки ролика 2, втулки 3 и валика 4 совпадает с отверстием полэушки, Периодически поворачиваясь, стол перемещает головку б (минуя позицию II , как резервную) на следующую позицию 111. На этой позиции с помощью , устройства 7 собирается подузел корпуо ролик - втулка. Далее узел поступает, минуя позицию IV, на позицию V , где с помощью устройства 8 валик. 4 ориентируется и подается в отверстие сбо- рочной головки. На позицию с помощью устройства 9 этот валик устанавливается в подузел корпус- ролик- втулка. Устройство -9 работает следующим образом. когда прекращается воздействие силевого.привода, ползушка 12 под. собственным весом опу скается вниз. При этом включается электропривод 1-7, который через зубчатые пары 15 и 16 вращает шлицевой вал 14. Этот вал вместе с ползушкой через фрикционную муфту 1В заставляет вращаться и инструмент 20 , который входит в отверстие сборочной головки, взаимодействует с валиком 4, вращает его, вводитг его в отверстие корпуса 1 и опускает до тех пор, пока нижний срезанный конец валика не займет нужного ориентированного положения относительно передней стенки стойки 22. Затем вращение инструмента 20 прекращается, так как срабатывает муфта 18, шток силового привода 13 возвращается в. верхнее положение и перемещает ползушку 12 в исходное положение. Стол поворачивается, и сборочная головка поступает на позицию х/П, где с помощью устройства 10 вводится фиксирующий штифт 5. На этом сборка заканчивается. Формула изобретения Полуавтомат для сборки узла толкателя плунжера топливного насоса высокого давления двигателей внутреннего сгорания, состоящего из базового корпуса, втулки, валика с лысками и штифта, содержащий станину, многопозиционный поворотный стол, вибробункеры с подающими лотками, сборочные головки и устройства для ориентирования, подачи и установки собираемых деталей в базовый корпус и приводаа.
отличающийся тем,.что, Ъ целью повышения производительности труда при сборке.узла., состоящего из детал.ей сложной конфигурации d пересекающимися осями, например базового корпуса, втулки, ролика, валика с лысками и штифта, устройство для уста:новки валика в базовый корпус со |Втулкой и роликом выполнено в виде размещенной на стойке с возможностью возвратно-поступательного перемещения подпружиненной ползушки, кйнематически связанной с приводом, фрикционной муфты и расположенного внутри ползушки шпинделя с дополнительным приводом . несущим патрон с инструментом, а сборочная головка выполнена в виде корпуса со стойкой, на которой жестко закреплена вилка и установлена с возможностью возвратно-поступательного перемещения дополнительная подпружиненная ползушка с внутренней цилиндрической поверхностью под базовый корпус собир|аемого узла с наружным iфиксирующим буртиком и с отверстием для подачи собираемого узла валика и приводом фиксации.
Источники информации/ принятые во внимание при. экспертизе
1. Муценск К.Я. Автоматизация сбо|рочных процессов. Л., Машинострое1969, с, 93-96.
ние
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| УСТРОЙСТВО ДЛЯ ПРИВИТИЯ ПРАКТИЧЕСКИХ НАВЫКОВ | 2005 |
|
RU2300810C1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| УСТРОЙСТВО ДЛЯ ПРИВИТИЯ ПРАКТИЧЕСКИХ НАВЫКОВ | 2000 |
|
RU2196360C2 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Сборочный агрегат | 1979 |
|
SU872177A1 |


IS
n
p-ui. 3
гч
N-,
у;;;ч :5х
-i
-3- ff
2/
