Изобретение относится к оборудованию для дуговой сварки и предназначено для питания сварочной дуги постоянным током.
Целью изобретения является увеличение стабильности сварки в области малых токов, снижение массы и габаритов сварочного дросселя.
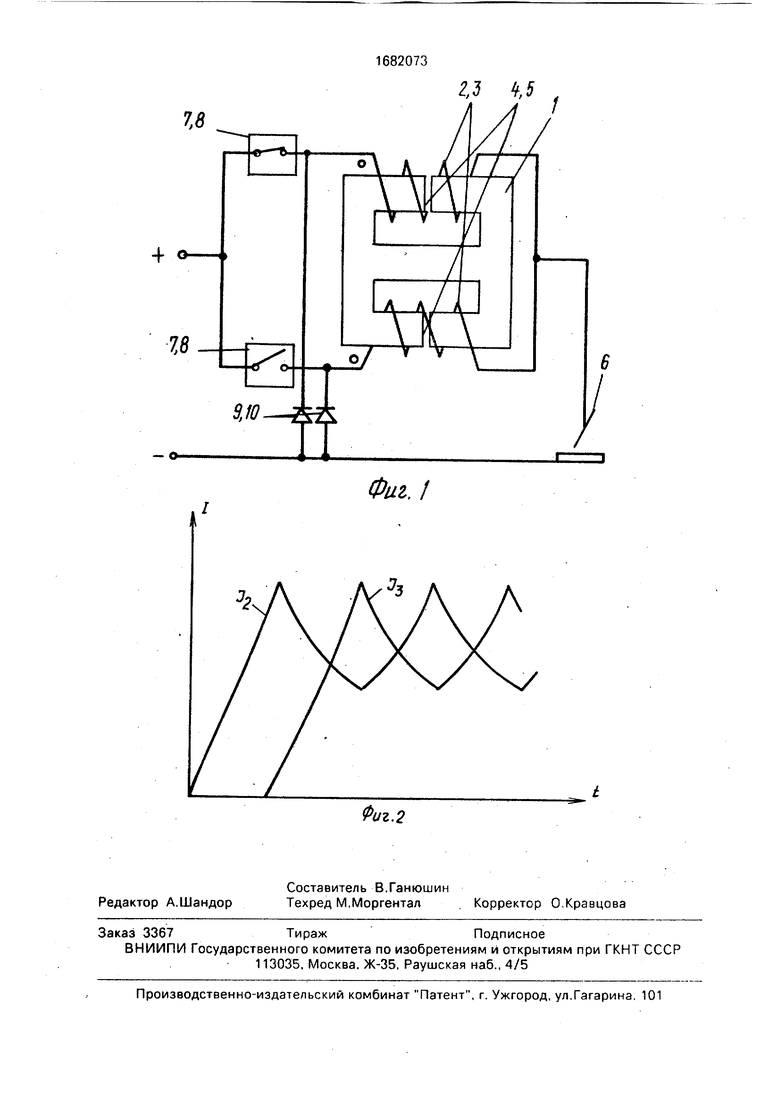
На фиг.1 показано устройство для реализации способа; на фиг. 2 - формы изменения токов в обмотках.
Способ осуществляется следующим образом.
В двух обмотках дросселя создаются токи h и з, закон изменения которых показан
на фиг.1. Как видно из фиг.1, ток в каждой обмотке изменяется от некоторого заданного положительного минимума до максимума в противофазе относительно общей постоянной составляющей. При этом в каждой обмотке наводится ЭДС взаимоиндукции. За счет ЭДС взаимоиндукции напряжение, приложенное к каждой обмотке, уменьшается.
Уменьшение напряжения, как разности его составляющих, приводит к уменьшению скорости изменения тока в обмотках.
В области малых сварочных токов взаимное затягивание фронтов изменения токов в обмотках приводит к исключению
о
00
ю о
Х| Сл)
случайных обрывов дуги, повышает ее эластичность и стабильность сварки.
Потоки, вызванные токами в одной и другой обмотках, суммируются на общем участке обоих магнитопроводов и при больших значениях тока постоянные составляющие этих потоков вызывают намагничивание общего участка. В результате усиливается влияние ЭДС взаимоиндукции. Параметры дросселя должны быть выбраны таким образом, чтобы во всем диапазоне изменения сварочного тока общий участок не достигал насыщения.
Уменьшение скорости изменения тока в обмотках может быть компенсировано пропорциональным уменьшением индуктивности дросселя, т.е. уменьшением числа витков обмоток и сечения магнитопровода.
Таким образом, сочетание основных условий осуществления способа питания сварочной дуги, а именно определенного закона изменения токов в обмотках дросселя и особенностей построения магнитной системы, уменьшает весогабаритные показатели дросселя.
Предлагаемый способ реализуется, например, с помощью устройства (фиг.1). Маг- нитопровод 1 дросселя выполнен со средним ярмом, обмотки 2 и 3 дросселя и немагнитные зазоры 4 и 5 расположены на верхнем и нижнем ярмах. Обмотки дросселя ечлючены согласно. Одним концом каждая обмотка присоединена к электроду 6, а другой конец каждой обмотки через отдельный полупроводниковый ключ 7, 8 присоединен к плюсовой клемме источника постоянного тока. Между каждым ключом и соответствующим концом обмотки подключено по шунтирующему диоду 9 и 10. Анодом диоды подключены к общему минусу.
Реализация способа с помощью этого устройства позволяет, используя систему полупроводниковых ключей 7 и 8 и шунтирующих диодов 9 и 10, задать требуемый закон
изменения в обмотках 2 и 3. Согласное включение обмоток создает совпадение по направлению магнитных потоков в среднем ярме. Постоянные составляющие потоков намагничивают среднее ярмо.
По сравнению с прототипом предлагаемый способ позволяет улучшить качество сварки на малых режимах за счет исключения случайных обрывов дуги при зажигании и в процессе сварки, облегчить сварку за
счет повышения эластичности дуги. При необходимости возможно снизить нижний предел регулирования сварочного тока.
Таким образом, технико-экономический эффект достигается за счет увеличения стабильности горения дуги на малых режимах сварки и снижения веса и габаритов сварочного дросселя в 1,5-2 раза.
Формула изобретения
Способ питания сварочной дуги постоянным током, при котором подмэгничивают участок магнитопровода двухобмоточного сварочного дросселя, отличающийся
тем, что, с целью повышения качества сварки за счет увеличения стабильности горения дуги на малых режимах сварки, уменьшения весогабэритных показателей дросселя, в двух обмотках дросселя создают токи, изменяющиеся в противофазе относительно общей постоянной составляющей, при этом используют магнитопроводы обеих обмоток с общим участком, магнитная проводимость которого превышает проводимость других
участков магнитной системы.
и
W W
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2207942C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2005 |
|
RU2306212C2 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО ТОКА (ВАРИАНТЫ) | 2001 |
|
RU2182060C1 |
| СПОСОБ И ИСТОЧНИК ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ ОДНОФАЗНЫХ ДУГ ПЕРЕМЕННОГО ТОКА | 1998 |
|
RU2159518C2 |
| Дроссель сварочный | 1980 |
|
SU893442A2 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| Устройство для сварки | 1984 |
|
SU1268335A1 |
Изобретение относится к оборудованию для дуговой сварки и предназначено для питания дуги постоянным током. Цель изобретения - повышение качества сварки за счет увеличения стабильности горения дуги на малых режимах сварки и снижение веса и габаритов сварочного дросселя. Питание сварочной дуги осуществляется через две обмотки дросселя, причем токи в обмотках изменяются в противофазе относительно общей постоянной составляющей. При этом используют магнитопроводы обеих обмоток с общим участком, магнитная проводимость которого превышает проводимость других участков магнитной системы и который намагничивается при совместной работе обмоток. Эти особенности построения магнитной системы усиливают действие ЭДС взаимоиндукции. Это позволяет затягивать фронты изменения тока. Благодаря этому удается улучшить качество сварки на малых токах и уменьшить вес и габариты дросселя, так как для создания той же скорости изменения тока требуется меньшее число витков и сечение магнитопровода дросселя. При этом функция регулирования величины сварочного тока передана внешней схеме, что расширяет возможности управления током. 2 ил. сл
Фиг.
| Патон Б.Е., Лебедев В.К | |||
| Электрооборудование для дуговой и шлаковой сварки | |||
| - М.; Машиностроение, 1966, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
