6 /
8 1 Изобретение относится к электротехнике, в частности к электрообору дованию для дуговой сварки. Известны различные сварочные дроссели, применяемые для стабилиза ции процесса сварки плавящимся элек тродом на постоянном токе и обеспечивающие необходимую форму тока в переходньсх процессах, вызываемых переносом электродного металла. Важ ную роль играют дроссели при сварке с периодическими короткими замыкани ми (КЗ) дугового промежутка (на1пример, при сварке в углекислом газе) . Для регулирования величины индуктивности сварочного дросселя, и тем самым формы и максимального зна чения тока в процессе КЗ, дроссели, кроме основной силовой обмотки, име ют дополнительную обмотку управления. Известен сварочный дроссель, име щий кроме основной обмотки, включен ной в силовую цепь, также вспомогательную обмотку, которая питается постоянным током от постороннего источника. Степень подмагничивания регулируется и может быть так высока, что перед началом сварочного пр цесса магнитный сердечник находится в состоянии насыщения. При этом направление подмагничивания притивоположно направлению намагничивания сварочным током. В процессе горения дуги магнитный сердечник дросселя также не выходит из области насыщения. При КЗ дугового промежутка каплей расплавленного металла происходит резкое нарастание тока в основной обмотке дросселя, магнитны сердечник выходит из области насыщения и пик тока КЗ снижается на ве личину, определяемую степенью намаг чивания вспомогательнь м током. Тако устройство позволяет регулировать в широких пределах пик тока КЗ lj . Однако устройство не обеспечивает управление формой тока в переход ном режиме. Известен источник питания для ду говой сварки, имеющий специальный дроссель, в котором кроме основной силовой обмотки предусмотрены еще две вспомогательные обмотки, включенные парашлельно основной и имеющие малые величины сопротивления и индуктивности. Назначение одной из них - уменьшение скорости нарастани тока при замыкании дугового проме2жутка каплей электродного металла, второй - накапливание энергии в дросселе при размыкании цепи и возрастании тока. Такой дроссель значительно повышает частоту КЗ, улучшает стабильность горения дуги zj . Однако часть энергии, накопленной в дросселе, бесполезно тратится на нагрев обмоток и резисторов в их цепях, что снижает эксплуатационные характеристики устройства. Известен стабилизирующий сварочный дроссель, имеющий секционированную вспомогательную обмотку, нагруженную на регулируемое сопротивление. Устройство предназначено для ступенчатоплавного регулирования индуктивности дросселя. Фронт тока КЗ зависит от степени магнитной связи между основной и демпфирующей вспомогательной обмотками . Однако такой дроссель не дает возможности управлять формой тока КЗ. Известен стабилизирующий сварочный дроссель, включающий вспомогательную обмотку, предназначенную для автоматического изменения индуктивности дросселя без прерывания процесса сварки при изменении тока сварки. С этой целью в сварочную цепь включено низкоомное сопротивление. Падение напряжения на этом сопротивлении снимается и затем подается в цепь управления вспомогательной обмоткой. Такое регулирование индуктивности позволяет регулировать в процессе сварки динамические характеристики 4. Однако наличие в сварочной цепи низкоомного сопротивления является основным недостатком устройства, так как при этом ухудшается саморегулиро вание процесса сварки, часть энергии расходуется на нагрев. Известен стабилизирующий сварочный дроссель, содержащий магнитопровод, силовую обмотку, включенную в цепь сварочного тока, вспомогательную обмотку управления, в магнитном отношении встречно включенную силовой обмотке, иполупроводниковый диод в цепи вспомогательной обмотки, причем начало вспомогательной обмотки подключено через диод к электроду, а конец той же обмотки - к изделию. Принцип работы данного дросселя основан на явлении электромагнитного демпфирования. Дроссель работает в
переходных режимах, возникающих при замыкании дугового промежутка каплями расплавленного металла. При этом наличие вспомогательной обмотки управления с отпайками позволяет активно регулировать крутизну фронтов тока при КЗ и тем самым оптимизировать максимальное значение тока, длительность и частоту КЗ. Резкий спад тока после КЗ за счет гашения электромагнитной энергии дросселя позволяет снизить интенсивность расплавления торца электрода, а зна|чит сохранить минимальный дуговой промежуток, определяющий размер капли расплавленного металла электрода. Следует также отметить, что в данном случае энергия магнитного поля дросселя не тратится бесполезно з .
Недостатком данного устройства является резкий рост тока в начальный момент КЗ, что плохо сказывается на слияния капли расплавленного металла с жидкой ванной. Кроме того, экспоненциальное уменьшение тока вспомогательной обмотки к моменту разрыва жидкой перемычки, соединяю щей торец электрода и жидкую ванну расплавленного металла, снижает эффективность гашения энергии магнитного поля дросселя после окончания КЗ, т.е. при повторном возбуждении дуги величина резкого спада тока уменьшается. Увеличение числа витков вспомогательной обмотки управления позволяет несколько улучшить эффективность гашения энергии магнитного поля дросселя после КЗ. Однако при этом напряжение на концах обмотки управления может возрасти на столько, что электрическая прочность устройства резко снизится.
Наиболее близким к изобретению является стабилизирующий сварочный дроссель, содержащий вспомогательную обмотку, включенную встречно основной и питаемую от постороннего источника питания. Такой дроссель должен обеспечить стабилизацию амплитуды тока КЗ на заданном уровне независимо от длительности КЗ 6j .
Недостатком дросселя является отсутствие автоматического регулирования амплитуды тока КЗ в зависимости от изменения процесса сварки. Кр%ме того, энергия, накопленная в цепи вспомогательной обмотки, используется только на нагрев элементов этой цепи. Отсутствие необходимой формы
кривой сварочного тока, обеспечивающей медленное нарастание в начале КЗ резкое возрастание его в момен КЗ и резкий спад в конце КЗ, способствуют увеличенному разбрызгиванию металла и дополнительной потери мощности.
Целью изобретения является повышение качества сварки путем уменьшения разбрызгивания металла при оптимальной форме кривой сварочного тока
Цель достигается тем, что в устройстве для стабилизации сварочного тока при сварке постоянным током с периодическими КЗ, содержащем дрос сель, на магнитопроводе которого размещены силовая обмотка, включенная последовательно в сварочную цепь к одной выходной клемме, вспомогательная обмотка, включенная встречно по отношению к силовой, а также дополнительный источник и тиристор с блоком управления, вспомогательная обмотка началом подключена к аноду тиристора, катод тиристора соединен с концом силовой обмотки, при этом вспомогательная обмотка своим концом через дополнительный источник подключена к другой выходной клемме устройства.
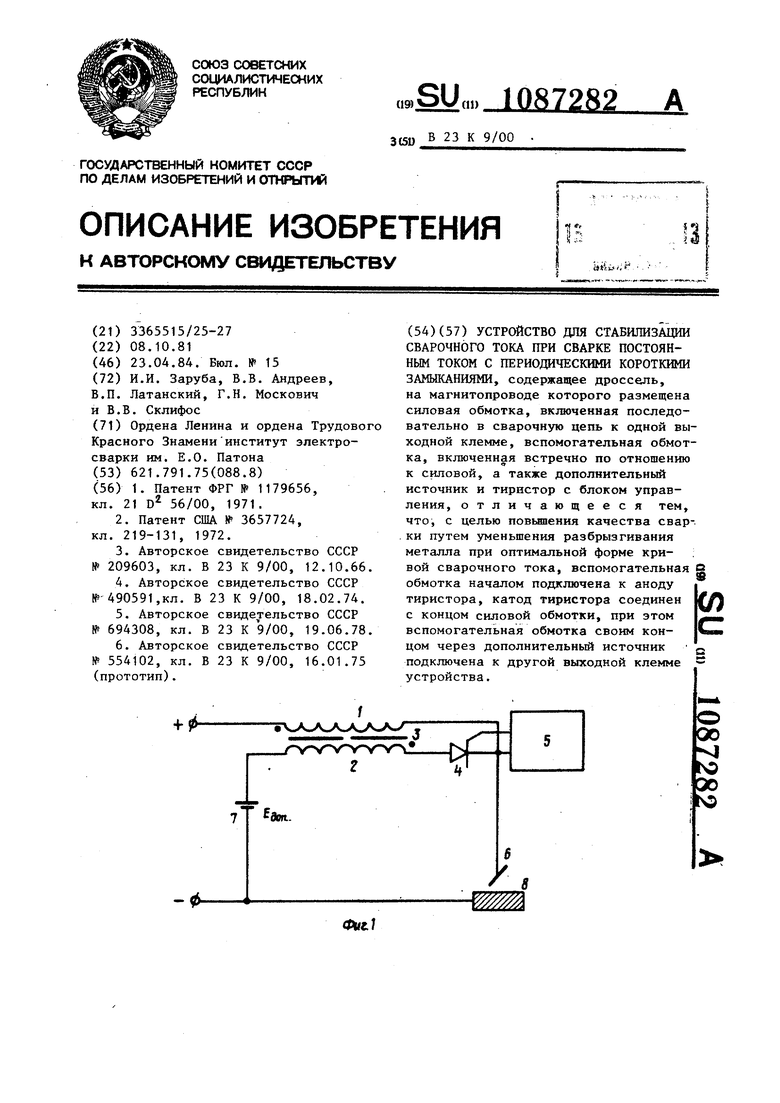
На фиг. 1 представлена принципиальная электрическая схема предлагаемого устройства (для случая сварки гна обратной полярности); на фиг. 2 кривая сварочного тока при выполнени сварки с предлагаемым устройством. В случае сварки на прямой полярности соответственно изменялись полярности дополнительного источника пи.тания и тиристора.
Предлагаемое устройство (фиг.1) содержит дроссель с силовой обмоткой 1, включенной последовательно в сварочную цепь, вспомогательной обмоткой 2, в магнитном отношении встречно включенной силовой собмотке, общий магнитопровод 3, тиристор 4, блок 5 управления. Начало вспомогательной обмотки подключается через тиристор к электроду 6, а конец - к положительному полюсу дополнительного источника 7 питания. Отрицательный полюс дополнительного источника .питания подключен к изделию 8.
Предлагаемое устройство работает следующим образом.
При КЗ дугового промежутка, вызванном переносом металла, в начальный момент t, (фиг. 2) тиристор 4 закрыт и нарастание тока в силовой обмотке определяется только парамет рами первичного контура. Медленное нарастание тока обеспечивает надежное слияние капли с ванной. В момен времени ty блок 5 управления выдает импульс на открывание тиристора 4. Тиристор 4 открывается и скорость нарастания тока КЗ резко увеличивается, что способствует интенсивному сжатию перемычки и ее разрушению, т.е. переходу капли расплавленного металла в ванну. Начиная с момента времени t во вспомогательной обмотке 2 управления протекает ток, определенный суммарным действием ЭДС дополнительного источника питания и ЭДС взаимоиндукции. На личие дополнительного источника питания компенсирует уменьшение тока во вспомогательной обмотке, наведен ного магнитным полем взаимоиндукции которыр к моменту времени t окончания КЗ значительно затухает. Посл разрыва жидкой перемычки и зажигани дуги (в момент t3) токи вспомогательной и силовой обмоток резко умен шаются, причем уменьшение одного из них вызывает уменьшение другого, т.е. происходит лавинообразный спад тока дуги. Этот спад тока продолжается до тех пор, пока ток вспомогательной обмотки не уменьшится до нуля И тиристор 4 не закроется. Скоррсть уменьшения тока в момент t определяется коэффициентом магнитной связи между обмотками и их параметра ми, Основным достоинством предлагаемого дросселя является более гибкое управление формой сварочного тока в процессе КЗ при экономичном использовании энергии магнитного поля дросселя. Регулируя величину ЭДС Едд, дополнительного источника и момент зажигания тиристора можно получить наиболее оптимальный режим сварки: уменьшить разбрызгивание металла, облегчить наложение вертикальных и потолочных швов и т.д. При этом отпадает необходимость в увеличении числа витков вспомогательной обмотки, а сАедовательно, уменьшаются и возникающие перенапряжения в ней. Предлагаемое устройство может быть использовано во всех отраслях промышленности, где применяется дуговая сварка плавящимся электродом на постоянном токе. Экономический эффект достигается за счет повышения качества металла шва, снижения нерациональньш потерь энергии, уменьшения потерь электродного металла, уменьшения времени на очистку свариваемых изделий от брызг и т.д.


| название | год | авторы | номер документа |
|---|---|---|---|
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| Стабилизирующий сварочный дроссель | 1982 |
|
SU1058728A1 |
| Устройство для дуговой сварки на постоянном токе | 1979 |
|
SU946837A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Стабилизирующий дроссель для сварки в защитных газах | 1978 |
|
SU791485A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ СВАРОЧНОГО ТОКА ПРИ СВАРКЕ ПОСТОЯННЫМ ТОКОМ С ПЕРИОДИЧЕСКИМИ КОРОТКИМИ ЗАМЫКАНИЯМИ, содержащее дроссель, на магнитопроводе которого размещена силовая обмотка, включенная последовательно в сварочную цепь к одной выходной клемме, вспомогательная обмотка, включенная встречно по отношению к силовой, а также дополнительный источник и тиристор с блоком управления, отличающееся тем, что, с целью пов1Л1ения качества сварки путем уменьшения разбрызгивания металла при оптимальной форме кри- ; i вой сварочного тока, вспомогательная обмотка началом подключена к аноду (Л тиристора, катод тиристора соединен с концом силовой обмотки, при этом вспомогательная обмотка своим концом через дополнительный источник подключена к другой выходной клемме устройства.