Изобретение относится к устройствам для точечной и шовной контактной сварки на повышенной частоте и может быть использовано в электронной и приборостроительной промышленности.
Целью изобретения является обеспечение синхронной работы нескольких инверторов при управлении током сварки.
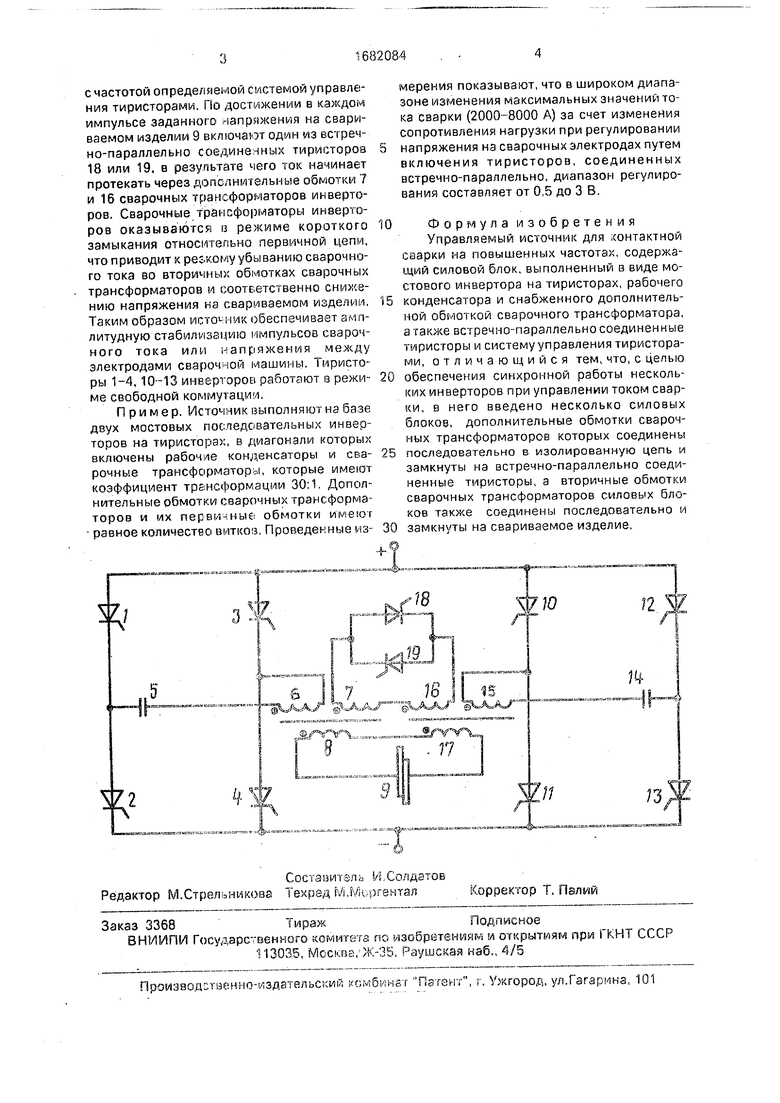
На чертеже дана принципиальная электрическая схема силовой части управляемого источника для контактной сварки на повышенных частотах при использовании двух инверторов.
Схема содержит первый силовой блок, содержащий мостовой инвертор на тиристорах 1-4, рабочий конденсатор 5, сварочный трансформатор с первичной обмоткой 6, дополнительной обмоткой 7 и вторичной обмоткой 8, соединенной со свариваемым
изделием 9. Второй силовой блок соответственно содержит мостовой ин вертор на тиристорах 10-13, рабочий конденсатор 14, сварочный трансформатор с обмотками 15-17, Дополнительные обмотки 7 и 16 сварочных трансформаторов соединены последовательно и замкнуты на встречно-параллельно соединенные тиристоры 18 и 19. Вторичные обмотки 8 и 17 соединены последовательно и замкнуты на свариваемое изделие 9.
Источник работает следующим образом.
При включении попарно и одновременно тиристоров инверторов 1,4, 10, 13 и 2. 3, 11,12 в диагоналях инверторов появляются токи, представляющие собой последовательность разнополярных импульсов, близких по форме к синусоидальным, следующих
с частотой определяемой системой управления тиристорами, По достижении в каждом импульсе заданного напряжения на свариваемом изделии 9 включают один из встречно-параллельно соединенных тиристоров 18 или 19, в результате чего ток начинает протекать через дополнительные обмотки 7 и 16 сварочных трансформаторов инверторов. Сварочные трансформаторы инверторов оказываются в режиме короткого замыкания относительно первичной цепи, что приводит к резкому убыванию сварочного тока во вторичных обмотках сварочных трансформаторов и соответственно снижению напряжения на свариваемом изделии. Таким образом источник обеспечивает амплитудную стабилизацию импульсов сварочного тока или напряжения между электродами сварочной машины. Тиристоры 1-4,10-13 инверторов работают в режи- ме свободной коммутации.
Пример. Источник выполняют на базе двух мостовых последовательных инверторов на тиристорах, в диагонали которых включены рабочие конденсаторы и сва- рочные трансформаторы, которые имеют коэффициент трансформации 30:1, Дополнительные обмотки сварочных трансформаторов и их первичные обмотки имеют равное количество витков. Проведенные из-
мерения показывают, что в широком диапазоне изменения максимальных значений тока сварки (2000-8000 А) за счет изменения сопротивления нагрузки при регулировании напряжения на сварочных электродах путем включения тиристоров, соединенных встречно-параллельно, диапазон регулирования составляет от 0,5 до 3 В.
Формула изобретения Управляемый источник для контактной сварки на повышенных частотах, содержащий силовой блок, выполненный в виде мостового инвертора на тиристорах, рабочего конденсатора и снабженного дополнительной обмоткой сварочного трансформатора, а также встречно-параллельно соединенные тиристоры и систему управления тиристорами, отличающийся тем, что, с Целью обеспечения синхронной работы нескольких инверторов при управлении током сварки, в него введено несколько силовых блоков, дополнительные обмотки сварочных трансформаторов которых соединены последовательно в изолированную цепь и замкнуты на встречно-параллельно соединенные тиристоры, а вторичные обмотки сварочных трансформаторов силовых блоков также соединены последовательно и замкнуты на свариваемое изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Управляемый источник для контактной сварки на повышенных частотах | 1989 |
|
SU1682085A1 |
| Устройство для контактной сварки | 1974 |
|
SU618226A1 |
| Устройство для высокочастотной контактной сварки | 1975 |
|
SU764894A1 |
| ТИРИСТОРНЫЙ ИНВЕРТОР | 2006 |
|
RU2314631C1 |
| Источник питания для дуговой сварки | 1981 |
|
SU998037A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1970 |
|
SU263779A1 |
| Источник питания для контактнойСВАРКи HA пОВышЕННыХ чАСТОТАХ | 1979 |
|
SU837671A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
Изобретение относится к устройствам для точечной и шовной контактной сварки на повышенной частоте и может быть использовано в электронной и приборострои- тельной промышленности. Цель изобретения - обеспечение синхронной работы нескольких инверторов при управлении током сварки. Управляемый источник содержит несколько силовых блоков, включающих каждый мостовой инвертор на тиристорах, рабочий конденсатор и сварочный трансформатор с дополнительной обмоткой, а также встречно-параллельно соединенные тиристоры и систему управления тиристорами. Вторичные обмотки сварочных трансформаторов соединены последовательно и замкнуты на изделие, а дополнительные обмотки соединены последовательно и замкнуты на встречно-параллельно соединенные тиристоры. 1 ил. со
| Источник питания для контактнойСВАРКи HA пОВышЕННыХ чАСТОТАХ | 1979 |
|
SU837671A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
