Изобретение относится к источникам для контактной сварки, преимущественно деталей малых толщин и сечений, и может быть использовано в электронной и приборостроительной промышленности.
Целью изобретения является стабилизация длительности сварочных импульсов тока при одновременном повышении КПД источника.
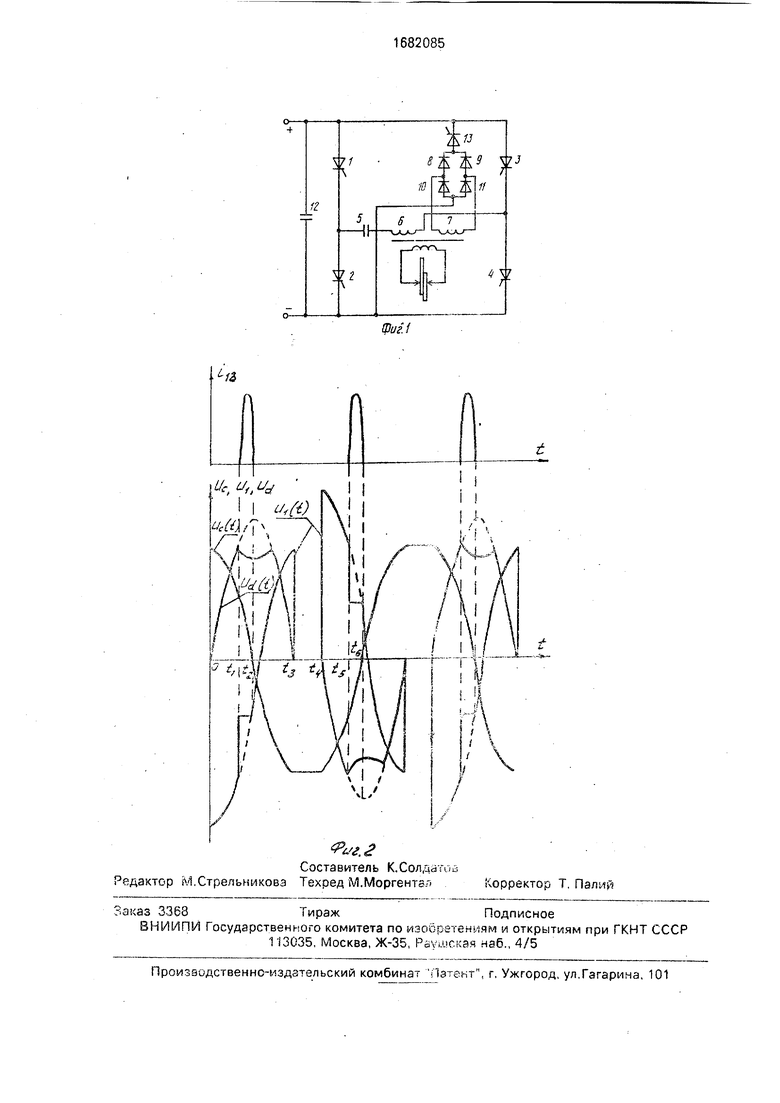
На фиг. 1 дана принципиальная электрическая схема силовой части источника для контактной сварки на повышенных частотах; на фиг. 2 - осциллограммы изменения напряжений на рабочем конденсаторе Uc(t), свариваемых деталях Ud(t) и дополнительной обмотке Ui(t) и тока через тиристор iia(t) (сплошными линиями показаны изменения указанных величин при работе тиристора 13, пунктирными линиями - изменения указанных величин, если тиристор 13 не работает.
Источник содержит мостовой инвертор на тиристорах 1-4, рабочий конденсатор 5, сварочный трансформатор с первичной обмоткой 6 и дополнительной обмоткой 7, выпрямительный мост, выполненный на диодах 8-11, вход которого соединен с дополнительной обмоткой, а отрицательный выход - с отрицательным полюсом накопительного конденсатора 12, тиристор 13, посредством которого положительный выход выпрямительного моста соединен с положительным полюсом накопительного конденсатора.
Источник работает следующим образом.
Описание-работы источника приводится применительно к установившемуся режиму работы. В исходном состоянии t 0 (см. фиг, 2) рабочий конденсатор 5 заряжен. При одновременном включении тиристоров 1 и 4 инвертора по цепи 1-5-6-4 начинает протекать ток и рабочий конденсатор стремится перезарядиться в соответствии с осциллограммой Uc(t). Напряжение на обмотках 6 и 7 изменяется по одному и тому же закону и начинает уменьшаться в соответствии с осциллограммой Ui(t). Величина этого напряжения в любой момент времени равна сумме напряжений на рабочем и накопительном конденсаторах. Емкость накопительного конденсатора велика и напряжение на нем практически не изменяется в течение всего времени сварки, тем более что он подзаряжается от источника питания инвертора в процессе сварки (источник питания инвертора на схеме не показан). Напряжение нз свариваемых деталях начинает возрастать в соответствии с осциллограммой Ud(t).
В момент времени ti напряжение на свариваемых деталях достигает установленной величины, в этот момент система обратной связи (не показана) вырабатывает управляющий сигнал, подаваемый на тиристор 13. Так как в этот момент времени напряжение на дополнительной обмотке выше напряжения на накопительном конденсаторе, тиристор 13 открывается и дополнительная обмотка через выпрямительный мост замыкается на накопительный конденсатор 12. Через дополнительную обмотку протекает ток в соответствии с осциллограммой ii3(t). Магнитный поток, создаваемый этой обмоткой, является размагничивающим по отношению к потоку, создаваемому первичной обмоткой 6. В результате действия размагничивающего потока вторичный ток сварочного трансформатора уменьшается и напряжение Ud(t)T3K- же уменьшается. Процесс перезаряда рабочего конденсатора 5, начиная с момента ti. несколько ускоряется, однако это ускорение имеет место в течение короткого промежутка времени работы тиристора 13, что не приводит к существенному изменению длительности переходных процессов и соответственно длительности импульса тока.
В момент времени t2 напряжение на рабочем конденсатора 5 становится равным О, при этом напряжение на дополнительной обмотке 7 равно напряжению на накопительном конденсаторе 12, В последующие моменты напряжение на конденсаторе 12 становится больше напряжения на дополнительной обмотке 7, вследствие чего к тиристору 13 прикладывается обратное напряжение и последний закрывается. Начиная с этого момента времени ta, ключ
не работает и параметры R, L, С контура диагонали моста инвертора возвращаются в исходное состояние. Напряжение на свариваемых деталях Ud(t) несколько возрастает, что объясняется переходными процессами в
связи с накоплением энергии в магнитном поле трансформатора, а затем процесс формирования выходного тока инвертора происходит практически по той же самой кривой, что и в неуправляемом инверторе
(пунктирная линия на фиг. 2).
В момент времени t3 тиристоры 1 и 4 закрываются в результате свободной коммутации.
В момент времени т.4 открывает тиристоры 2 и 3 и в инверторе протекают аналогичные процессы для противоположной полярности вторичного напряжения. В моменты времени т.5 и te происходит соответ- ственно открывание и закрывание
тиристора 13.
Пример. Источник.выполнен на базе мостового последовательного инвертора на тиристорах, в диагональ которого включен рабочий конденсатор емкостью 30 мкФ и
сварочный трансформатор с коэффициентом трансформации 12:1. Число витков первичной и дополнительной обмоток равно и составляет 12.
Проведенные испытания показывают,
что при работе источника без управления током и с управлением в широком диапазоне изменения напряжения на нагрузке от 1,5 до 3 В колебания длительности импульсов тока не превышают 20 мкс при средней
длительности одиночного импульса тока, равной 250 мкс.
Формула изобретения Управляемый источник для контактной сварки на повышенных частотах, содержащий накопительный конденсатор, последовательный мостовой инвертор, рабочий конденсатор, сварочный трансформатор с дополнительной обмоткой, соединенной с входом выпрямительного моста, а также тиристор, отличающийся тем, что, с целью стабилизации длительности сварочных импульсов тока при одновременном повышении КПД источника, отрицательный выход выпрямительного моста соединен с
отрицательным полюсом накопительного конденсатора, а положительный выход через тиристор соединен с положительным полюсом накопительного конденсатора
Чь
«г.2 Составитель К.Солдагоа Редактор М.Стрельникова Техред М.МоргенталКорректор Т Палий
I Ч
J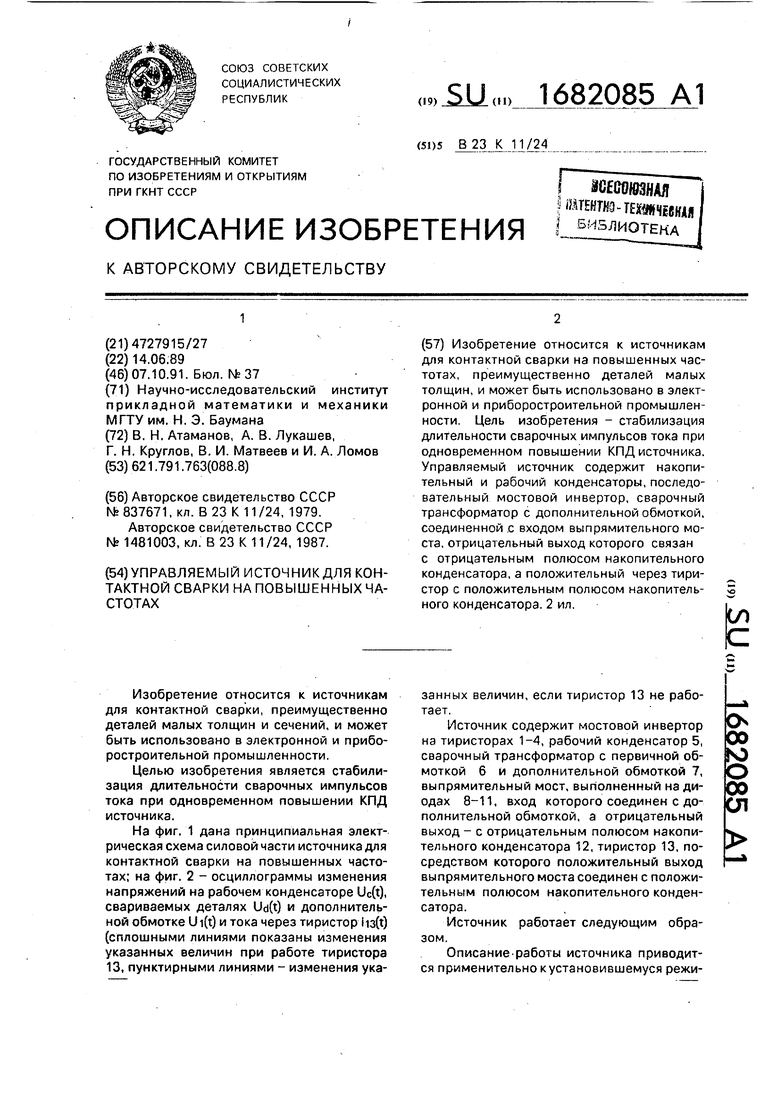

| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| Устройство для управления многофазным преобразователем | 1989 |
|
SU1750005A1 |
| Устройство для сварки постоянным током | 1989 |
|
SU1632669A1 |
| ТИРИСТОРНЫЙ ИНВЕРТОР | 2006 |
|
RU2314631C1 |
| Устройство питания для диаг-НОСТичЕСКОй РЕНТгЕНОВСКОй уСТА-НОВКи бОльшОй МОщНОСТи | 1979 |
|
SU841618A3 |
| Управляемый источник для контактной сварки на повышенных частотах | 1989 |
|
SU1682084A1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Источник питания для контактной сварки на повышенных частотах | 1979 |
|
SU941088A1 |
| АВТОНОМНЫЙ ИНВЕРТОР | 1998 |
|
RU2147156C1 |
Изобретение относится к источникам для контактной сварки на повышенных частотах, преимущественно деталей малых толщин, и может быть использовано в электронной и приборостроительной промышленности. Цель изобретения - стабилизация длительности сварочных импульсов тока при одновременном повышении КПД источника. Управляемый источник содержит накопительный и рабочий конденсаторы,последовательный мостовой инвертор, сварочный трансформатор с дополнительной обмоткой, соединенной с входом выпрямительного моста, отрицательный выход которого связан с отрицательным полюсом накопительного конденсатора, а положительный через тиристор с положительным полюсом накопительного конденсатора. 2 ил. СО
| Источник питания для контактнойСВАРКи HA пОВышЕННыХ чАСТОТАХ | 1979 |
|
SU837671A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1481003A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
