Изобретение относится к машиностроению и приборостроению и может быть использовано для изготовления изделий сложной пространственной формы, в том числе моделей литейных форм, в условиях единичного и мелкосерийного производства.
Цель изобретения - повышение точности изготовления изделий сложной пространственной формы со значительными размерами поперечного сечения, а также упрощение конструкции технологического оборудования.
На фиг. 1 схематически изображено устройство для изготовления изделий из фотоотверждающегося материала; на фиг. 2 и 3 - образцы изготовленных деталей.
Устройство состоит из реактора 1, от дна которого растет изготавливаемое изделие 2. Реактор заполнен формирующим материалом 3, на поверхности которого располагается слой фотоотверждающегося материала 4. Над реактором установлен генератор 5 модулированного светового излучения, представляющий собой, например, источник излучения, оптическую систему и набор масок. К нижней части реактора присоединены узлы б и 7 подачи фотоотверждающегося и формирующего материалов в реактор, представляющие собой, например, дозаторы. В верхней части реактора расположены датчики 8 контроля перемещения и толщины слоя фвтоогверждающегося материала. Датчики контроля представляют соо со
&
о о
бой, например, два уровнемера, связанные с ЭВМ 9, управляющей генератором модулированного излучения и узлами подачи материалов.
Способ осуществляют следующим образом.
В реактор подают необходимое для формирования на его дне слоя заданной толщины количество фотоотверждающего- ся материала. Толщину образованною слоя контролируют уровнемером. Если полученная толщина равна заданной,слой подвергают облучению модулированным излечением. Слой, имеющий форму, соответствующую двухмерному изображению перенесенному излучением, отвердев, прикрепляется к дну реактора. После отверждения первого слоя облучение прекращают и в реактор подают формирующий материал в количестве, достаточном для образования уровня, одинакового с верхней поверхностью отвержденного слоя. В качестве формирующего материала можно использовать жидкость, имеющую плотность большую, чем фотоотверждающийся материал, не смешивающуюся и не вступающую с ним в химическое взаимодействие, Одновременно подают фотоотверждающийся материал для формирования следующего слоя требуемой толщины. Нижняя поверхность слоя контактирует с поверхностью отвержденного слоя и поверхностью формирующего материала. Контролируют положение и толщину образованного слоя. Слой облучают. Процесс многократно повторяют до изготовления всего изделия
Устройство работает следующим образом.
Сигнал от управляющей ЭВМ 9 поступает на исполнительный механизм узла 6 подачи фотоотверждающегося материала, и осуществляется подача фотоотверждающегося материала для формирования первого слоя на дне реактора 1. Датчик 8 контроля толщины слоя при достижении заданной толщины подает сигнал в ЭВМ. Происходит обпучение слоя генератором 5 излучения. После облучения при помощи узлов 6 и 7 подачи подаются фотоотверждающийся и формирующий материалы для формирования следующего слоя, лежащего ча ранее отвержденном слое оастущего изделия 2 и формирующим материале 3. После контроля положения и толщины слоя он облучаетсп. Далее цикл работы устройства повторяется
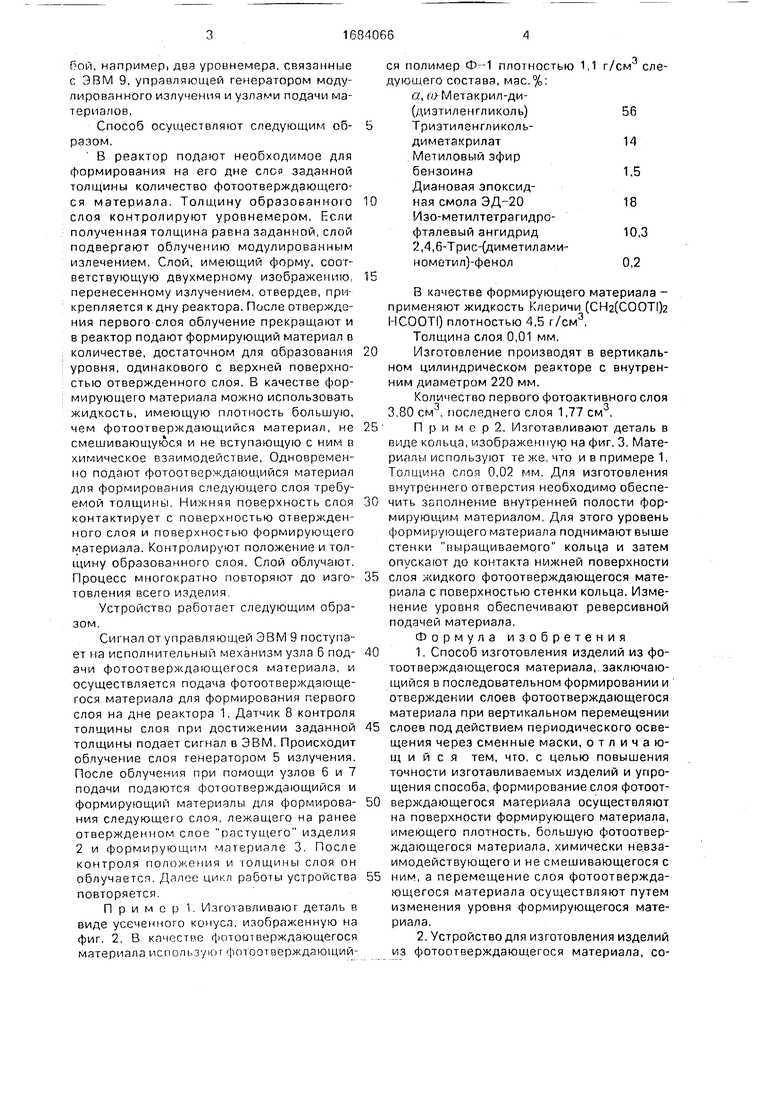
П р и м с р 1 Изготавливают деталь в виде усеченного конусл, изображенную на фиг. 2. В качестве фотоотверждающегося материала используют фотоотверждающийся полимер Ф -1 плотностью 1,1 г/см3 следующего состава, мас.%:
а, « Метакрил-ди(диэтиленгликоль)56
Триэтипенгликольдиметакрилат14
Метиловый эфир
бензоина1,5
Диановая эпоксид- 0ная смола ЭД-2018
Изо-метилтеграгидрофталевый ангидрид10,3
2,4,6-Трис-(диметиламинометил)-фенол0,2
5
В качестве формирующего материала - применяют жидкость Клеричи (CH2(COOTI)2 HCOOTI) плотностью 4,5 г/см3.
Толщина слоя 0,01 мм.
0 Изготовление производят в вертикальном цилиндрическом реакторе с внутренним диаметром 220 мм.
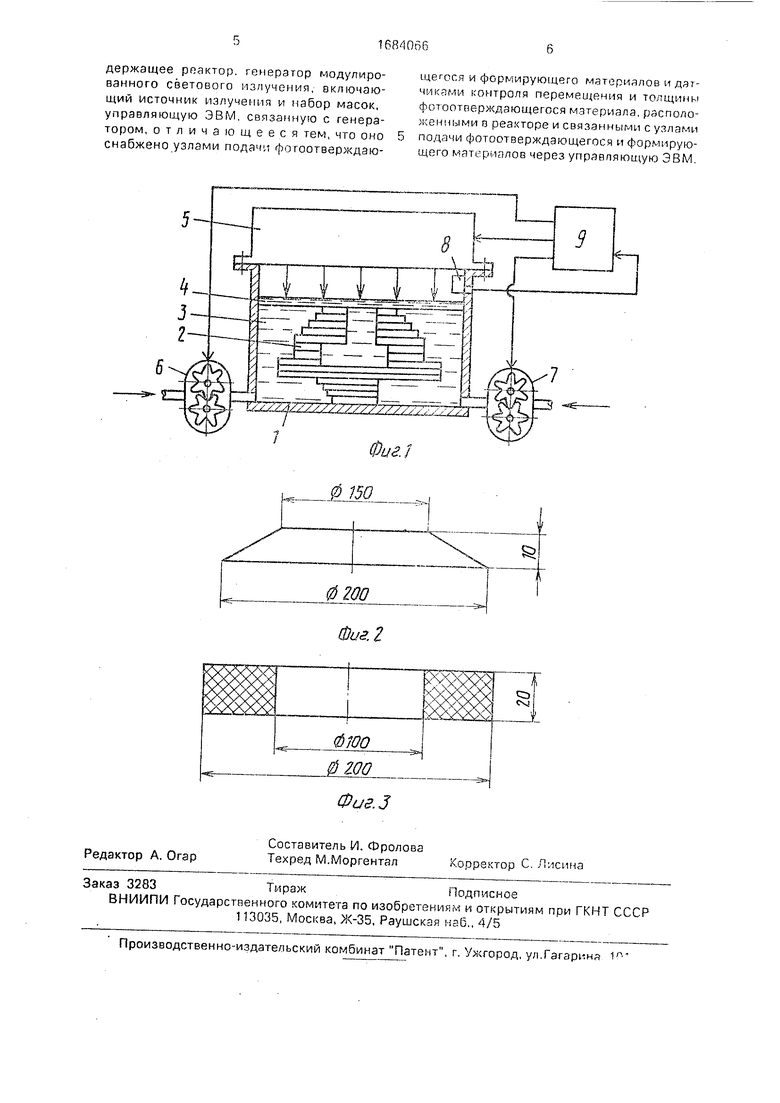
Количество первого фотоактивного слоя 3,80 см , последнего слоя 1,77 см3, 5П р и м с р 2. Изготавливают деталь в
виде кольца, изображенную на фиг. 3. Материалы используют те же, что и в примере 1, Толщина слоя 0,02 мм. Для изготовления внутреннего отверстия необходимо обеспе- 0 чить заполнение внутренней полости формирующим материалом, Для этого уровень формирующего материала поднимают выше стенки выращиваемого кольца и затем опускают до контакта нижней поверхности 5 слоя жидкого фотоотверждающегося материала с поверхностью стенки кольца. Изменение уровня обеспечивают реверсивной подачей материала.
Формула изобретения 01. Способ изготовления изделий из фотоотверждающегося материала, заключающийся в последовательном формировании и отверждении слоев фотоотверждающегося материала при вертикальном перемещении 5 слоев под действием периодического освещения через сменные маски, отличающийся тем, что, с целью повышения точности изготавливаемых изделий и упрощения способа, формирование слоя фотоот- 0 верждающегося материала осуществляют на поверхности формирующего материала, имеющего плотность, большую фотоотверждающегося материала, химически невзаимодействующего и не смешивающегося с 5 ним, а перемещение слоя фотоотверждающегося материала осуществляют путем изменения уровня формирующегося материала.
2. Устройство для изготовления изделий из фотоотверждающегося материала, содержащее реактор, генератор модулированного светового излучения, включающий источник излучения и набор масок, управляющую ЭВМ, связанную с генератором, отличающееся тем, что оно снабжено узлами подачи фогоотверждающегося и формирующего материалов и датчиками контроля перемещения и толщины фо оотверждающегсся материала, расположенными о реакторе и связанными с узлами подачи фотостверждэющегося и формирующего материалов через управляющую ЭВМ.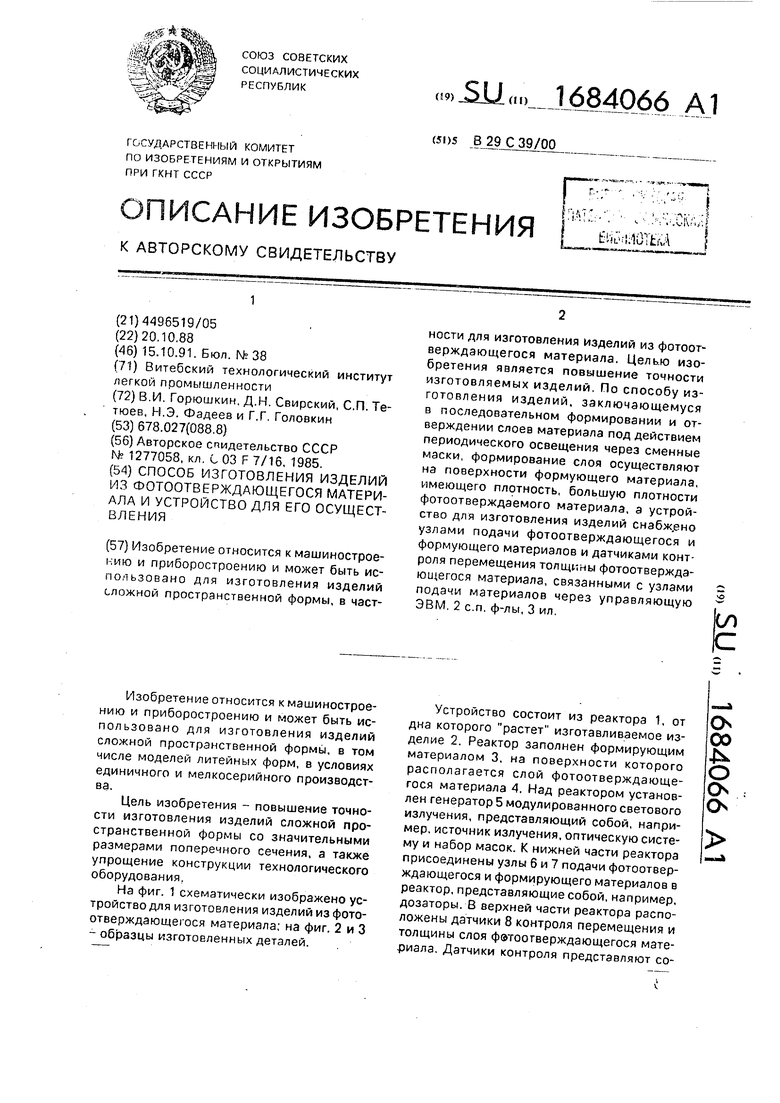
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК МОДУЛИРОВАННОГО ИЗЛУЧЕНИЯ | 1993 |
|
RU2106966C1 |
| Способ изготовления моделей и форм из фотоотверждающегося полимера и устройство для его осуществления | 1985 |
|
SU1277058A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ФОТООТВЕРЖДАЮЩИХСЯ МАТЕРИАЛОВ | 1992 |
|
RU2048293C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ФОТООТВЕРЖДАЮЩИХСЯ МАТЕРИАЛОВ | 1992 |
|
RU2048292C1 |
| ПОЛИМЕРНЫЙ ТРЕХМЕРНЫЙ ОБЪЕКТ СЛОЖНОЙ ФОРМЫ, СОСТАВЛЕННЫЙ ИЗ СЛОЕВ, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ТРЕХМЕРНОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145924C1 |
| Способ изготовления пневматических коммуникационных плат и форма для его осуществления | 1977 |
|
SU754139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ, МЕТАЛЛИЧЕСКИХ И КОМПОЗИТНЫХ ИЗДЕЛИЙ АДДИТИВНЫМИ ТЕХНОЛОГИЯМИ | 2023 |
|
RU2817238C1 |
| Способ формирования трехмерного изделия из жидкого фотополимера с применением преобразования волнового фронта актиничного излучения и устройство для его осуществления | 2016 |
|
RU2722902C1 |
| ФОТОЧУВСТВИТЕЛЬНЫЙ ПОЛИМЕРНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И ЕГО ТЕРМИЧЕСКАЯ ОБРАБОТКА | 2012 |
|
RU2545372C1 |
| НАГРЕВАТЕЛЬНЫЙ УЗЕЛ И АРОМАТИЧЕСКИЙ ИНГАЛЯТОР, СНАБЖЕННЫЙ ТАКИМ УЗЛОМ | 2018 |
|
RU2772647C1 |
Изобретение относится к машиностроению и приборостроению и может быть использовано для изготовления изделий сложной пространственной формы, в частности для изготовления изделий из фотоот- верждающегося материала. Целью изобретения является повышение точности изготовляемых изделий. По способу изготовления изделий, заключающемуся в последовательном формировании и отверждении слоев материала под действием периодического освещения через сменные маски, формирование слоя осуществляют на поверхности формующего материала, имеющего плотность, большую плотности фотоотверждаемого материала, а устройство для изготовления изделий снабж.ено узлами подачи фотоотверждающегося и формующего материалов и датчиками контроля перемещения толщины фотоотверждающегося материала, связанными с узлами подачи материалов через управляющую ЭВМ. 2 с.п. ф-лы, 3 ил. сл
5
,,
9
Фиг. 2
Фие.З
| Способ изготовления моделей и форм из фотоотверждающегося полимера и устройство для его осуществления | 1985 |
|
SU1277058A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
