(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ КОММУНИКАЦИ01ШЫХ ПЛАТ И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Изобретение относится к области автоматики, 1феимущественно к пневмоавтоматике, и может быть использовано для изготовления коммуникационных плат, прокладок и других элементов
пневмоавтоматики.
Известен способ изготовления коммуникационных плат, включающий излучение коммуни- кационных слоев с 1юлостями в виде каналов, огверстий, которые затем герметизируются по плоскости с гомощью резиновых прокладок Ц.
Наиболее близким к предлагаемому является способ изготовления пневматических комму1шкапионных плат, включающий получение конструктивных слоев с полостями с последующей герметизацией соединений между слоями с помощью склейки 2.
Недостаток известных способов - высокая трудоемкость изготовления слоев из-за наличия больпюго объема станочных работ, связанных с jo 1юлучением полостей каналов и отверстий.
Цель изобретения - )шрощение способа, т. е. шшкеиие трудоемкости изготовления коммуникационных плат.
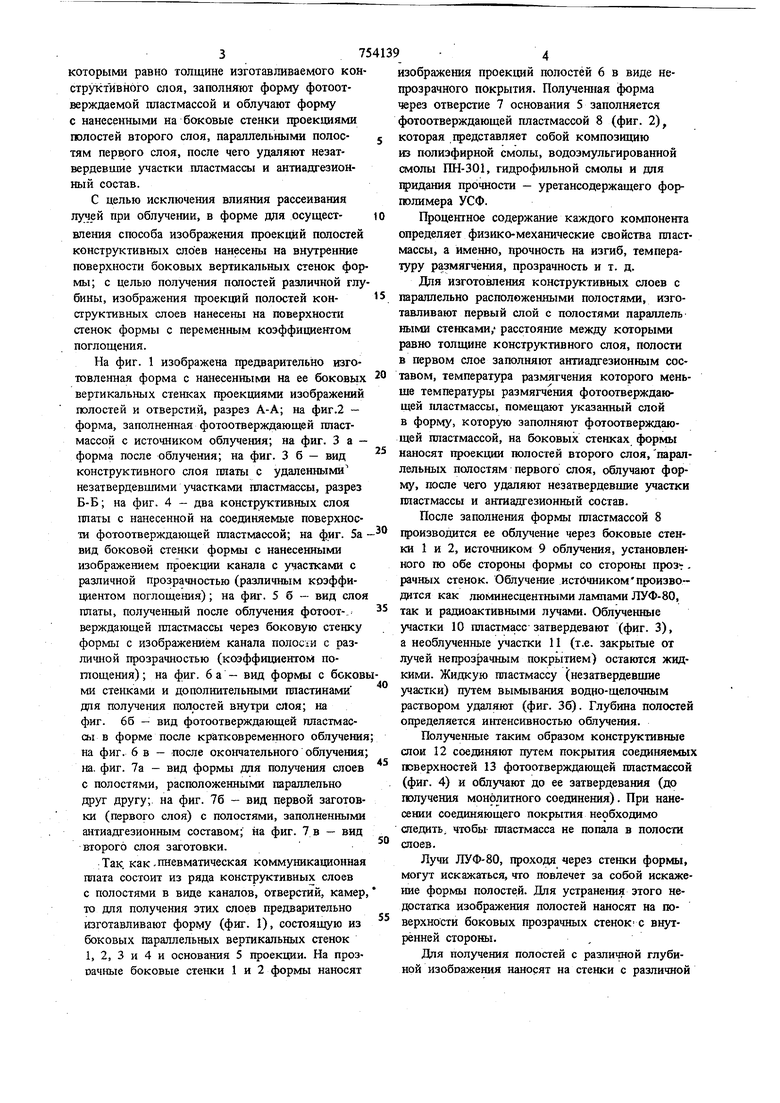
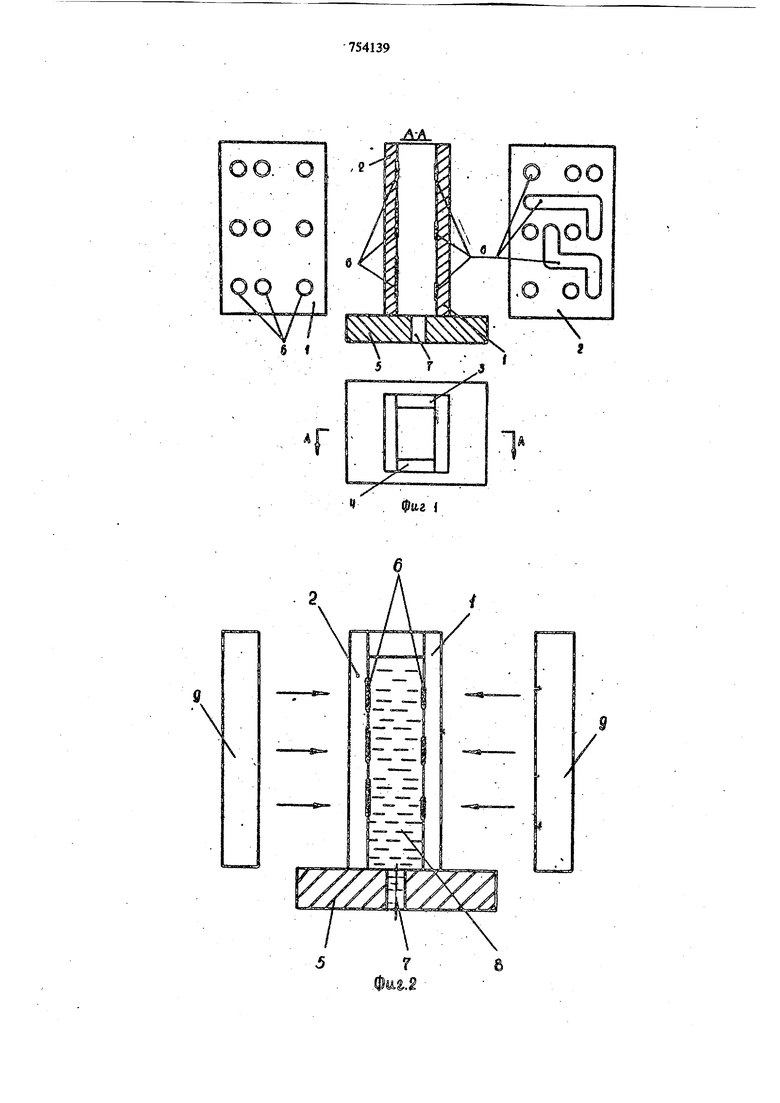
Поставленная цель достигается тем, что заполняют светопроводящую форму, боковые вертикальные стенки которой параллельны рабочей поверхности изготавливаемого конструктивного слоя, фотоотверждаемой пластмассой, облучают светопроводящую форму со стороны бокйвых вертикальных стенок, на которые нанесены изображения проекций полостей конструктивного слоя, и удаляют незатвердевшие участки пластмассы, кроме того, облучение светопроводящей формы с нанесенными проекциями изображений полостей, сечение которых размещено на поверхности конструктивного слоя, осущестг вляют до отверждения пластмассы BOKPJT указанных полостей, после чего светопроводящую форму, на боковых вертикальных стенках которой наложены дополнительные светопроводящие пласт1шы, вновь облучают; изготавливают пгрвый слой с полостями, которые заполнякгг антиадгезионным составом, температура размягчения которого меньше температуры размяг«нкя фотоотверждаемой пластмассы, помещают указанный слой в форму с боковыми вертикальными параллельными стенками, расстояние между которыми равно толщине изготавливаемого конструктивного слоя, заполняют форму фотоотверждаемой пластмассой и облучают форму с нанесенными на боковые стенки проекциями голостей второго слоя, параллельными полостям первого слоя, после чего удаляют незатвердевшие участки пластмассы и антиадгезионный состав. С целью исключения влияния рассеивания лучей при облучении, в форме для осуществления способа изображения проекций полостей конструктивных слоев нанесены на внутренние поверхности боковых вертикальных стенок фор мы; с целью получения полостей различной глу бины, изображения проекций полостей конструктивных слоев нанесены на поверхности стенок формы с переменным коэффициентом поглощения. На фиг. 1 изображена предварительно изго товленная форма с нанесенными на ее боковых вертикальных стенках проекциями изображений полостей и отверстий, разрез А-А; на фиг.2 - форма, заполненная фотоотверждающей пластмассой с источником облучения; на фиг. 3 а - форма после облучения; на фиг. 3 б - вид конструктивного слоя платы с удаленными незатвердевшими участками пластмассы, разрез Б-Б; на фиг. 4 - два конструктивных слоя ппаты с нанесенной на соединяемые поверхности фотоотверждающей пластмассой; на фиг. 5а вид боковой стенки формы с нанесенными изображением проекции канала с участками с различной прозрачностью (различным коэффициентом поглощения); на фиг. 5 б - вид слоя платы, полученный после облучения фотоот-. верждающей пластмассы через боковую стенку формы с изображением канала полосхи с различной прозрачностью (коэффициентом поглощения); на фиг. 6 а - вид формы с беконы ми стенками и дополнительными пластинами дпя получения полостей внутри слоя; на фиг. 65 - вид фотоотверждающей пластмассы в форме после кратковременного облучения на фиг. 6 в - после окончательного облучения; на. фиг. 7а - вид формы дпя получения слоев с полостями, расположенными параллельно друг другу; на фиг. 76 - вид первой заготовки (первого слоя) с полостями, заполненными антиадгезионным составом; на фиг. 7 в - вид второго слоя заготовки. Так. как.пневматическая коммуникационная плата состоит из ряда конструктивных слоев с полостями в виде каналов, отверстий, камер, то для получения этих слоев предварительно юготавливают форму (фиг. I), состоящую из боковых параллельных вертикальных стенок 1, 2, 3 и 4 и основания 5 проекции. На прозрачные боковые стенки 1 и 2 формы наносят 7 4 изображения проекций полостей 6 в виде непрозрачного покрытия. Полученная форма через отверстие 7 основания 5 заполняется фотоотверждающей пластмассой 8 (фиг. 2), которая гфедставляет собой композицию из полизфирной смолы, водозмульгированной смолы ПН-301, гидрофильной смолы и для щидания прочности - уретансодержащего форполимера УСФ. Процентное содержание каждого компонента определяет физико-механические свойства пластмассы, а именно, прочность на изгиб, температуру размягчения, прозрачность и т. д. Для изготовления конструктивных слоев с параллельно расположенными полостями, изготавливают первый слой с полостями параллельнылда стенками,- расстояние между которыми равно толщине конструктивного слоя, полости в первом слое заполняют антиадгезионным составом, температура размягчения которого меньше температуры размягчения фотоотверждающей пластмассы, помещают указанный слой в форму, которую заполняют фотоотверждающей пластмассой, на боковых стенках формы наносят проекции полостей второго слоя, параллельных полостям первого слоя, облучают форму, после чего удаляют незатвердевшие участки пластмассы и антиадгезионный состав. После заполнения формы пластмассой 8 гфоизводится ее облучение через боковые стенки 1 и 2, источником 9 облучения, установленного по обе стороны формы со стороны проз: рачных стенок. Облучение источникомпроизводится как люминесцентными лампами ЛУФ-80, так и радиоактивными лучами. Облученные участки 10 пластмасс затвердевают (фиг. 3), а необлученные участки 11 (т.е. закрытые от лучей непрозрачным покрытием) остаются жидкими. Жидкую пластмассу (незатвердевшие участки) путем вымывания водно-щелочным раствором удаляют (фиг. 36). Глубина полостей определяется интенсивностью облучения. Полученные таким образом конструктивные слои 12 соединяют путем покрытия соединяемых поверхностей 13 фотоотверждающей пластмассой (фиг. 4) и облучают до ее затвердевания (до получения монолитного соединения). При нанесении соединяющего покрытия необходимо следить, чтобы пластмасса не попала в полости слоев. Лучи ЛУФ-80, проходя через стенки формы, могут искажаться, что повлечет за собой искажеiffle формы полостей. Для устранения этого недостатка изображения полостей наносят на поверхности боковых прозрачных стенок с внутренней стороны., Для получения полостей с различной глубиной изображения наносят на стенки с различной гфозрачностью (коэффициентом поглощения) (фиг. 5а). Участок 14 не пропускает ультрафио летовые лучи и, следовательно, за этим зд1астком пластмасса не затвердеет; На.,участках 15, 16, 17 и 18 облучение имеет различную интенсивность, затвердение за этими участками разли ное и канал в слое после вымывания жидкой ппастмассы ступенчатый (фиг. 56). Для попучетя полостей внутри слоя на боко вых стенках 1 и 2 формы (фиг. 6а) наносятся изображения только полостей (отверстий), вы.ходящих на поверхность слоя 19, и производят кратковременное облучение. При этом поверхно ный слой 20 пластмассы, за исключением мест, обозначенных изображениями, затвердевает (фиг. 66), а в остальных местах 21 пластмасса остается жидкой. Далее с наружных сторон формы устанавливаются дополнительные прозрачные пластины 22 на которых изображены проекции пблости, которые должны быть сформированы внутри слоя 23. Производится окончательное облучение, в результате которого происходит дальнейшее затвердевание пластмассы, где лучи ЛУФ-80 проходят, а в местах 24 с изображением полостей пластмасса остается жидкой (фиг. 6в). Таким образом внутри слоя образуются полости, соединенные с отверстиями на поверхности. Шсле извлечения слоя из формы жидкая пластмасса удаляется -пугем подачи водно-щелоч ного раствора в полость через отверстия. Для получения конструктивных слоев, в ко торых полости расположена в параллельных плоскостях, полости каждого полученного слоя 25 (фиг. 7а) заполняют, например, воском 26 (фиг. 76); устанавливают в форму, на боковых стенках которой изображены проекции полостей второго слоя 27, производится заполнение форм пластмассой через отверстие 7 и ее облучение. Облучение может производиться через обе стенки, так как слой, изготовленный из фотоотверждающей пластмассы, прозрачен. После отверждения пластмассы и удаления жидкой пластмассы.- полости полученного слоя 28 (фиг. 7в) заполняются воском 29. Далее процесс повторяется до получения необходимого количества слоев Предлагаемый способ изготовления плат исключает механическую обработку, что позволяет значительно повысить производительность труда. Формула изобретения 1. Способ изготовления пневматических коммуникационных плат путем формирования конструктивных слоев из пластмассы, в каждом из которых выполняют полости, и последующей герметизации соединений между конструктивными слоями, отличающийся тем, что, с целью упрощения способа, заполняют светопро96водящую форму, боковые вертикальные стенки : которой параллельно рабочей поверхности изготавливаемого конструкгавного слоя, фотоотверждаемой пластмассой, облучают светопровод щуюформ} со стороны боковых вертикальных стенок, на которые нанесены изображения проекций полостей конструктивного слоя, и удаляют незатвердевшие зчастки пластмассы. 2.Способ по п. I, отличающийся тем, что, с целью расщирекия области применеШ я способа путем получения полостей внутри конструктивного слоя, облучение светопроводящей формы с нанесенными проекциями изображений полостей, сечение которых размещено на поверхности конструктивного слоя, осуществляют до отверждения пластмассы вокр).т указанных гюлостей, после чего светопроводящую форму, на боковых вертикальных стенках которой наложе ны дополт1тельные светопроводящие пластины, вновь . 3.Способ ПОП.1, отличающийся тем, что, с целью расширения области применения способа путем изготовления конструктивных ачоев с параллельно расположенными полостями, изготавливают первый слой с полостями, которые запапняют антиадгезионным составом, температура размягчения которого меньше температуры размягчения фотоотверждаемой пластмассы, помещают указанный слой в форму с боковыми вертикальными параллельным -, стенками, расстояние между которыми равно толщине изготавливаемого конструктивного слоя, заполняют форму фотоотверждаемой пластмассой и облучают форму с нанесенными на боковые стенки проекциями полостей второго слоя, параллельными полос- . тями первого слоя,после чего удаляют незатвердевише участки пластмассы и антиадгезионный состав. 4.Форма для осуществлен}1Я способа по пп. 1-3, отличающаяся тем, что, с целью исключения влияршя рассеивания лучей при облучении, изображения проекций полостей конструктивных слоев нанесены на внутренние поверхности боковых вертикальных стенок формы. 5.Форма для осуществления способа по пп. 1, 2 и 3, отличающаяся тем, чго, с целью получения полостей различной глубины, изображения проекций полостей кон структивных слоев нанесены на поверхности Г стенок формы с переменным коэффициентом поглощения. Источники информаЩ1и, принятые во внимание при экспертизе 1.Сб. Системы и устройства пневмоавтоатики, Наука, 1969, с.94. 2.Берендс Т. К. и др. Системы и элементы невмоавтоматики. Мащинсктрсение, 1964, . 26 (прототип).
в f
л
5Г . J 

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пневматических коммуникационных плат | 1980 |
|
SU1114826A1 |
| ПОЛИМЕРНЫЙ ТРЕХМЕРНЫЙ ОБЪЕКТ СЛОЖНОЙ ФОРМЫ, СОСТАВЛЕННЫЙ ИЗ СЛОЕВ, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ТРЕХМЕРНОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145924C1 |
| ЗЕРКАЛЬНАЯ АНТЕННА С ДВОЙНОЙ ПОЛЯРИЗАЦИЕЙ И ШИРОКИМ УГЛОМ СКАНИРОВАНИЯ | 2016 |
|
RU2629906C1 |
| Антенна | 1990 |
|
SU1786568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСИСТЕМ | 2003 |
|
RU2323504C2 |
| СВЕТОИЗЛУЧАЮЩЕЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОИЗЛУЧАЮЩЕГО УСТРОЙСТВА | 2010 |
|
RU2537091C2 |
| Установка, система и способ аддитивного изготовления | 2019 |
|
RU2773690C2 |
| Способ изготовления изделий из фотоотверждаюшего материала и устройство для его осуществления | 1988 |
|
SU1684066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЗУБОВ | 2014 |
|
RU2632430C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГЛОЩЕННОЙ ДОЗЫ ПРОТОННОГО ИЗЛУЧЕНИЯ | 2019 |
|
RU2723055C2 |

у
IJ
...-, «(н
г
Q
фу.г.З
ф«-г5
