Изобретение относится к измерительной технике, а именно к устройствам для бесконтактного измерения линейных размеров деталей, в том числе и в режиме гибкого автоматизированного производства.
Целью изобретения является повышение точности измерения путем исключения влияния биений на результат измерения и расширение номенклатуры измеряемых деталей за счет измерения не только неподвижных, но и вращающихся деталей в процессе их обработки.
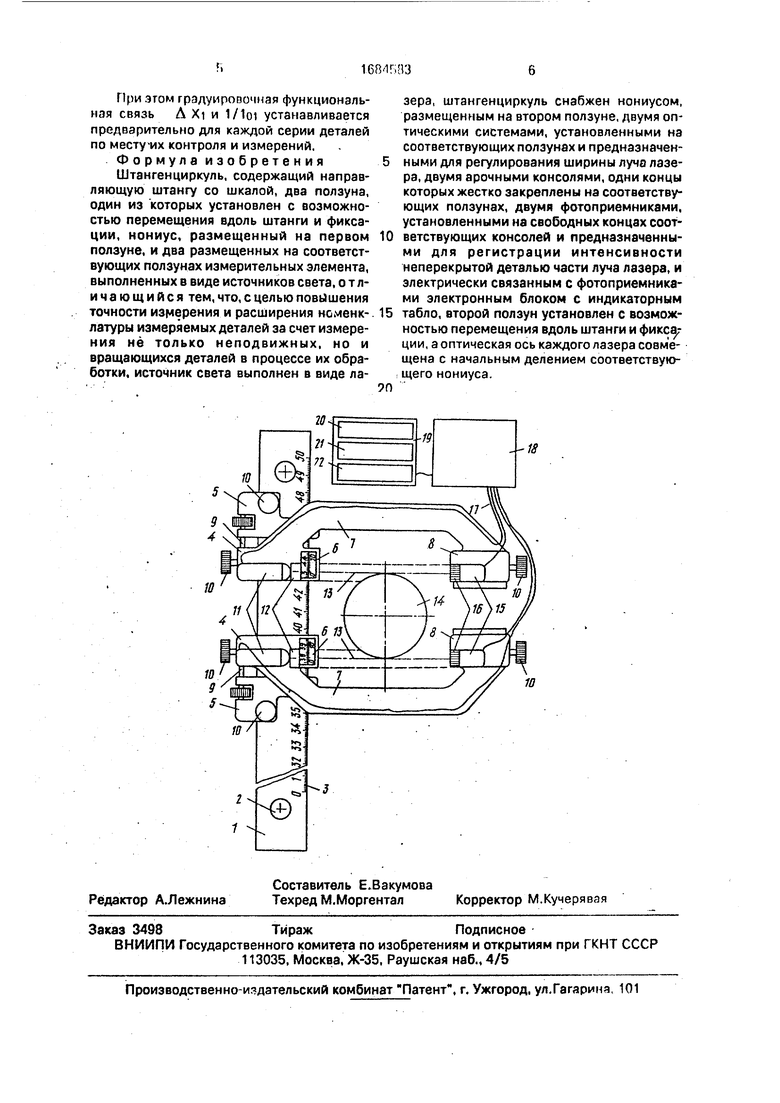
На чертеже изображен штангенциркуль, общий вид.
Штангенциркуль содержит штангу 1 с крепежными отверстиями 2 и базовой шкалой 3. На штанге 1 установлены два ползуна 4 с упорными рамками 5, нониусами 6 и арочными консолями 7, на концах которых размещены каретки 8. Ползуны 4 соединены с упорными рамками 5 через доводочные .винты 9. Положение ползунов 4, упорных рамок 5 и кареток 8 фиксируется крепежными элементами 10. На охватывающей штангу части ползунов 4 установлены лазеры 11, оснащенные оптическими системами 12, регулирующими ширину лучей 13 лазеррв 11 и интенсивность 10 направляемых на деталь 14 лучей 13. Оптические оси лучей 13 лазеров 11 на выходе оптических систем 12 параллельны и совмещены с нулевыми делениями нониусов 6. Лучи 13 лазеров 11
о
00 4
сл
00 GJ
через оптические системы 12 направлены на противоположные кромки измеряемой детали 14 и фотоприемниками 15с коллиматорами 16, причем деталь 14 противоположными кромками перекрывает части лучей 13. Лазеры 11 и фотоприемники 15 соединены посредством электрических шнуров 17 с электронным блоком 18, связанным с индикаторным табло 19, имеющим, например, три цифровых табло 20,21 и 22. Электронный блок 18 содержит программное устройство перевода сигналов фотоприемников 15 в линейные размеры по градуировочным функциональным связям, полученным независимо для каждого луча 13 между относительной интенсивностью неперекрытой деталью 14 части луча (1/1о) и положением кромки детали 14 относительно оптической оси луча (АХ) с возможностью алгебраического суммирования АХ от двух лучей 13. Кроме того, электронный блок 18 содержит коммутатор для выбора индицируемой на табло 19 величины, блок электропитания лазеров 11 и всех электронных блоков, следящую систему, посылающую сигнал на ЧПУ при достижении заданного размера детали 14.
Принцип действия штангенциркуля основан на предварительно устанавливаемой градуировочными измерениями деталей-калибров функциональной зависимости величин нормированных сигналов 1/10 каждого фотоприемника 15 от координат АХ положения кромки детали-калибра относительно оптической оси луча 13.
Величине А X соответствует значение нормированного сигнала фотоприемника 15 1/1о 0,5, т.е. касание оптической осью луча 13 кромки измеряемой детали-калибра.
Необходимо, чтобы при положениях ползунов 4, соответствующих значениям A , и А Х2 0, разность между отсчетами по верхнему и нижнему нониусам Xi - Х2 равнялось 0 - размеру детали-калибра.
Штангенциркуль работает следующим образом.
При измерении линейных размеров детали 14 ползуны 4 перемещают по штанге 1 до соприкосновения лучей 13 лазеров 11 контура детали 14.
Пусть отсчет положения верхней кромки детали 14 равен Xi+ A XL а положения нижней кромки - Ха+ А Ха, где Xi и Ха - показания по базовой шкале 3, выполненные с помощью верхнего и нижнего нониусов 6, a A Xi и ДХа- значения, индицируемые на индикаторном табло 19 электронного блока 18, соответствующие
сигналам фотоприемников 15 в один и тот же момент времени. Тогда размер вращающейся детали 14, поставленной на место калибра, вычисляется по соотношению
HXi+ AXi НХ2+ АХ2) - (Xi- X2 ) + (Д Xi+ + АХ2).
При ручных измерениях оператором ползуны 4 устанавливаются в положения, в которых A и А . Тогда размео
детали, как и для контактного штангенциркуля, равен разности отсчетов по нониусам (Xi -Х2).
Результат измерений I при этом не зависит от биений детали 14 в процессе обработки. Биение детали 14 связано с перемещением ее как целого на некоторую величину д , которая прибавляется как к верхнему, так и к нижнему значениям, индицируемым индикаторным табло 19 электронного блока 18. При определении размера, как разности отсчетов величина д на размер не влияет
(AXi+ д)-( АХ2+ д ) AXi-AX2. Этот факт обусловливает исключение
влияния биений на результат измерений размера детали 14.
При серийном изготовлении деталей заранее выставляемая величина (Xi - Xa) может быть введена в электронный блок 18,
тогда в пределах диаметров лазерных лучей 11 на табло 19 будет непрерывно высвечиваться размер детали 14.
Для измерения амплитуды биений ползуны 4 выставляются по неподвижной дета-
ли так, чтобы AXi 0 и АХ2 ш 0. Далее при измерении вращающейся детали 14 на табло 19 высвечивается величина ДХг+ ДХ2 2 б Зависимость д от времени позволяет
определить амплитуду и фазу биений. Величину биений можно получить также при использовании только одного ползуна 4.
Штангенциркуль может быть использован при обработке деталей на строгальном
и фрезерном станках, а также для автоматизированного контроля размеров готовых деталей, например роликов, подшипников и т.д.
В этом случае нижний ползун 4 снимают
„со штанги 1, а нулевое деление базовой шкалы 3 штанги 1 совмещают с плоскостью ос- нования детали. В этом положении бесконтактный штангенциркуль закрепляют, причем контролируемая поверхность
детали должна находиться между лазером 11 и фотоприемником 15. Размер детали определяют путем считывания показаний одного ползуна по формуле
l-Xi+ AXi.
При этом грэдуировочная функциональная связь Л Xi и 1/1oi устанавливается предварительно для каждой серии деталей по местуих контроля и измерений, Формула изобретения Штангенциркуль, содержащий направляющую штангу со шкалой, два ползуна, один из которых установлен с возможностью перемещения вдоль штанги и фиксации, нониус, размещенный на первом ползуне, и два размещенных на соответствующих ползунах измерительных элемента, выполненных в виде источников света, отличающийся тем, что, с целью повышения точности измерения и расширения номенклатуры измеряемых деталей за счет измерения не только неподвижных, но и вращающихся деталей в процессе их обработки, источник света выполнен в виде лазера, штангенциркуль снабжен нониусом, размещенным на втором ползуне, двумя оптическими системами, установленными на соответствующих ползунах и преднэзначенными для регулирования ширины луча лазера, двумя арочными консолями, одни концы которых жестко закреплены на соответствующих ползунах, двумя фотоприемниками, установленными на свободных концах соответствующих консолей и предназначенными для регистрации интенсивности неперекрытой деталью части луча лазера, и электрически связанным с фотоприемниками электронным блоком с индикаторным
табло, второй ползун установлен с возможностью перемещения вдоль штанги и фикса/ ции, а оптическая ось каждого лазера совмещена с начальным делением соответствующего нониуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины | 1989 |
|
SU1746207A1 |
| ОТРАЖАТЕЛЬНЫЙ УГЛОМЕРНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2190188C1 |
| Устройство измерения геометрических параметров поверхностей | 1988 |
|
SU1768973A1 |
| Штангенциркуль | 1975 |
|
SU879257A1 |
| Измерительный схват промышленного робота | 1988 |
|
SU1604604A1 |
| Штангенциркуль | 1983 |
|
SU1173147A1 |
| Штангенциркуль | 1985 |
|
SU1404787A1 |
| ШТАНГЕНЦИРКУЛЬ | 1991 |
|
RU2029221C1 |
| Штангенциркуль | 1983 |
|
SU1173148A1 |
| ШТАНГЕНЦИРКУЛЬ | 1991 |
|
RU2020400C1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение точности измерения и расширение номенклатуры измеряемых деталей за счет измерения не только неподвижных, но и вращающихся деталей в процессе и Гобра- ботки. Штангенциркуль содержит штангу со шкалой, два ползуна с нониусами, размещенные на соответствующих ползунах, два лазера, оптическая ось каждого из которых совмещена с начальным делением соответствующего нониуса, две оптические системы, установленные на соответствующих ползунах и предназначенные для регулирования ширины луча лазера, две арочные консоли, одни концы которых жестко закреплены на соответствующих ползунах, два фотоприемника, установленные на свободных концах консолей и предназначенные для регистрации интенсивности неперекрытой деталью части луча лазера, и электрически связанный с фотоприемниками электронный блок с индикаторным табло. При измерении ползуны перемещаются по штанге до соприкосновения лучей лазеров с деталью. Размер вращающейся детали вычисляется по соотношению l (xi+ Axi) - -(х2(- Ax2)(xi-x2) + (Axi+ Дха), гдех1, Х2 - показания нониусов по шкале штангенциркуля ; Дх1, Ахз- значения, индицируемые на табло электронного блока, соответствующие сигналам фотоприемников. 1 ил. СО с
10
| Штангенциркуль | 1979 |
|
SU838295A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
