1
(21)4712639/08
(22) 29.06.89
(46) 23.10.91. Бюл. №39
(71)Новополоцкий политехнический институт им. Ленинского комсомола Белоруссии
(72)Н. Н. Попок и М. Л Хейфец (53)621.941.2 (088.8)
(56)Ящерицин П. И., Борисенко А. В., Дри- вотин И. Г.. Лебедев В. Я.. Ротационное резание материалов. - Минск: Наука и техника, 1987, с.22-30.
(54) СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ИНСТРУМЕНТОМ
(57)Изобретение относится к механической обработке материалов и может быть применено в машиностроении при обработке труднообрабатываемых материалов с подогревом. Цель изобретения - повышение качества и производительности обработки за
счет снижения теплонапряженности в зоне резания и выравнивания температуры по режущей кромке инструмента. В корпусе инструмента 2 размещена замкнутая тепловая труба 3 с теплоносителем 5. В процессе обработки на инструмент 2 воздействует тепловой поток. В тепловой трубе 3 образуется испаритель, из которого течет теплоноситель 5 к конденсатору, где отдает тепло и возвращается со скоростью Vm. Тепловую трубу 3 вращают со скоростью Vmp Vm, что снижает теплонапряженность процесса и смещает конденсатор в оптимальное положение. Инструмент 2 вращают со скоростью Vu 5: Vmp, в результате чего инструмент не перегревается Б зоне резания it не подвергается резкому охлаждению при выходе и резкому нагреву при входе в зону резания. 1 ил. 1 табл.
СО
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2185952C2 |
| Охлаждаемый резец | 1981 |
|
SU975329A1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2189301C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2188752C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177395C1 |
Изобретение относится к механической обработке материалов вращающимися инструментами и инструментами с внутренним охлаждением и найдет применение в машиностроительном производстве при обработке труднообрабатываемых материалов с подогревом.
Целью изобретения является повышение качества и производительности обработки за счет снижения теплонапряженности в зоне резания и выравнивания температуры по режущей кромке инструмента.
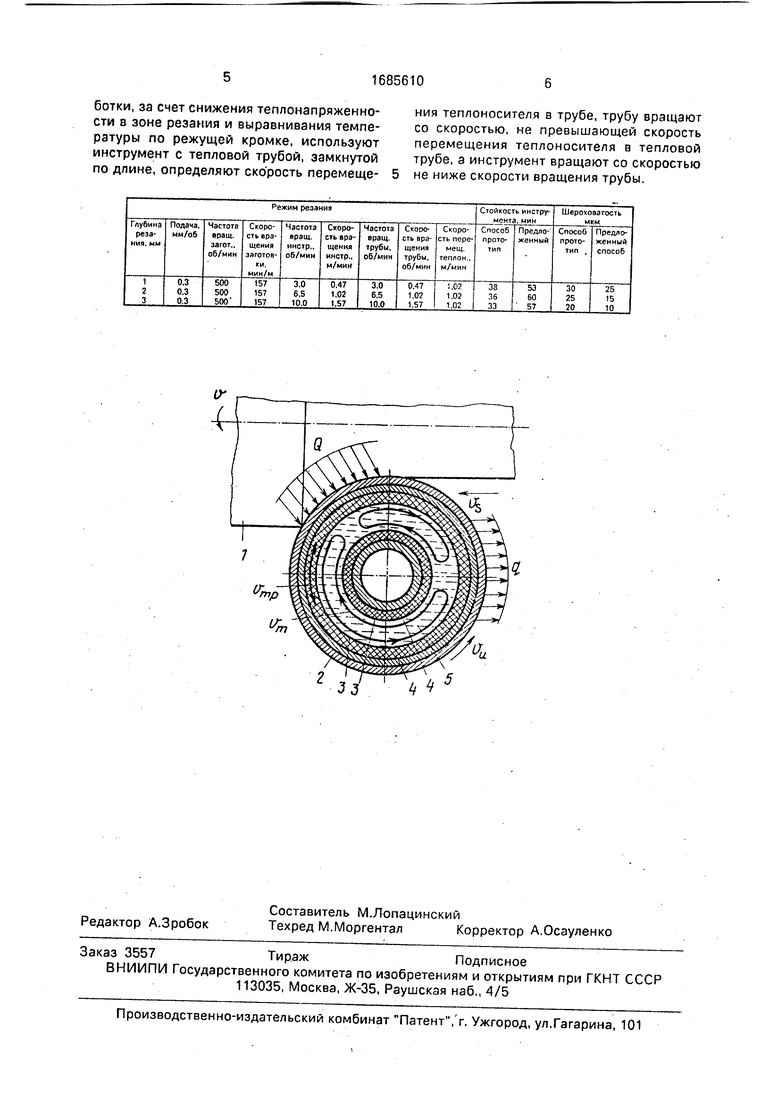
На чертеже представлена схема процесса резания.
Резание осуществляют вращающимся инструментом с тепловой трубой, по которому заготовке 1 и инструменту 2 сообщают вращательные движения со скоростями V и
Vu вокруг скрещивающихся осей и относительно движение подачи со скоростью Vs В корпусе инструмента 2 вблизи режущей кромки размещена замкнутая тепловая трубка 3 с фитилем 4 и теплоносителем 5. В процессе обработки на инструмент 2 в зоне резания (источник тепла) воздействует тепловой поток Q. В тепгоьой трубе 3 в непосредственной близости от источника тепла образуется испаритель, из которою течет (показано стрелкой) теплоноситель 5 в паровой фазе к конденсатору, где отдает теппо q и возвращается в жидкой фазе по капиллярам фитиля 4 со скоростью Vm Теплооую трубу 3 вращают со скоростью Vmp Vm в результате чего снижается теплонапряженность процесса и происходит смещение конденсатора со стоком гепла q в оптимальО 00 (Л О
о
ное с точки зрения охлаждения положение. Инструмент 2 вращают в одинаковом или противоположном направлениях по отношению к трубе 3 со скоростью Vu SVmp, в результате чего инструмент не перегревается в зоне резания и не подвергается резкому охлаждению при выходе и резкому нагреву при иходе в зону резания.
Пример осуществления способа механической обработки вращающимися инструментами.
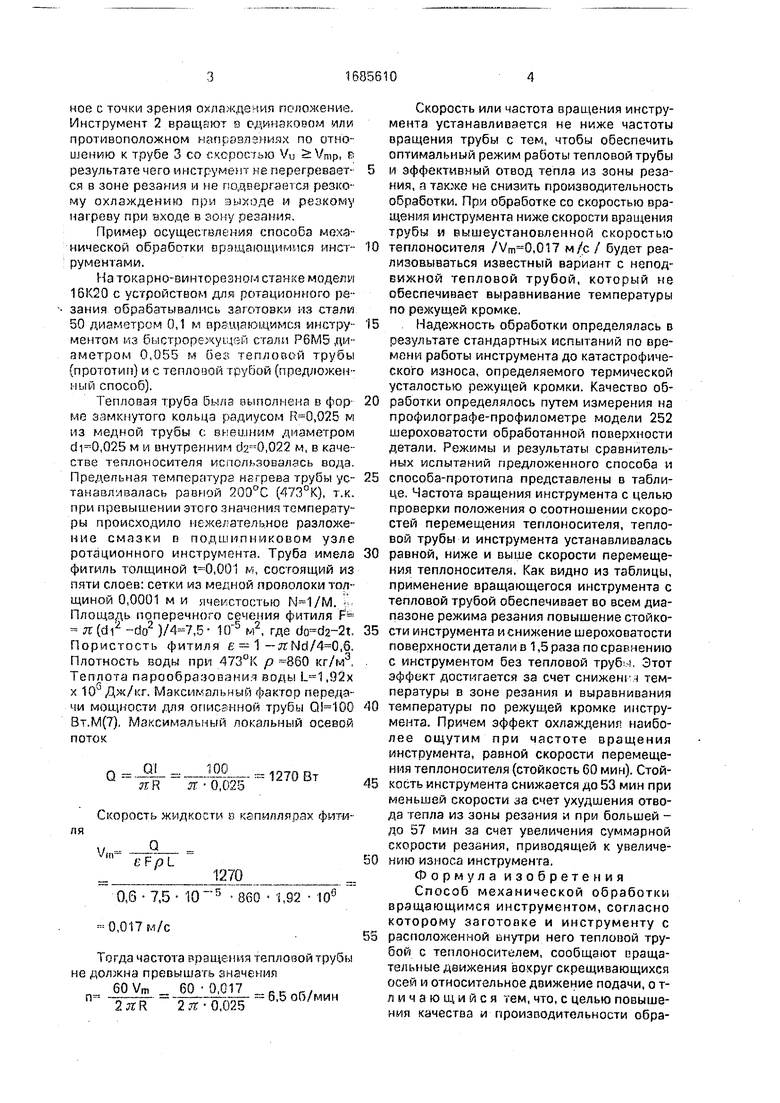
На токарно-винторезном станке модели 16К20 с устройством для ротационного резания обрабатывались заготовки из стали 50 диаметром 0,1 м вращающимся инструментом из быстрорежущей стали Р6М5 диаметром 0,055 м без тепловой трубы (прототип) и с тепловой трубой (предложенный способ).
Тепловая труба была выполнена в форме замкнутого кольца радиусом ,025 м из медной трубы с внешним диаметром d 1-0,025 м и внутренним ,022 м, в качестве теплоносителя использовалась вода. Предельная температура нагрева трубы устанавливалась равной 200°С (473°К), т.к. при превышении этого значения температуры происходило нежелательное разложение смазки п подшипниковом узле ротационного инструмента. Труба имела фитиль толщиной ,001 м, состоящий из пяти слоев: сетки из медной проволоки толщиной 0,0001 м и ячеистостью . Площадь поперечного сечения фитиля F л (di -do2 ),5- м2, где . Пористость фитиля Е - 1 - rNd/4 0,6. Плотность воды при 473°К р 860 кг/м3. Теплота парообразования воды ,92х х 10J Дж/кг. Максимальный фактор передачи мощности для описанной трубы Вт.М(7). Максимальный локальный осевой поток
Q
QI .
100
1270 Вт
яЯ я -0,025 Скорость жидкости в капиллярах фитиля
Q
CF/5L
1270
0,6-7,5- 10
,017 м/с
860 1.92 10°
Тогда частота вращения тепловой трубы не должна превышать значения
п60 Vm 60 -0.017 2-7TR 2 л--0,025
6,5 об/мин
Скорость или частота вращения инструмента устанавливается не ниже частоты вращения трубы с тем, чтобы обеспечить оптимальный режим работы тепловой трубы
и эффективный отвод тепла из зоны резания, а также не снизить производительность обработки. При обработке со скоростью вращения инструмента ниже скорости вращения трубы и вышеустановленной скоростью
0 теплоносителя ,017 м/с/ будет реализовываться известный вариант с неподвижной тепловой трубой, который не обеспечивает выравнивание температуры по режущей кромке.
5 Надежность обработки определялась в результате стандартных испытаний по времени работы инструмента до катастрофического износа, определяемого термической усталостью режущей кромки. Качество об0 работки определялось путем измерения на профилографе-профилометре модели 252 шероховатости обработанной поверхности детали. Режимы и результаты сравнительных испытаний предложенного способа и
5 способа-прототипа представлены в таблице. Частота вращения инструмента с целью проверки положения о соотношении скоростей перемещения теплоносителя, тепловой трубы и инструмента устанавливалась
0 равной, ниже и выше скорости перемещения теплоносителя. Как видно из таблицы, применение вращающегося инструмента с тепловой трубой обеспечивает во всем диапазоне режима резания повышение стойко5 сти инструмента и снижение шероховатости поверхности детали в 1,5 раза по сравнению с инструментом без тепловой труб -. Этот эффект достигается за счет снижет температуры в зоне резания и выравнивания
0 температуры по режущей кромке инструмента. Причем эффект охлаждения наиболее ощутим при частоте вращения инструмента, равной скорости перемещения теплоносителя (стойкость 60 мин). Стой5 кость инструмента снижается до 53 мин при меньшей скорости ja счет ухудшения отвода тепла из зоны резания и при большей - до 57 мин за счет увеличения суммарной скорости резания, приводящей к увеличе0 нию износа инструмента.
Формула изобретения Способ механической обработки вращающимся инструментом, согласно которому заготовке и инструменту с
5 расположенной ьнутри него тепловой трубой с теплоносителем, сообщают сраща- тельные движения вокруг скрещивающихся осей и относительное движение подачи, о т- личающийся гем, что, с целью повышения качества и произподительности обработки, за счет снижения теплонапряжеино- сти в зоне резания и выравнивания температуры по режущей кромке, используют инструмент с тепловой трубой, замкнутой по длине, определяют скорость перемещения теплоносителя в трубе, трубу вращают со скоростью, не превышающей скорость перемещения теплоносителя в тепловой трубе, а инструмент вращают со скоростью не ниже скорости вращения трубы
4 4
