Изобретение относится к области обработки материалов резанием и может быть использовано при обработке валов из различных материалов, в том числе труднообрабатываемых, закаленных и композиционных.
Известны конструкции ротационных резцов с формой режущей кромки выполненной в виде окружности. Например, известна конструкция, приведенная в монографии Ящерицына П.И., Борисенко А.В. и др. [Ротационное резание материалов. - Минск: Наука и техника, 1987. - с. 179]. Такая резцовая головка состоит из полузакрытого стакановидного корпуса и оси с круглым режущим элементом, установленной в корпусе на радиально-упорных конических подшипниках, расположенных по схеме, когда они обращены друг к другу большими диаметрами беговых дорожек. Известна также роторная режущая головка, содержащая корпус и ось с круглым рабочим элементом, установленную в корпусе на радиально-упорных конических подшипниках с использованием подшипников с выступающими буртами на наружной обойме, которые установлены с упором буртов в противоположные торцы выполненного полым корпуса и обращены друг к другу малыми диаметрами беговых дорожек [Патент RU 2368464 С2. опубл. 27.09.2009 г. Бюл. №27].
Конструктивная сложность обеих резцовых головок и их недостаточная жесткость способствует возникновению вибраций, которые снижают точность обработки, повышают шероховатость и волнистость обработанной поверхности, а также уменьшают стойкость инструмента и производительность обработки. Малая долговечность подшипниковых узлов приводит к дополнительным затратам вспомогательного времени на замену головок и подналадку инструмента. Кроме того, установка вала корпуса инструмента на подшипниках качения не гарантирует конструкцию от заклинивания (стопорения) при вращении круглого (чашечного) ротационного резца, то есть резание осуществляется только одним участком круглой режущей кромки, как при обычном вершинном точении. Это приводит к повышенному износу, перегреву, снижению стойкости инструмента и снижению качества обработки.
Известен способ лезвийной обработки валов с профилем «равноосный контур» [А.с. 1126375; МКИ3 В23В 1/00, опубл. 30.11.1984 г.], при котором сообщают вращение обрабатываемому валу, а инструменту сообщают продольную подачу и гармоническое поперечное перемещение, причем оси вращения инструмента и вала устанавливают пересекающимися под прямым углом, в качестве инструмента используют ротационный резец, режущая кромка которого имеет полигональную форму в плоскости, перпендикулярной оси его вращения, линейную скорость вращения инструмента устанавливают как минимум на порядок больше линейной скорости вращения обрабатываемого вала. Обработка указанным резцом производится таким образом, что основное направление деформации стружки происходит вдоль режущей кромки резца. Резание за счет конструктивной подачи происходит на участке профиля с возрастающим радиус-вектором.
Недостатком способа является то, что он применяется исключительно для валов с профилем «равноосный контур», кроме того для реализации способа необходимы скорости вращения инструмента как минимум на порядок больше линейной скорости вращения обрабатываемого вала, а это значит что скорости вращения вала (заготовки) должны быть низкими - до 50 м/мин, что существенно снижает производительность обработки.
Известна конструкция режущих пластин для вершинного точения с профилем режущей кромки близкой по форме к контуру треугольника Рело [Компания TaeguTec (Южная Корея) пластина BNMX150720R/L-HF TAEGUTEC - Полный каталог инструмента - 2015, страницы 264-267 www.taegutec.su]. Режущие кромки являются радиусами описывающими окружность.
Однако эта конструкция предназначена только для вершинного точения, поэтому процесс срезания слоя материала производится также как у большинства известных многогранных пластин, только одним участком режущей кромки при вершине профиля. Это приводит к интенсивному локальному износу участка режущей кромки действующему на заданной глубине резания в результате действия различных механизмов абразивно-механического, теплового, диффузионного износа. Как результат, снижается качество обработки поверхности детали, ограничиваются возможности повышения скорости, подачи и глубины резания, то есть производительности обработки.
Известна конструкция - вращающийся узел для металлообработки (варианты) [Патент RU 2457080 С2. опубл. 27.07.2012 г. Бюл. №21]. Узел содержит режущую пластину с проходящей через нее центральной осью, состоящую из корпуса, имеющего верхнюю и нижнюю поверхности, по меньшей мере одну боковую поверхность, расположенную между ними, и режущей кромки на пересечении по меньшей мере одной боковой поверхности и верхней поверхности. Узел содержит также державку, на которой установлена режущая пластина. Державка выполнена с возможностью вращения пластины вокруг центральной оси с заданной скоростью вращения, причем пластина имеет часть в форме усеченного конуса, соответствующую отверстию в державке, имеющему форму усеченного конуса. При этом режущая пластина, форма, которой не является круглой, а имеет форму по верхней (передней) поверхности, форма которой в целом представляет собой восьмигранник. Конструкция режущей пластины позволяет регулировать скорость вращения режущей кромки вокруг ее центральной оси по отношению к скорости вращения обрабатываемого изделия для получения в результате, например, изделия с узорчатой отделкой. Кроме того, такая геометрия может быть полезной для регулирования сколов, то есть дробления стружки.
Однако, следует отметить (как указывают в описании авторы изобретения), что конструкция может быть получена только для операций черновой обработки, а если нужно получить относительно гладкую финишную поверхность изделия, то режущая кромка должна быть заменена непрерывной режущей кромкой. То есть, форма пластины в виде восьмигранника приводит к прерывистому характеру процесса срезания слоя материала заготовки, способствует дроблению стружки но, одновременно, повышает шероховатость и снижает точность размеров обработанной поверхности детали.
Наиболее близким техническим решением к заявляемому является ротационный резец [Патент 2463130 С1, опубл. 10.10.2012 г. Бюл. №28], который представляет собой многогранное тело с посадочным отверстием и режущей частью, состоящей из N зубьев. Каждый зуб содержит заднюю и переднюю поверхности, которые образуют между собой прямолинейную режущую кромку. Сформированные на каждом зубе режущие кромки, размещенные в плоскости, перпендикулярной оси вращения ротационного резца, образуют между собой режущий многоугольник. Передняя поверхность зуба выполнена под углом γ к плоскость резания от 2 до 5 градусов. На вершинах многогранного тела резца выполнены разделительные канавки с шириной а. Вершины разделительных канавок могут быть выполнены с радиусом скругления r от 0.1 до 0.4 мм.
Однако, при ротационном точении резцами с прямолинейной режущей кромкой расположенной в плоскости перпендикулярной оси вращения резца, в силу прерывистого характера процесса резания многогранным ротационным резцом, возникают ударные нагрузки и вибрации в технологической системе «инструмент-заготовка», что приводит к появлению кинематической волнистости на обработанной цилиндрической поверхности, что снижает качество и производительность обработки.
Задачей изобретения является повышение производительности и качества обработанной поверхности тел вращения.
Поставленная задача решается тем, что в ротационном резце, режущая кромка которого имеет прямолинейную форму в плоскости, перпендикулярной оси его вращения, режущая часть многогранного тела резца состоит из N режущих кромок отличающийся тем, что режущая кромка выполнена в форме профиля «равноосный контур» в виде треугольника Рело, задняя поверхность режущей кромки выполнена под углом α к плоскости резания от 5 до 10 градусов.
Непрерывная режущая кромка в плоскости резания перпендикулярной оси вращения ротационного резца выполнена в форме «равноосного контура» в виде треугольника Рело, который полностью соответствует кинематике ротационного точения, поскольку также как и у окружности чашечного ротационного резца обеспечивается постоянная точка контакта режущей кромки с поверхностью заготовки. Но, при этом, происходит смена точек контакта профиля режущей кромки за счет вращения ротационного резца. В отличие от режущей кромки в виде окружности, контур режущей кромки в виде треугольника Рело обеспечивает дискретность процесса срезания слоя материала с поверхности заготовки в виде тела вращения. Таким образом, конструкция инструмента позволяет реализовать кинематику ротационного точения, как у чашечных резцов с формой режущей кромки в виде окружности, и непрерывность контакта с поверхностью заготовки хотя бы в одной точке и, одновременно, дискретность процесса срезания слоя материала заготовки за счет трехкратной смены механизмов деформации режущими кромками треугольника Рело. Кроме того, конструкция обеспечивает совмещение двух кинематических принципов резания: постоянного обновления участков режущей кромки (как при ротационном точении) и дополнительного смещения стружки вдоль криволинейной режущей кромки (как при косоугольном точении). Это способствует уменьшению сил трения, более интенсивному дроблению стружки, снижает температуру в зоне резания и интегральный износ на режущей кромке. В совокупности эти положительные отличия позволяют повысить скорости резания, производительность и одновременно качество обработки за счет снижения значений шероховатости, устранения кинематической волнистости (поскольку обеспечивается постоянный контакт режущей кромки с поверхностью заготовки хотя бы в одной точке, что недостижимо у многогранных резцов с прямым профилем режущей кромки), повышается точность размеров обработанной поверхности тела вращения.
Изобретение поясняется чертежами, где:
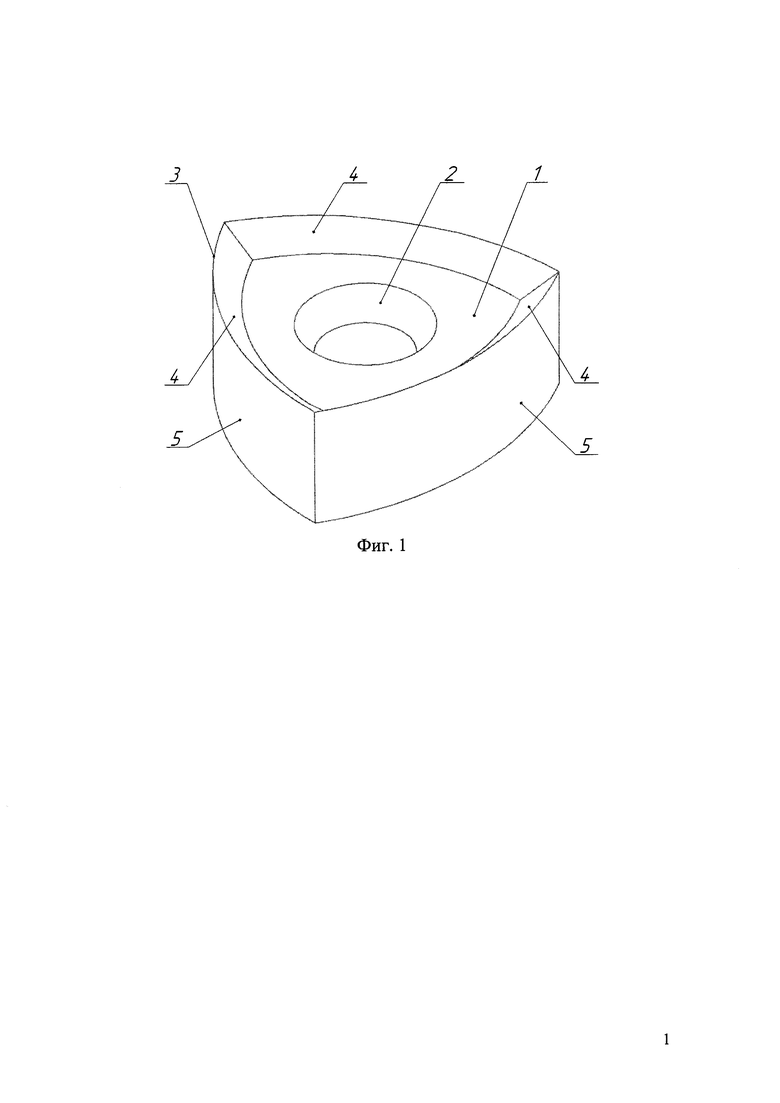
на фиг. 1 приведена 3D модель ротационного резца;
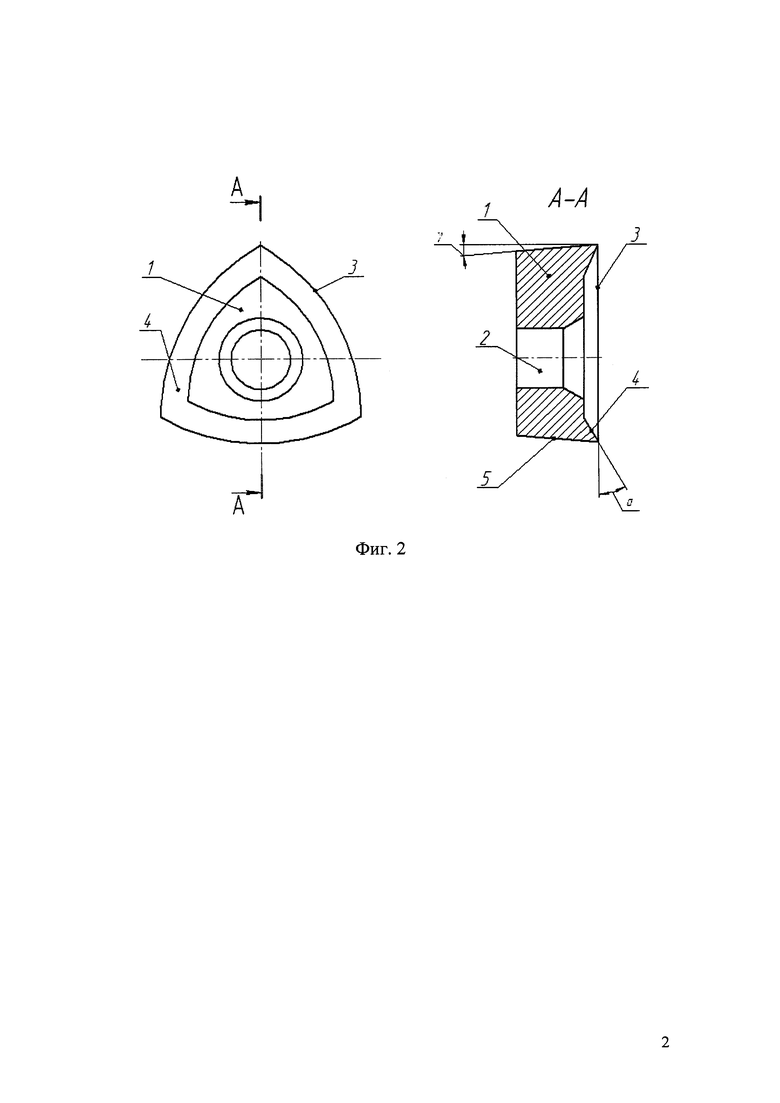
на фиг. 2 изображен ротационный резец с режущей кромкой в виде треугольника Рело;
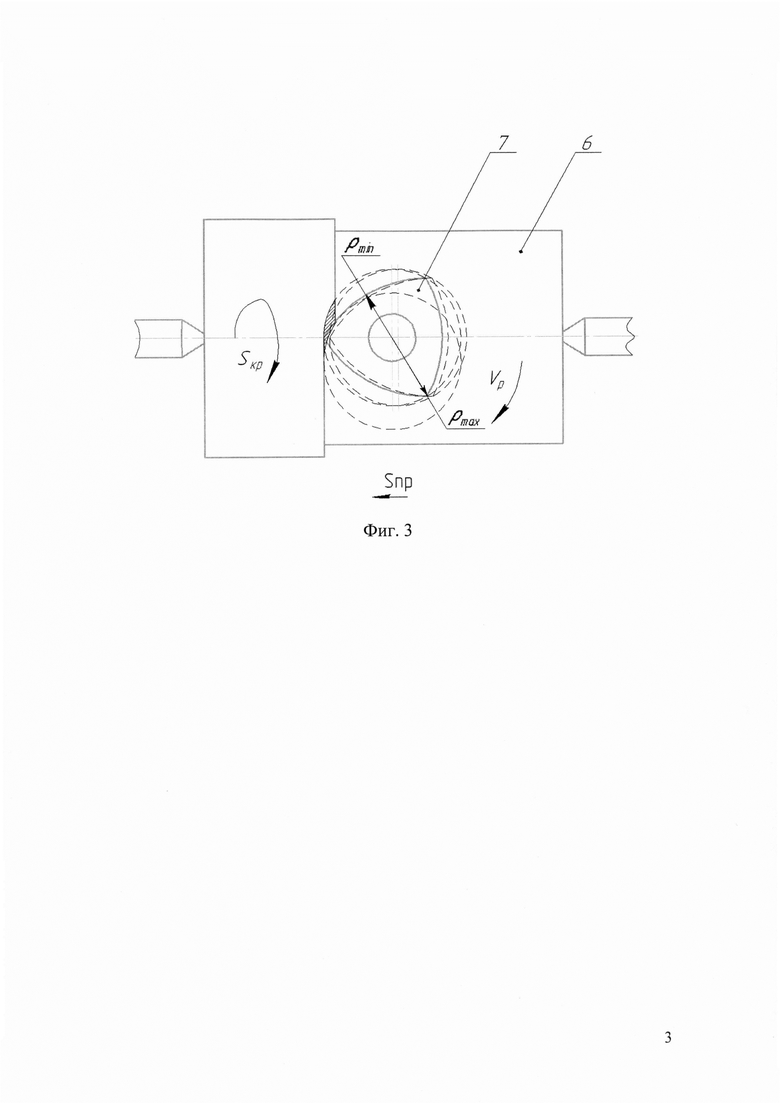
на фиг. 3-изображена кинематическая схема обработки вала;
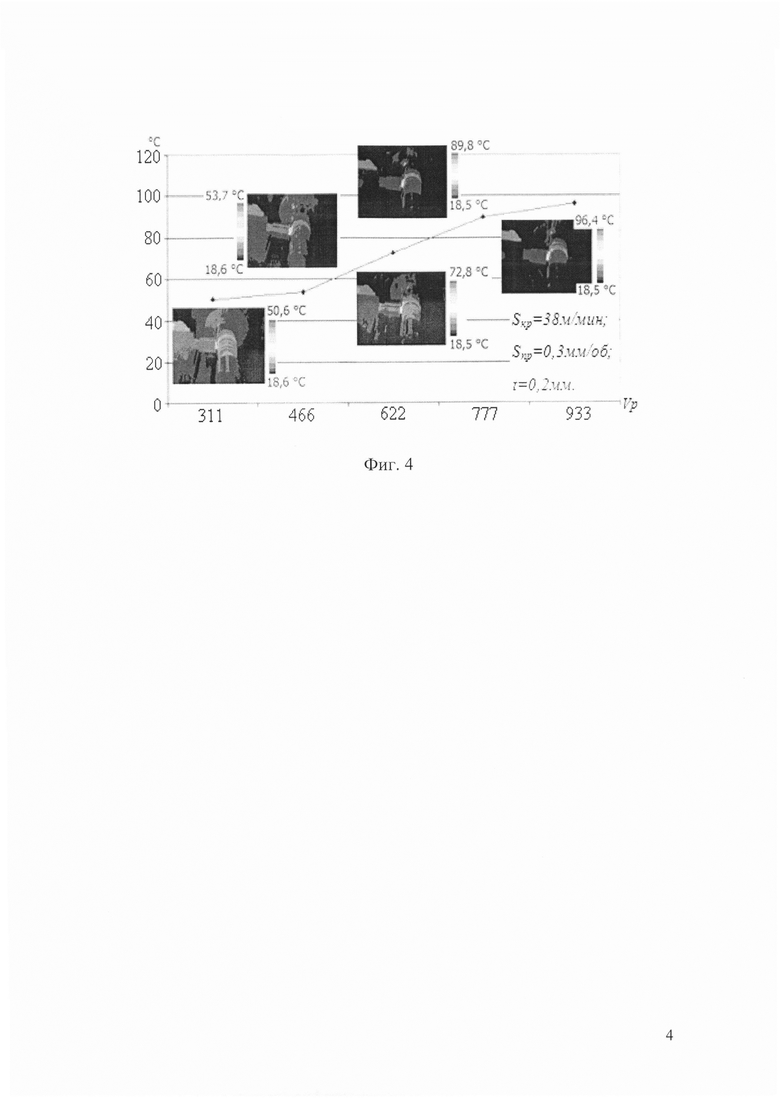
на фиг. 4 - графики влияния скорости резания Vp на температуру в зоне резания;
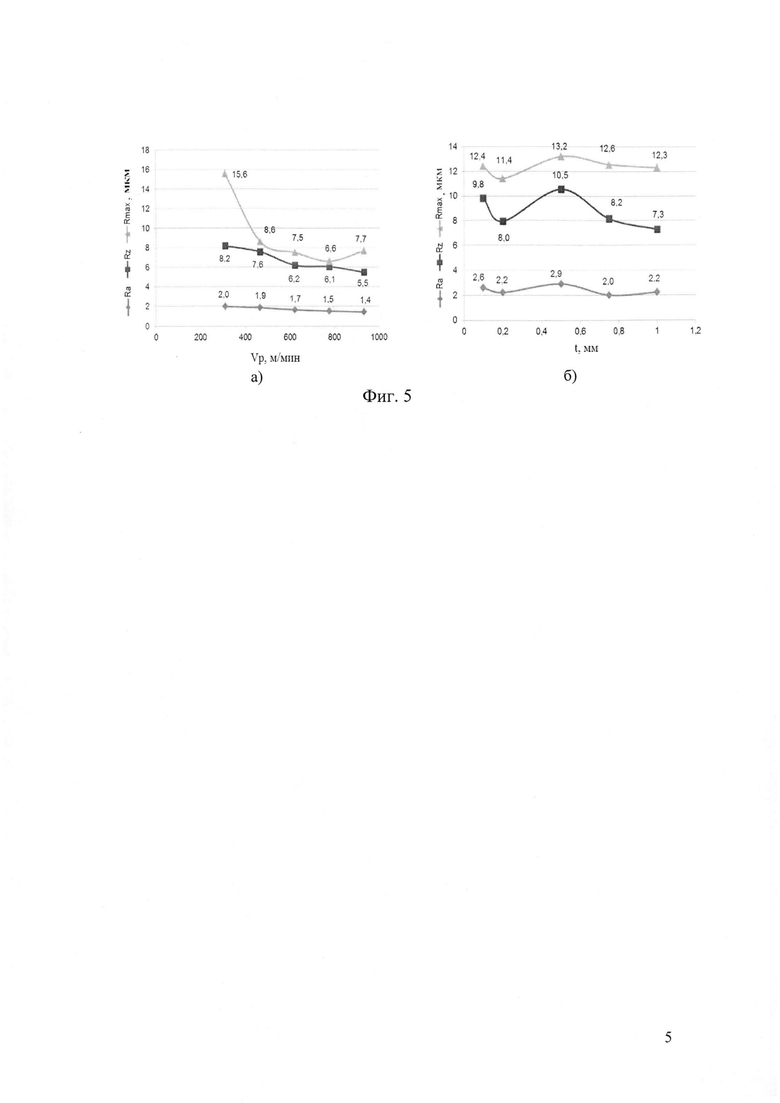
на фиг. 5 - графики влияния на шероховатость поверхности: а) - скорости резания, Vp. б) - глубины резания, t;
Условные обозначения, принятые на чертежах:
Vp - скорость вращения резца;
Sкр - круговая подача обрабатываемого вала;
SПР - продольная подача;
ρmin - минимальный радиус-вектор режущей кромки;
ρmax - минимальный радиус-вектор режущей кромки;
γ - передний угол;
α - задний угол.
Ротационный резец представляет тело 1, с непрерывным контуром в виде треугольника Рело (см. фиг. 1) в плоскости резания перпендикулярной оси вращения ротационного резца, с посадочным коническо-цилиндрическим отверстием 2. Каждая режущая кромка треугольника Рело 3 образована пересечением задней (верхней) 4 и передней (боковой) 5 поверхностей. Задняя поверхность режущей кромки выполнена под углом α к плоскости резания от 5 до 10 градусов (фиг. 2).
Значения переднего γ и заднего α углов выбираются в зависимости от свойств обрабатываемого материала и размеров заготовки типа тела вращения. Диапазон изменения значений заднего угла от 5 до 10 градусов обоснован аналитическими-кинематическими расчетами и подтвержден экспериментально для многогранных пластин используемых при ротационном точении [Бинчуров А.С. Особенности геометрии многогранных резцов для ротационного точения /Н.С. Индаков, А.С. Бинчуров// Вестник машиностроения. - 2013. - №11. - С. 38-41]. Снижение величины заднего угла α менее 5 градусов приводит к недопустимому затиранию задней поверхности в результате контакта с обработанной поверхностью, а увеличение заднего угла α свыше 10 градусов приводит к снижению качества обработки поверхностного слоя.
Принцип работы и кинематика процесса резания ротационным резцом заключается в следующем (фиг. 3).
Обрабатываемый вал 6 вращается со скоростью Sкр, а резец 7, с режущей кромкой в виде треугольника Рело, вращается со скоростью Vp на встречу вращению вала 6. Ось вращения ротационного резца 7, (надежно зафиксированного крепежным элементом через коническо-цилиндрическое отверстие 2 (фиг. 2) на валу шпинделя привода вращения инструментального узла) перпендикулярна оси вращения обрабатываемого вала 6. Кроме того, ось вращения инструмента должна находиться на одной высоте с осью вращения вала.
Резание за счет конструктивной подачи происходит вследствие изменения величины радиус-вектора ρ режущей кромки 3 (фиг. 2), при этом срезаемая стружка, формируемая в виде отдельных участков клинового типа, сходит по передней поверхности 5 (фиг. 2) режущей кромки со скольжением вдоль режущей кромки 3 (фиг. 2) инструмента.
Резец 7 (фиг. 3) совершает вращательное движение вокруг своей оси и имеет продольную подачу SПР. Периодически при вращении ротационного резца 7 в зоне резания происходит смена участков режущей кромки в виде треугольника Рело, что предотвращает перегрев в зоне контакта инструмента с заготовкой. Температура в зоне резания не превышает 100°С (Фиг. 4). Такие значения температур для твердосплавного материала, из которого изготавливается ротационный резец, являются ничтожно значимыми с точки зрения износа (теплового и диффузионного). Адгезионный износ практически отсутствует (невозможен) ввиду очень высоких скоростей резания при ротационном точении. Дискретный характер срезания слоя материала, обусловленный формой режущей кромки в виде треугольника Рело, способствует более интенсивному дроблению стружки в сравнении с чашечным резцом с режущей кромкой в виде окружности. Кроме того, кинематика процесса срезания слоя материала ротационным резцом с формой режущей кромки в виде треугольника Рело обеспечивает постоянство контакта с поверхностью заготовки. Это способствует снижению шероховатости обработанной поверхности детали (фиг. 5). Причем положительный эффект снижения шероховатости возрастает с увеличением скорости резания (фиг. 5а), глубина резания не существенно влияет на значение шероховатости (фиг. 5б), что также является положительным фактором. В совокупности, эти положительные отличия позволяют повысить скорости резания, производительность и одновременно качество обработки (за счет снижения значений шероховатости, устранения кинематической волнистости (поскольку обеспечивается постоянный контакт режущей кромки с поверхностью заготовки хотя бы в одной точке, что не достижимо у многогранных резцов с прямым профилем режущей кромки), повышается точность размеров обработанной поверхности тела вращения).
При такой кинематике процесса ротационного точения ротационным резцом с режущей кромкой в виде треугольника Рело нет необходимости в применении смазочно-охлаждающих технологических сред при повышенных скоростях резания.
Режимы резания определяются конструктивными параметрами резца, а также видом инструментального и обрабатываемого материала.
Экспериментальная проверка проводилась на токарно-винторезном станке модели 16К20Ф1 с использованием инструментального привода, состоящего из электрошпинделя, кронштейна и преобразователя частоты. Инструментальные пластины для ротационного точения (пластины с тремя прямолинейными режущими кромками [Патент 2463130 С1, опубл. 10.10.2012 г. Бюл. №28] и резцовые пластины с формой режущей кромки в виде треугольника Рело) совместно с оправкой устанавливаются на вал электрошпинделя. При обработке партии валов (D=50 мм L=70 мм), ротационным резцом (ρmax=9,63 мм; ρmin=7,94 мм; N=3) глубина резания изменялась в диапазоне от 0,1 мм до 2 мм. Продольная подача варьировалась от 0,08 до 1,2 мм/об, круговая подача от 9 до 25 м/мин. Частота вращения инструмента изменялась в диапазоне от 12000 об/мин до 18000 об/мин. При этих параметрах резания результирующая скорость резания изменяется в диапазоне от 310 до 933 м/мин. Результаты сравнительных экспериментов показывают, что поверхности обработанные многогранным резцом с тремя прямолинейными режущими кромками [Патент 2463130 С1, опубл. 10.10.2012 г. Бюл. №28] имеют показатели шероховатости Rα=2,5÷5 мкм, в то время как поверхности обработанные ротационным резцом с режущей кромкой в форме треугольника Рело обеспечивают снижение шероховатости до Rα=1,4÷2,6 мкм (то есть среднее значение шероховатости уменьшается в 2 раза) - Фиг. 5. Причем значение шероховатости при использовании предлагаемой конструкции снижается с увеличением скорости резания, что является подтверждением возможности увеличения производительности обработки новым инструментом. Кроме того, измерения показателей качества обработанной поверхности показали отсутствие кинематической волнистости. Установлено, что глубина резания существенно не влияет на шероховатость обработанной поверхности, величина продольной подачи не должна превышать конструктивную подачу, умноженную на количество «граней» режущих кромок треугольника Рело (три). Поэтому скорость резания должна и может быть назначена максимально допустимой по условиям стойкости инструмента. В процессе проведенных исследований было выявлено, что обеспечивается гарантированное дробление стружки. Это объясняется, в частности, существенным изменением сечения срезаемого слоя материала заготовки при обработке инструментом с формой режущей кромки в виде треугольника Рело и особенностями кинематики совместных формообразующих движений «инструмент-заготовка» (Фиг. 3). Аналитические расчеты проведены исходя из кинематики ротационного точения и результаты экспериментов показывают, что интенсивность и частота образования элементов стружки при ротационном точении треугольником Рело составляет при заданных режимах резания - от 36000 до 120000 сек-1 (за счет совмещения вращательного движения заготовки и инструмента, повышения результирующей скорости резания до 933 м/мин и конструкции инструмента с режущей кромкой в виде треугольника Рело). Этот факт является одной из причин снижения шероховатости поверхностного слоя детали, поскольку толщина элементов стружки при такой частоте сдвиговых деформаций составляет от 1 до 2 мкм - при этом глубина резания задается в интервале от 0,1 до 2 мм. Кроме того, на поверхности инструмента и режущей кромки не обнаруживаются признаки диффузионного износа, даже при обработке легированных нержавеющих сталей, что объясняется отсутствием значительного нагрева режущего инструмента (температура в зоне резания не превышает 100°С - Фиг. 4) и сходом стружки с дополнительным относительным скольжением вдоль режущей кромки вызванным кинематикой ротационного точения. Таким образом, новая конструкция ротационного резца обеспечивает возможность существенного повышения качества обработки - снижения шероховатости до 2-х раз, исключение кинематической волнистости. При этом появляется возможность повышения производительности от 1,3 до 2,5 раз за счет увеличения скорости резания до 933 м/мин без ущерба показателей качества по параметрам шероховатости и кинематической волнистости и обеспечении точности размеров по 6 - 8 квалитету.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ лезвийной обработки валов с профилем "равноосный контур | 1983 |
|
SU1126375A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Устройство для ротационного резания | 1988 |
|
SU1565590A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ ротационного течения | 1982 |
|
SU1127690A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
Изобретение относится к области обработки материалов резанием и может быть использовано при обработке валов из различных материалов, в том числе труднообрабатываемых, закаленных и композиционных. Задачей изобретения является повышение производительности и качества обработанной поверхности тел вращения. Ротационный резец представляет собой тело с режущей кромкой, выполненной в форме профиля «равноосный контур» в виде треугольника Рело, задняя поверхность режущей кромки выполнена под углом α к плоскости резания от 5 до 10 градусов. Конструкция резца для ротационного точения обеспечивает возможность существенного повышения качества обработки - снижения шероховатости до 2-х раз, исключение кинематической волнистости. При этом появляется возможность повышения производительности от 1,3 до 2,5 раз за счет увеличения скорости резания до 933 м/мин без ущерба показателей качества по параметрам шероховатости и кинематической волнистости и обеспечении точности размеров по 6-8 квалитету. 5 ил.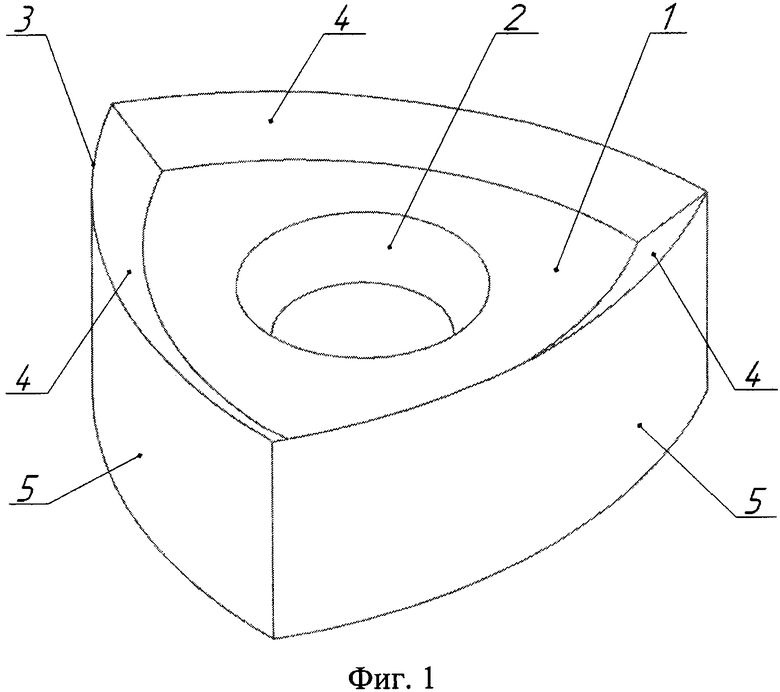
Ротационный резец, имеющий ось вращения и многогранное тело с режущей частью, режущая кромка которой расположена в плоскости, перпендикулярной оси вращения, отличающийся тем, что режущая кромка в плоскости, перпендикулярной оси вращения, выполнена в форме профиля «равноосный контур» в виде треугольника Рело, при этом задняя поверхность режущей кромки выполнена под углом к плоскости резания от 5 до 10°.
| Способ лезвийной обработки валов с профилем "равноосный контур | 1983 |
|
SU1126375A1 |
| СПОСОБ ОБРАБОТКИ | 1996 |
|
RU2119408C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| US 20070101837 A1, 10.05.2007. | |||

