w
И
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Способ обработки валов чашечным резцом | 1989 |
|
SU1785826A1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1117914A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2004 |
|
RU2266175C2 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |
Изобретение относится к механической обработке материалов ротационным режущим инструментом. В процессе резания дополнительно осуществляют подогрев обрабатываемой поверхности концентрированными потоками энергии Ротационный резец устанавливают так, чтобы он имел вершины, расположенные по разные стороны от его оси. Расстояние между вершинами выбирают больше, нем размер источника нагрева на поверхности детали Расстояние L от источника нагрева до вершин ротационного резца выбирают в соответствии с диаметром резца и скоростью его вращения по соотношению L(2R/K) arcsin(dn/2R), где dn - диаметр пятна нагрева на обрабатываемой поверхности, R - радиус режущей кромки резца; K VP/V3 кинематический коэффициент; Vp - скорость вращения резца, V3 - скорость вращения заготовки 1 ил
Изобретение относится к механической обработке материалов ротационными режущими инструментами и может найти применение в машиностроительном производстве при точении труднообрабатываемых материалов.
Известны различные способы ротационной обработки и методы предварительного нагрева зоны обработки при резании: электроконтактный подогрев (ЭКП), токи высокой частоты ), плазменно-механическая обработка (ПМО), лазерно-механическая обработка (ЛМО), а также использование других концентрированных потоков энергии.
Наиболее близким техническим решением является способ обработки ротацион ным резцом, при котором ось вращения резца установлена в плоскости, смещенной относительно основной плоскости, проходящей через ось шпинделя станка и под
углом к плоскости, перпендикулярной оси центров станка таким образом, что резание производится двумя вершинами, расположенными по разные стороны от оси резца.
Однако на режущую кромку воздействуют два цикла тепловой нагрузки, при наложении которых на режущий кромке за второй вершиной возрастает амплитуда тепловой нагрузки, что при интенсификации процесса резания посредством предварительного нагрева срезаемого слоя резко снижает стойкость ротационного инструмента и исключает возможность обработки высокопрочных, жаростойких материалов.
Целью изобретения является расширение технологических возможностей токарной обработки ротационным резцом.
Поставленная цель достигается тем, что обрабатываемую поверхность нагревают концентрированным источником энер2
00
ч
СЛ
сл
гии, пятно нагрева которого фокусируют на участке обрабатываемой поверхности, заключенной между вершинами режущего инструмента, расположенными на одной поверхности обрабатываемой заготовки на расстоянии от них в направлении, противоположном направлению вращения заготовки, определяемом из математического соотношения
arcsin fЈ,
где dn - диаметр пятна нагрева на обрабатываемой поверхности;
R - радиус режущей кромки резца;
К - кинематический коэффициент;
. Vp - скорость вращения резца;
Уз - скорость вращения заготовки, при этом величину смещения оси резца относительно основной плоскости, проходящей через ось центров станка и угол раз- ворота оси резца относительно плоскостей перпендикулярной оси центров станка выбирают такими, чтобы расстояние между вершинами резца превышало диаметр пятна нагрева.
Ротационный резец, установленный таким образом, пропускает пятно нагрева диаметром dn, в котором высокоинтенсивные тепловые процессы сопровождаются выл/тзвлением и испарением металла и тем самым предохраняет режущую кромку от перегрева. Расстояние L определяется временем t остывания срезаемого слоя до оптимальных для резания температур. Отношение дает скорость вращения заготовки. Ротационный резец вращается со скоростью Vp, которая обеспечивает необходимое охлаждение режущей кромки. Vp l/t, где arcsin dn/2R длина дуги по режущей кромке между вершинами, при уело- вии, что ее стягивает хорда, равная диаметру источника нагрева dp. Откуда 2RV3/VP arcsin dn/2R.
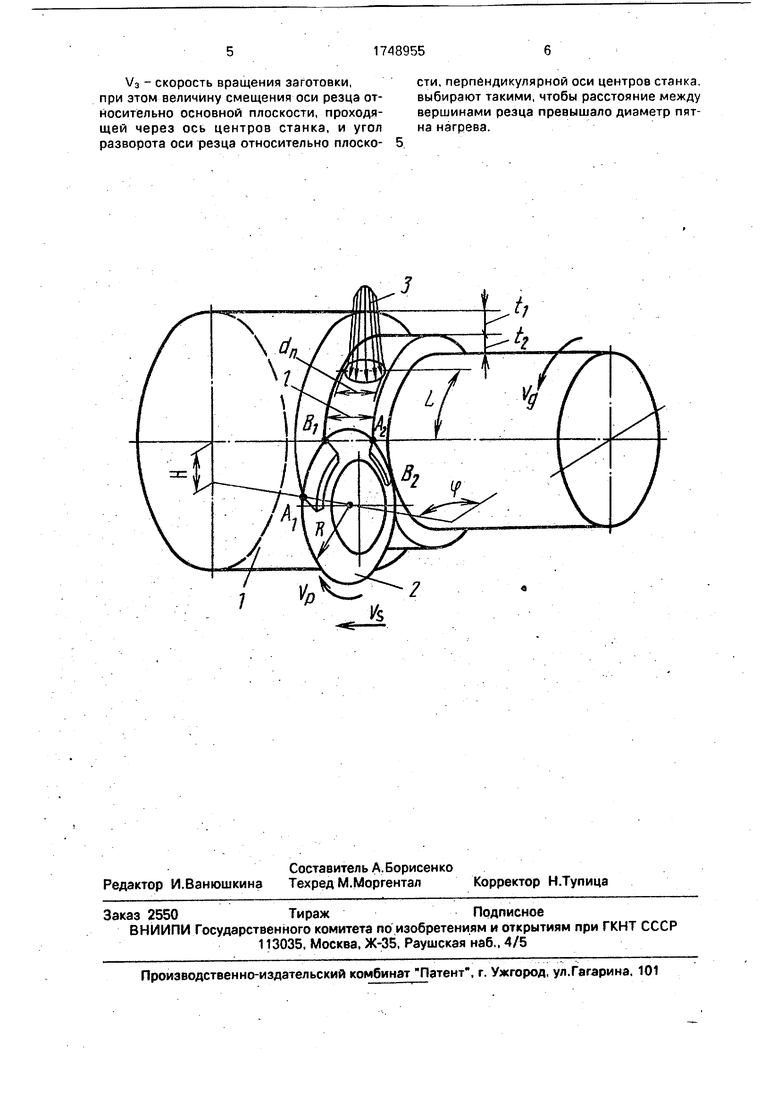
На чертеже представлена схема процесса резания ротационным резцом.
Заготовка 1, вращающаяся со скоростью V3, обрабатывается ротационным резцом 2, вращающимся со скоростью Vp и совершающим движение подачи со скоростью Vs с нагревом срезаемого слоя, кото- рый разделен на припуски ti и 12. Концентрированный источник энергии 3, пятно нагрева которого диаметром dn фокусируют на участке обрабатываемой поверхности и располагают на расстоянии L от вершин резца А2 и Bi, стягиваемых хордой длиной I. Ротационный резец 2 радиусом R повернут в горизонтальной плоскости на угол р и смещен в вертикальной плоскости
на величину Н, таким образом, что в процессе резания участвуют первая AiBi и вторая АаВ2 режущие кромки.
Обработка деталей, упрочненных плазменной наплавкой порошком ПГ-СР4 (62НКСэ), осуществляется следующим образом.
Предварительный нагрев срезаемого слоя проводится с помощью установки для плазменной резки АПР-402 с плазматроном для механизированной резки ПВР-402, который закрепляется в манипулятор конструкции ВНИИЭСО на токарно-винторезном станке 1К62. Диаметр пятна нагрева на поверхности детали составил мм.
Ротационный резец с режущим элементом мм устанавливается под углом 24°, Смещение, рассчитанное для малых глубин резания по формуле Н VR2 - (dn/cos pf 22 мм, обеспечивает расстояние между вершинами резца, равное диаметру пятна нагрева dn. Расстояние L, определенное для экспериментального значения ,7 по формуле arcsin du/2R 7MM, позволяет рациональным образом размещать пятно нагрева и обеспечивать высокоэффективную обработку покрытий инструментом из твердого сплава.
Формула изобретения
Способ токарной обработки ротационным резцом, при которЪм ось вращения резца установлена в плоскости, смещенной относительно основной плоскости, проходящей через ось шпинделя станка и под углом к плоскости, перпендикулярной оси центров станка так, что резание производится двумя вершинами, расположенными по разные стороны от оси резца, отличающийся тем, что, с целью расширения технологических возможностей, обрабатываемую поверхность нагревают концентрированным источником энергии, пятно нагрева которого фокусируют на участке обрабатываемой поверхности, заключенном между вершинами режущего инструмента, расположенными на одной поверхности обрабатываемой заготовки в направлении, противоположном направлению вращения заготовки, на расстоянии от них, определяемом из соотношения
L arcsin |Ј, .
где dn - диаметр пятна нагрева на обрабатываемой поверхности;
R - радиус режущей кромки резца;
K Vp/Va - кинематический коэффициент;
Vp - скорость вращения резца;
V3 - скорость вращения заготовки, при этом величину смещения оси резца относительно основной плоскости, проходящей через ось центров станка, и угол разворота оси резца относительно плоско-
сти, перпендикулярной оси центров станка, выбирают такими, чтобы расстояние между вершинами резца превышало диаметр пятна нагрева.
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
