Изобретение относится к технологии электронно-лучевой сварки конструкций из металлов средних и больших толщин со сквозным проплавлением
Цель изобретения - повышение качества сварного соединения путем формирования равномерного корневого валика
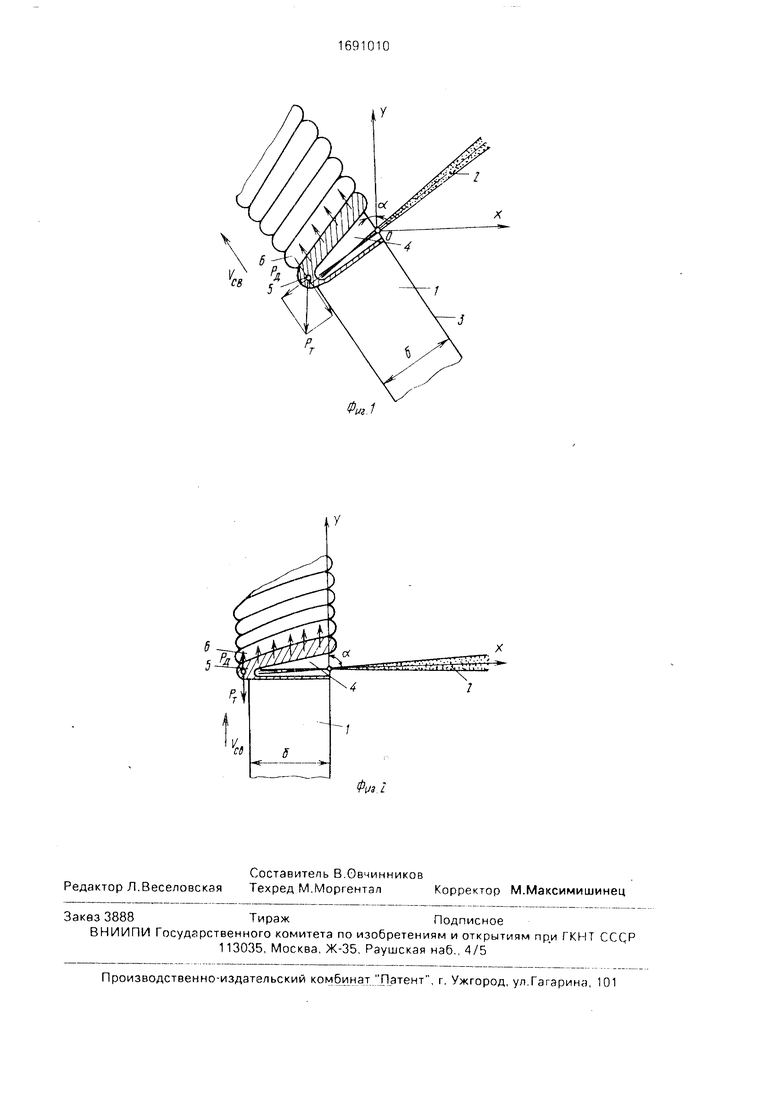
На фиг.1 представлена схема сил, действующих на металл корневого валика при электронно-лучевой сварке на спуск наклонного стыка; на фиг 2 - схема сил, действующих на металл корневого валика при сварке на спуск вертикального стыка
Способ заключается в ориентации свариваемого стыка 1 под углом а к вертикальной оси Y Луч 2 ориентируют по нормали к поверхности соединения 3. Стык 1 устанавливают вертикально или под углом не более 30° к вертикальной оси. Сварку осуществляют на спуск со скоростью, определяемой из выражения
а р опл Т кип
VCB К
3Vd
, м/ч.
где д - толщина соединения равная 0,01 0,1 м,
а - коэффициент температуропроводности свариваемого металла, м /с,
р - плотность свариваемого металла кг/м5,
Зпл -теплосодержание сварочной ванны при температуре плавления, Дж/кг,
Ткип - температура кипения металла сварочной ванны, °С,
К - коэффициент пропорциональности, равный 3,6 Ю-12 м2/Дж°С
В процессе отработки технологии сварки установлено что корневой валик шва формируется равномерно когда силе тяжести расплавленного металла Рт противодействует сила давления Рд в парогазовом канапе 4. Это препятствует стеканию расплавленного металла в корневой части шва и формированию его в виде капель В первом приближении можно принять, что металлоемкость корневого валика постоянна при выбранной технологии сварки Тогда
(/
С
о
ЧЭ
о о
косвенными параметрами, характеризующими это условие, являются плотностьр и температура кипения ТКип свариваемого металла, а само условие реализуется при сварке на спуск. Вторым условием стабильного и равномерного формирования корневого валика является снижение теплоотвода в корневой части шва. Перекос металла корневого валика осуществляется импульсами, так как парогазовый канал все время пульсирует. Каждая порция расплавленного металла 5 корневого валика должна слиться с предыдущей порцией 6 до того, как металл закристаллизуется. Параметрами, характеризующими температурную обстановку в корневой части шва, являются коэффициент температуропроводности а и теплосодержание сварочной ванны при температуре плавления 5пл. Чем меньше а и больше 5Пл, тем лучше формируется корневой валик. Параметром режима, регулирующим температурную обстановку и периодический перенос металла корневого валика, является скорость сварки. Мощность луча является менее значимым фактором и выбирается из условия сквозного проплавления. Поэтому VCEI должна выбираться с учетом всех перечисленных выше параметров. С повышением толщины соединения увеличивается Рд, поэтому мощность луча должна уменьшаться, а это реализуется на меньших VCB.
Чем больше а свариваемого металла, те VCB должна быть выше. Большему значению р свариваемого металла должно соответствовать и большее давление Рд для его уравновешивания. Чем выше ТКцп и Snn свариваемого металла, тем больше должна быть мощность луча, а это реализуется при больших скоростях сварки, Эмпирическую зависимость для выбора VCB можно представить в следующем виде:
К . М/Ч|
VCB
W
Коэффициент К выполняет перевод размерности VCR и равен 3,6-10-12 м2/Дж °С.
Первое условие равномерного и стабильного формирования корневого валика реализуется при расположении стыка 1 вертикаль но (фиг.2) или наклонно до 30° (фиг.1), т.е. угол а между вертикальной осью и стыком 1 выбирают не более 30°. При а 30° увеличивается составляющая Рт, направленная перпендикулярно свариваемой поверхности которая суммируется с давлением отдачи парового потока и приводит к вытеканию металла сварочной ванны с обратной стороны шва.
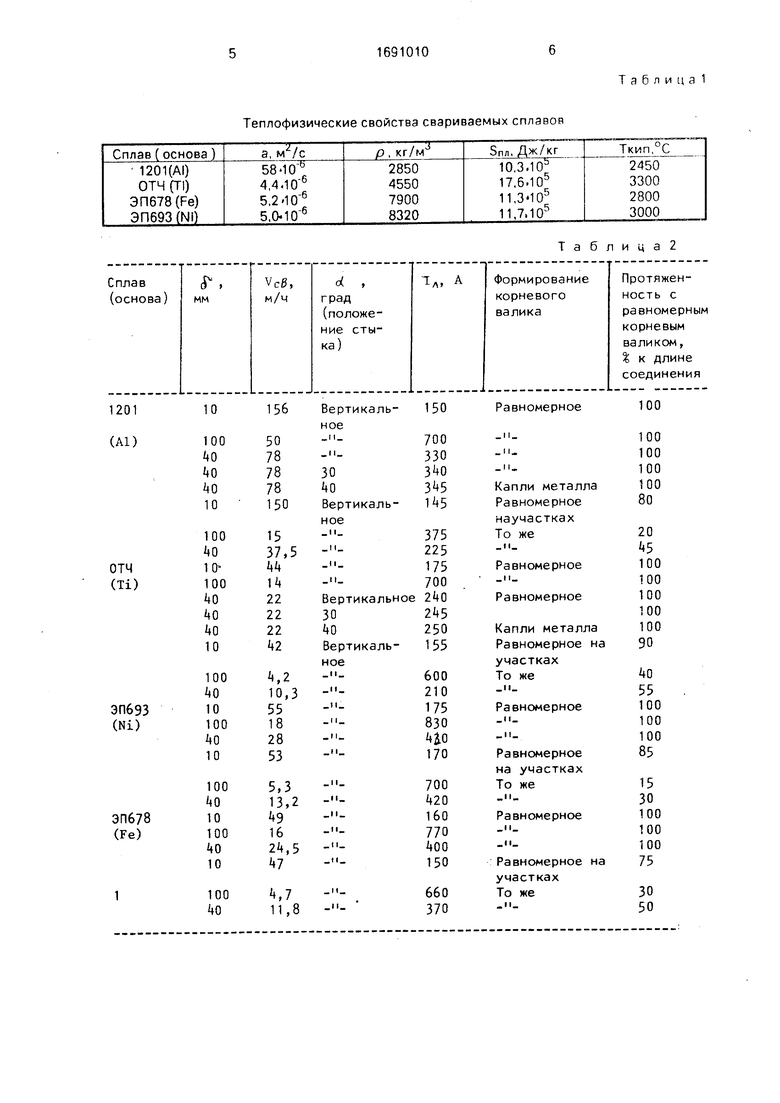
Выполняли электронно-лучевую сварку сплавов на основе AI/1201/, TI/OT4/, Ре/ЭП678/, NI/ЭПбЭЗ/ на спуск В качестве образцов использовали кольцевые и плоские стыки длиной 2000 мм толщиной 10- 100мм.
Сварку выполняли на электрокомплексе ЭЛА-60/60. Исходя из теплофизических свойств сплавов (см. табл.) определяли оптимальную скорость сварки и подбирали ток сварки, на 30-100% превышающий минимально необходимый для сквозного проплавления. Ток магнитной фокусирующей катушки выбирали из условия мэксимального проплавления.
Влияние параметров режима на формирование корневого валика приведено в табл.2.
Как видно из табл.2, при ЭЛС на оптимальной VCB и при расположении стыка вертикально или наклонно на а 30° относительно вертикали обеспечивается равномерное и стабильное формирование корневого валика по всей длине шва для
всех исследованных сплавов. Отклонение VCB от оптимального значения, подсчитанного по предлагаемой формуле, приводит к нарушению стабильности формирования корневого валика шва.
Применение предлагаемого способа позволяет повысить качество формирования шва при электронно-лучевой сварке и отказаться от применения подкладок. Формула изобретения
Способ электронно-лучевой сварки на
весу со сквозным проплавлением стыка, при котором луч ориентируют по нормали к поверхности соединения, отличающийся тем, что, с целью повышения качества свар0 ного соединения путем формирования рзвно- мерного корневого валика, сварку выполняют на спуск со скоростью, определяемой из выражения
т„
5
- у . д Р Srm кип
W
М./Ч,
где а - коэффициент температуропроводности свариваемого металла, м2/с;
р - плотность свариваемого металла, кг/м3;
Snn - теплосодержание сварочной ванны при температуре плавления, Дж/кг,
Ткип - температура кипения металла сварочной ванны, °С;
д - толщина соединения, равная 0,01 0,1 м;
К - коэффициент пропорциональности равный З. м2/Дж °С, а стык располагают вертикально или под углом не более 30° к вертикальной оси
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| Способ электронно-лучевой сварки | 1985 |
|
SU1286373A1 |
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| Способ лучевой сварки | 1987 |
|
SU1671431A1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Способ автоматической сварки | 1988 |
|
SU1597254A1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
Изобретение относится к технологии электронно-лучевой сварки конструкций из металлов средних и больших толщин со сквозным проплавлением Цель изобретения - повышение качества сварного соединения путем формирования равномерного корневого валика Свариваемый стык ориентируют вертикально или под углом к вертикальной оси Луч ориентируют по нормали к поверхности соединения, а сварку осуществляют на спуск со скоростью оп ределяемой из выражения, приведенного в формуле изобретения 2 табл 2 ил
Теплофизические свойства свариваемых сплавов
ОТЧ (Ti)
ЭП693 (Ni)
ЭП678 (Fe)
Таблица2
п..
Капли метал
Равномерное
научастках
То же н
Равномерное и
Равномерное
Капли метал Равномерное участках
То же ||
Равномерное -IIРавномерноена участках То же -IIРавномерное-||-||-
Равномерное участках
То же - I-
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
