Изобретение относится к машиностроению, и может быть использовано при обработке цилиндрических поверхностей, пересекаемых радиальными отверстиями
Целью изобретения является повышение качества обработки путем исключения образования заусенцев на кромках пересечений.
Описываемый способ хонингования заключается в том, что на вращательное движение введенных в обрабатываемое отверстие и разжатых брусков накладывают в противофазе осевые и окружные синусоидальные колебания, параметры которых принимают следующими: Aoc-R; Аок - R/л- ; (2R), ,5j 0,
где Аос и Аок - соответственно амплитуды осевых и окружных колебаний; R - радиус пересекающего отверстия; fOK и f0c - соответственно частоты окружных и осевых колебаний; VQK - скорость вращательного движения хонголовки.
При предлагаемом способе хонингования режущие зерна брусков, двигаясь вдоль пересеченной кромки, будут срезать вытесняемый за эту кромку металл, не давая таким образом образовываться заусенцу на кромке.
Указанные режимы хонингования определялись, исходя из следующих соображений. Наилучшие условия для предотвращения образования заусенца на пересечной кромке будут тогда, когда режуON00 СП О Ю
ю
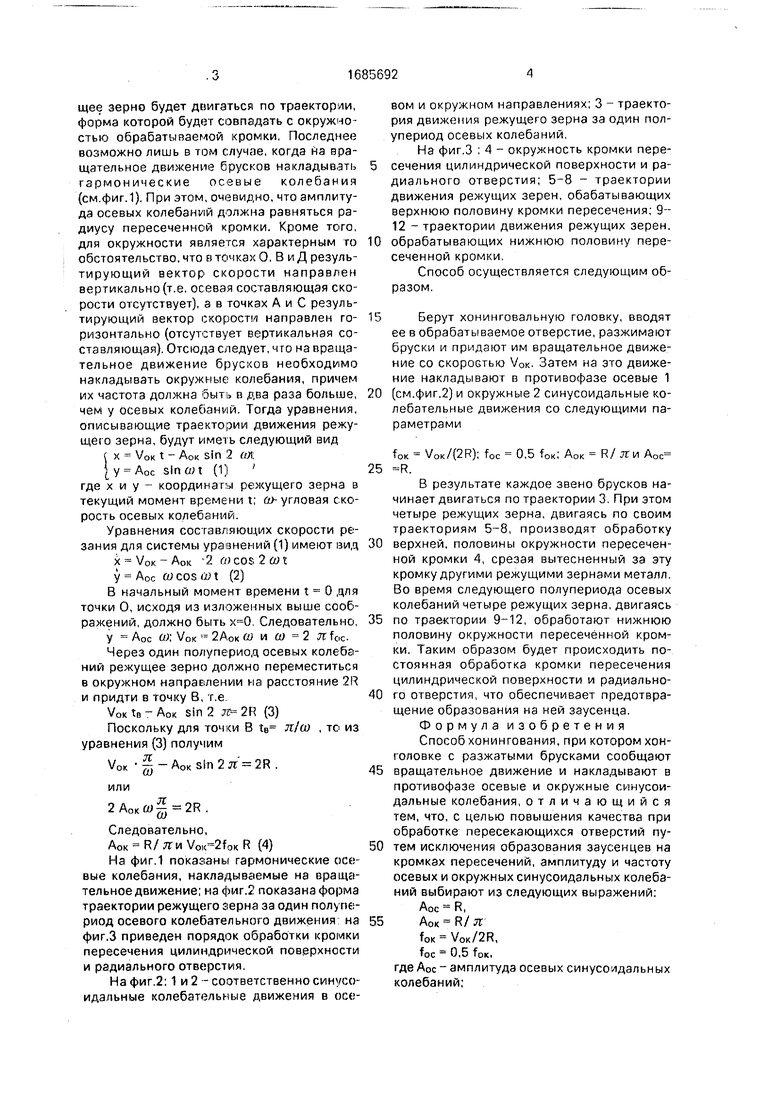
щее зерно будет двигаться по траектории, форма которой будет совпадать с окружностью обрабатываемой кромки Последнее возможно лишь в том случае, когда на вращательное движение брусков накладывать гармонические осевые колебания (см фиг 1) При этом, очевидно, что амплитуда осевых колебаний должна равняться радиусу пересеченной кромки. Кроме того, для окружности является характерным то обстоятельство, что в точках О, В и Д резуль- тирующий вектор скорости направлен вертикально(т е осевая составляющая скорости отсутствует), а в точках А и С результирующий вектор скорости направлен горизонтально (отсутствует вертикальная составляющая) Отсюда следует что на вращательное движение брусков необходимо накладывать окружные колебания, причем их частота должна быть в два раза больше, чем у осевых колебаний Тогда уравнения описывающие траектории движения режущее о зерна, будут иметь следующий вид
i х - Vox t - Аок sin 2 г/л
у Аос SlnftU (1) где х и у координаты режущего зерна в текущий момент времени t, ft угловая скорость осевых колебаний
Уравнения составляющих скорости резания для системы уравнений (1) имеют вид х - Vox - Аок 2 (оcos 2 ait у Аос ft; cos (2)
В начальный момент времени t 0 для точки О, исходя из изложенных выше соображений должно быть Следовательно
у - Аос о. VOK 2А0к ш и ш 2 л foe
Через один полупериод осевых колебаний режущее зерно должно переместиться в окружном направлении на расстояние 2R и придти в точку В т е
VOK tB-Аок sin 2 (3)
Поскольку для точки В te я/о , то из уравнения (3) получим
VOK -§-А0к5 п2л 2Я
или
л
2 A0,,
Следовательно,
AoK R/JrnV0K 2foKR (4)
На фиг 1 показаны гармонические осевые колебания, накладываемые на вращательное движение, на фиг,2 показана форма траектории режущего зерна за один полупериод осевого колебательного движения; на фиг.З приведен порядок обработки кромки пересечения цилиндрической поверхности и радиального отверстия
На фиг.2. 1 и 2 - соответственно синусоидальные колебательные движения в осевом и окружном направлениях, 3 - траектория движения режущего зерна за один полупериод осевых колебаний
На фиг 3 4 - окружность кромки пере- сечения цилиндрической поверхности и радиального отверстия, 5-8 - траектории движения режущих зерен, обабатывающих верхнюю половину кромки пересечения 9 12 - траектории движения режущих зерен обрабатывающих нижнюю половину пересеченной кромки
Способ осуществляется следующим образом
Берут хонинговальную головку вводят
ее в обрабатываемое отверстие разжимают бруски и придают им вращательное движение со скоростью VOK Затем на это движение накладывают в противофазе осевые 1
(см фиг 2) и окружные 2 синусоидальные колебательные движения со следующими параметрами
Ьк VoK/(2R). foe 0 5 U. Аок R/ -ти А„с
-R
В результате каждое звено брусков начинает двигаться по траектории 3 При этом четыре режущих зерна двигаясь по своим траекториям 5-8, производят обработку
верхней, половины окружности пересеченной кромки 4, срезая вытесненный за эту кромку другими режущими зернами металл Во время следующего полупериода осевых колебаний четыре режущих зерна двигаясь
по траектории 9-12 обработают нижнюю половину окружности пересеченной кромки Таким образом будет происходить постоянная обработка кромки пересечения цилиндрической поверхности и радиальною отверстия, что обеспечивает предотвращение образования на ней заусенца Формула изобретения Способ хонингования, при котором хон- юловке с разжатыми брусками сообщают
вращательное движение и накладывают в прогивофазе осевые и окружные синусоидальные колебания, отличающийся гем, что, с целью повышения качества при обработке пересекающихся отверстий пугем исключения образования заусенцев на кромках пересечений, амплитуду и частоту осевых и окружных синусоидальных колебаний выбирают из следующих выражений
Аос - R,
Аок R/ я fox V0K/2R,
foe 0,5 fOK.
где Аос амплитуда осевых синусоидальных колебаний;
О
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ хонингования | 1989 |
|
SU1692821A1 |
| СПОСОБ ХОНИНГОВАНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ, ПЕРЕСЕКАЕМЫХ РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ | 2024 |
|
RU2831413C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| Способ абразивной обработки круглых деталей | 1976 |
|
SU621547A1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2008 |
|
RU2388586C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2007 |
|
RU2344922C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ ХОНИНГОВАНИЯ ГЛУХИХ ОТВЕРСТИЙ | 2007 |
|
RU2344921C1 |

Изобретение относится к машиностроению и может быть использовано при обработке цилиндрических поверхностей, пересекаемых радиальными отверстиями. Цель изобретения - повышение качества. обработки путем исключения образования заусенцев на кромках пересечений На вращательное движение введенных в обрабатываемое отверстие и разжатых брусков накладывают в противофазе осевые и окружные синусоидальные колебания, параметры которых принимают следующими- я, fen V0K/2R; foc 0.5 U. где Аос и Аок - соответственно амплитуды осевых и окружных колебаний: R - радиус пересекающего отверстия, f0 и foe - соответственно частоты окружных и осевых колебания; Vox скорость вращательного движения хонголовки. В процессе обработки режущие зерна брусков, двигаясь вдоль пересеченной кромки, срезают вытесняемый за эту кромку металл, не давая образоваться заусенцу на кромке. 3 ил. сл с
О
Редактор А.Зробак
Составитель Т.Никонорова
Техред М.МоргенталКорректор О.Ципле
Фие.1
Фиг.1
Фие.З
| Кн | |||
| С.И.Куликова и др | |||
| Прогрессивные методы хонингования | |||
| - М.: Машиностроение, 1983 | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
