Изобретение относится к финишной обработке и может быть использовано при обработке высокоточных цилиндрических поверхностей, пересекаемых радиальными отверстиями.
Известен способ хонингования, при котором хонинговальным брускам сообщают вращательное и возвратно-поступательное движения, характеризуемый типичной сеткой следов движения режущих зерен в виде пересекающихся винтовых линий (Хонингование. Справ, пособие / Под общ. ред, С.И. Куликова. М: Машиностроение. 1973. 168 с.).
Недостаток данного способа заключается в том, что при наличии в обрабатываемой детали поперечных (радиальных) отверстий на кромках пересечений хонингуемой поверхности с этими отверстиями образуются заусенцы, что снижает качество обработки и является недопустимым для прецизионных (высокоточных) отверстий гильз плунжерных пар.
Известен способ хонингования, при котором на вращательное и возвратно-поступательное движения брусков накладывают соответственно синусоидальные окружные и осевые колебания (Прогрессивные методы хонингования / С.И. Куликова, Ф.Ф. Ризванов, В.А. Романчук, С.В. Ковалевский. М.: Машиностроение. 1983. 135 с.).
Этот способ хонингования также не устраняет заусенцы на кромках пересечений обрабатываемой поверхности и радиальных отверстий.
Наиболее близким техническим решением к заявляемому является способ хонингования, при котором хонинговальной головке с разжатыми брусками сообщают вращательное движение и накладывают в противофазе осевые и окружные синусоидальные колебания, амплитуду и частоту которых выбирают из следующих выражений: 
где AOC - амплитуда осевых синусоидальных колебаний; R - радиус пересекающего отверстия; AOK - амплитуда окружных синусоидальных колебаний; ƒOK - частота окружных синусоидальных колебаний; VOK - скорость вращательного движения хонинговальной головки; ƒOC - частота осевых синусоидальных колебаний (а. с. СССР №1685692, МПК-8 В24 В 33/00, Б.И. № 39, 23.10.91).
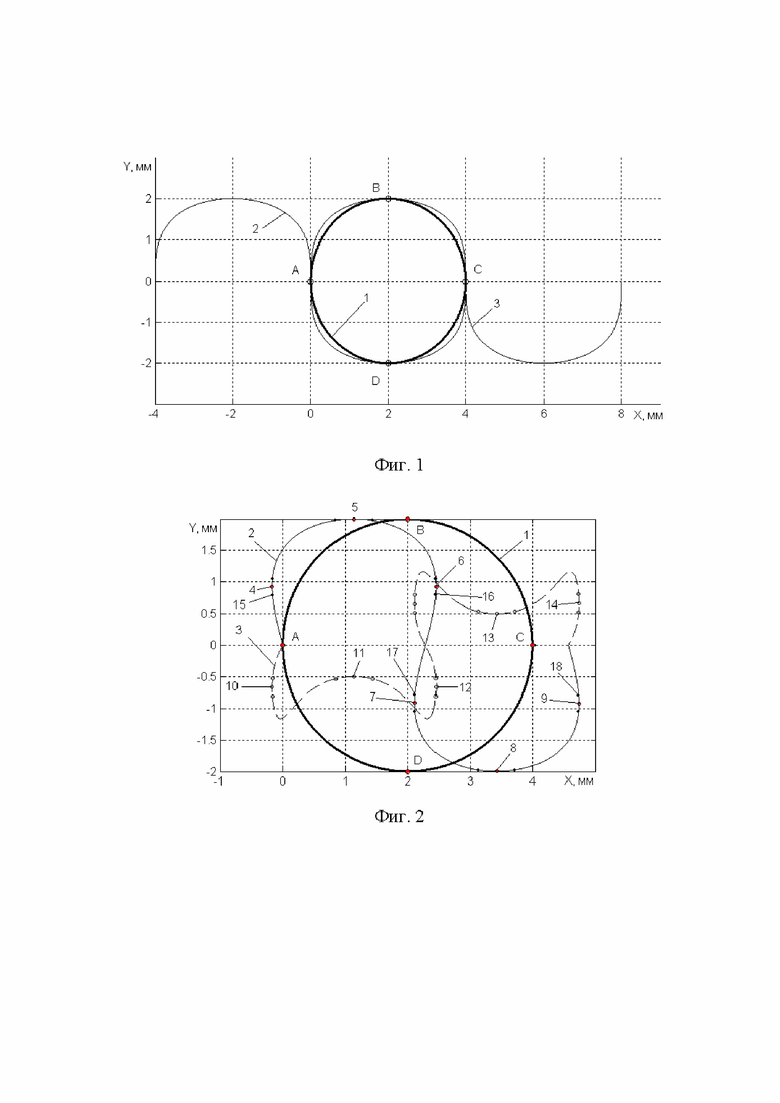
Недостаток этого технического решения заключается в том, что траектории движения 2 и 3 режущих зерен хонинговальных брусков в точках А и С (фиг. 1), где результирующий вектор скорости направлен вертикально (отсутствует горизонтальная составляющая скорости), или в точках В и Д где результирующий вектор скорости направлен горизонтально (отсутствует вертикальная составляющая скорости), имеют радиус кривизны больше радиуса кромки пересечения 1. Поэтому кромка в точках А, В, C и D не может быть обработана, поскольку, двигаясь по траекториям 2 или 3, зерна проходит через эти точки снаружи кромки, а не изнутри, как требуется для срезания заусенца.
Задачей настоящего изобретения является повышение эффективности удаления заусенцев с кромки пересечения обрабатываемой поверхности с радиальными отверстиями.
Указанная задача достигается способом хонингования цилиндрических поверхностей, пересекаемых радиальными отверстиями, включающим сообщение хонинговальным брускам вращательного движения и наложение в противофазе осевых и окружных синусоидальных колебаний, при котором параметры указанных колебаний выбирают из условий:

где AOC - амплитуда осевых синусоидальных колебаний, мм; R - радиус пересекающего отверстия, мм; AOK - амплитуда окружных синусоидальных колебаний, мм; ƒOK - частота окружных синусоидальных колебаний, Гц; VOK - скорость вращательного движения хонинговальной головки, мм/с; ƒOC - частота осевых синусоидальных колебаний, Гц; k=1,75193839388411.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ хонингования | 1989 |
|
SU1685692A1 |
| Способ хонингования | 1989 |
|
SU1692821A1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2008 |
|
RU2388586C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2007 |
|
RU2344922C1 |
| СПОСОБ ХОНИНГОВАНИЯ ГЛУХИХ ОТВЕРСТИЙ | 2007 |
|
RU2344921C1 |
| СПОСОБ ХОНИНГОВАНИЯ ГЛУХИХ ОТВЕРСТИЙ | 2007 |
|
RU2348500C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
Изобретение относится к финишной обработке и может быть использовано при обработке высокоточных цилиндрических поверхностей, пересекаемых радиальными отверстиями. Способ хонингования включает сообщение хонинговальным брускам вращательного движения и наложение в противофазе осевых и окружных синусоидальных колебаний. Параметры указанных колебаний выбирают из приведенных зависимостей. Повышается эффективность удаления заусенцев с кромки пересечения обрабатываемой поверхности с радиальными отверстиями. 4 ил.
Способ хонингования цилиндрических поверхностей, пересекаемых радиальными отверстиями, включающий сообщение хонинговальным брускам вращательного движения и наложение в противофазе осевых и окружных синусоидальных колебаний, отличающийся тем, что параметры указанных колебаний выбирают из условий:

где AOC - амплитуда осевых синусоидальных колебаний, мм;
R - радиус пересекающего отверстия, мм;
A OК - амплитуда окружных синусоидальных колебаний, мм;
ƒOK - частота окружных синусоидальных колебаний, Гц;
V OK - скорость вращательного движения хонинговальной головки, мм/с;
ƒOC - частота осевых синусоидальных колебаний, Гц;
k=1,75193839388411.
| Способ хонингования | 1989 |
|
SU1685692A1 |
| Способ хонингования отверстия однобрусковой хонголовкой | 1979 |
|
SU856770A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Способ глубинного хонингования | 1983 |
|
SU1189666A1 |
| СПОСОБ ХОНИНГОВАНИЯ ГЛУХИХ ОТВЕРСТИЙ | 2007 |
|
RU2348500C1 |
| 0 |
|
SU104785A1 | |
| DE 1963233 A1, 15.07.1971. | |||

