Изобретение относится к цветной металлургии, в частности может быть использовано при обжиге подины алюминиевого элетролизера после капитального ремонта.
Цель изобретения - повышение срока службы электролизера за счет равномерного нагрева подины.
Защитный слой, выполненный из углеродистой массы, обжигают с помощью предварительно установленных в нем электронагревательных элементов, жестко соединенных с токоподводящими штырями. Штыри включены параллельно между собой и равномерно распределены по площади подины, образуя группы: торцовых, центральных и периферийных нагревательных элементов. По мере завершения обжига углеродистой массы защитного слоя, анод с
защитным слоем отрывают от поверхности подины. Затем заливают металл и начинают электролиз.
Защитный слой при пуске является анодом, он постепенно сгорает, обеспечивая равномерное распределение тока по анодным штырям.
На чертеже представлена эсть электролизера, разрез.
Пример. Перед отключением электролизера с самообжигающимся анодом и верхним токоподводом на капитальный ремонт токоподводящие штыри устанавливают на один горизонт. Электролизер работает до тех пор, пока токоподводящие штыри не коснутся поверхности электролита, т.е подошвы анода. Отключают электролизер, снимают анод и производят демонтаж каON00 4 О
VJ
годного vr-тройсгва. Устанавливают катодный юхух, футерованный изнутри теп- поизоляционной и углеграфитовой Фу. еровкои, ма бетонные опоры. Монтируют апюминмевую обечайку 1 и устанавливает ее на подину 2.
На дно обечайки 1 укладывают углегра- фитовые опоры 3, на которые устанавливают углеродистый анод 4. Извлекают токоподводящие штыри 5 из тела анода 4, пробивают сквозные отверстия 6 в аноде TQM, где штыри 5 не дошли до подошвы анода. Изготавливают нагревательные элементы 7 из стальной полосы, на одной стороне которой наплавляют алюминиевые контакты 8 диаметром, равным диаметру сквозного отверстия 6 в аноде. Нагревательные элементы 7 приваривают к штырям Г, Устанавливают штыри 5 с нагревательными элементами 7 через отверстия 6 в аноде на дно алюминиевой обечайки 1 и подключают их к анодной ошинковке. Загружают .иелкодробленную углеродистую массу через периферийные окна 9 алюминиевой обечайки 1 ь пространство между анодом и дном обечайки и скребком проталкивают ее к центру анода, плотно забивая все про- гтрачстбо. Подкпючают ток серии. Углеродистая масса расплавляется, коксуется, обоазуя защитный слой 10 на подине, который предохраняет ее от перегрева. Обжиг подины заканчивается по мере завершения гжсования углеродистой массы в защитном глое 10. Ано,г, 4 с защитным споем 10 отры- :аю от поверхности подины, заливают катодный мет апл и электролит, производят пуск электролизера Защитный слой в ста- /VI гг. Ска ягля- с частью анода, сгорает, обеспечивая рчйчонерчое распределение о по анодным штырям и нормальные тех- алогические условия для работы электролизера.
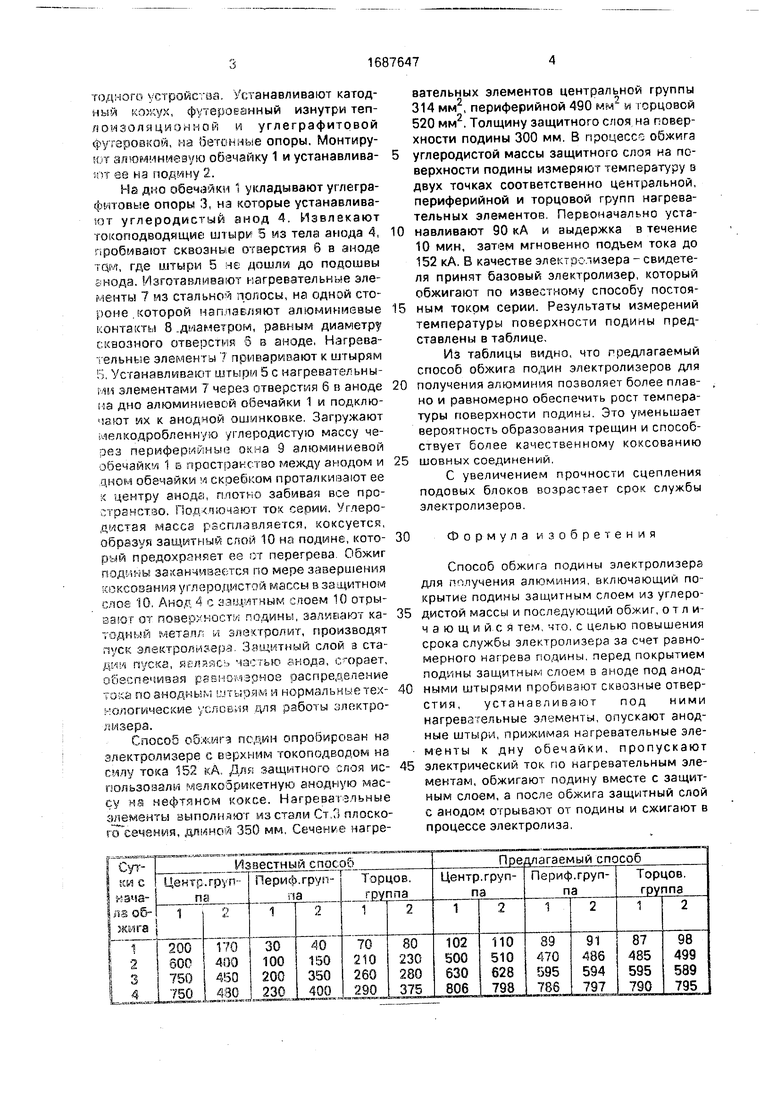
Способ обжига подин опробирован нэ электролизере с верхним токоподводом на сипу тока 152 кА, Для защитного слоя использовали мелкобрикетную анодную массу на нефтяном коксе. Нагревательные элементы выполняют из стали Ст 3 плоско- гсГсечения, длиной 350 мм. Сечение нагревательных элементов центральной группы 314 мм2, периферийной 490 мм2 и торцовой 520 мм . Толщину защитного слоя на поверхности подины 300 мм, В процессе обжига
углеродистой массы защитного слоя на поверхности подины измеряют температуру в двух точках соответственно центральной, периферийной и торцовой групп нагревательных элементов. Первоначально устанавливают 90 кА и выдержка в течение 10 мин, затем мгновенно подьем тока до 152 кА. В качестве элекгрс тизера - свидетеля принят базовый электролизер, который обжигают по известному способу постояным током серии. Результаты измерений температуры поверхности подины представлены в таблице.
Из таблицы видно, что предлагаемый способ обжига подин электролизеров для
получения алюминия позволяет более плавно и равномерно обеспечить рост температуры поверхности подины. Это уменьшает вероятность образования трещин и способствует более качественному коксованию
шовных соединений.
С увеличением прочности сцепления подовых блоков возрастает срок службы электролизеров
Формула из обретения
Способ обжига подины электролизера для приучения алюминия, включающий покрытие подины защитным слоем из углеродиетой массы и последующий обжиг, отличающийся тем, что. с целью повышения срока службы электролизера за счет равномерного нагрева подины перед покрытием подины защитным слоем в аноде под анодными штырями пробивают сквозные отверстия, устанавливают под ними нагревательные элементы, опускают анодные штыри, прижимая нагревательные элементы к дну обечайки, пропускают
электрический ток по нагревательным элементам, обжигают подину вместе с защитным слоем, а после обжига защитный слой с анодом отрывают от подины и сжигают в процессе электролиза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обжига и пуска электролизера для получения алюминия | 1990 |
|
SU1740499A1 |
| Способ обжига катодного и анодного устройств алюминиевого электролизера | 1983 |
|
SU1145058A1 |
| Способ обжига алюминиевых электролизеров | 1990 |
|
SU1765261A1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2113549C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЁРА | 2019 |
|
RU2717438C1 |
| Подина алюминиевого электролизера | 1985 |
|
SU1271914A1 |
| СПОСОБ ПОДГОТОВКИ К ПУСКУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2324007C2 |
| Способ подготовки к пуску алюминиевого электролизера | 1988 |
|
SU1548268A1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2370572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ МАССЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1994 |
|
RU2073749C1 |
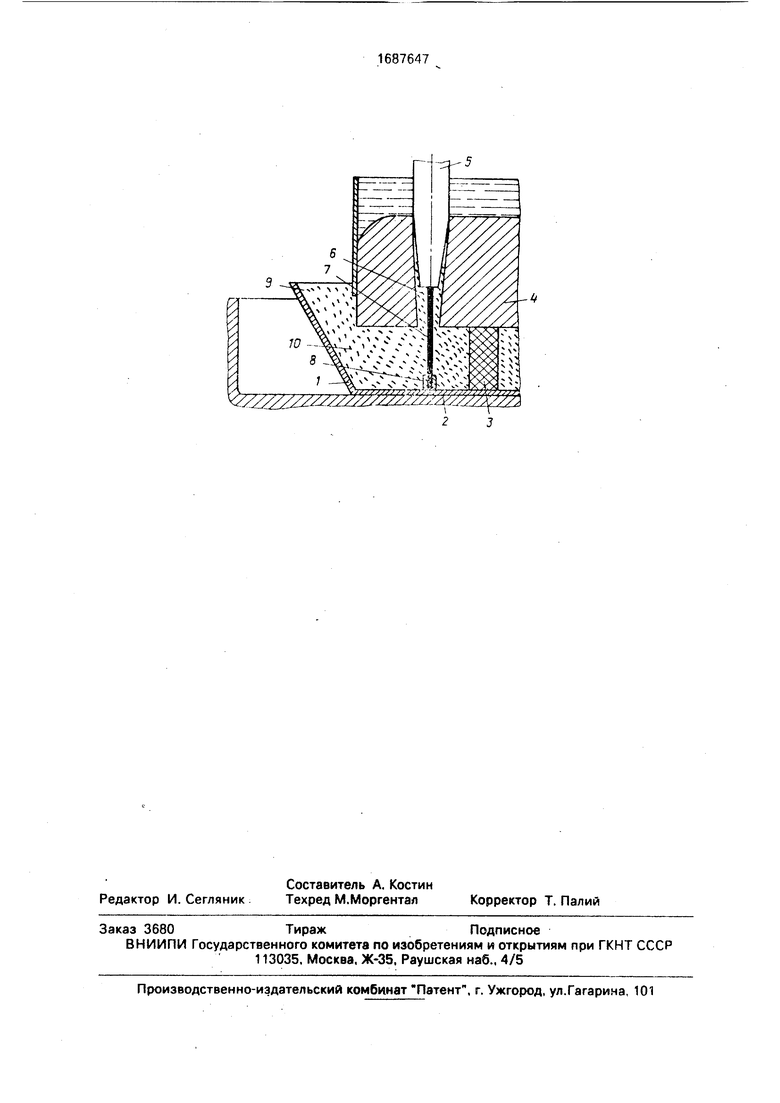
Изобретение относится к цветной металлургии и может быть использовано для обжига подин алюминиевых электролизеров после капитального ремонта. Цель изобретения - повышение срока службы электролизера за счет равномерного нагрева подины. Равномерный обжиг подины достигается тем, что в углеродистый защитный слой 9, заполняющий объем алюминиевой обечайки 1, лежащей на подине 2, введены тепловыделяющие элементы 7 с контактами 8. Верхние концы элементов 7 предварительно жестко соединены с анодными штырями 5 через отверстия в теле анода 4. Защитный слой, равномерно нагреваясь, передает тепло обечайке 1, а через нее и подине 2. Равномерность прогрева регулируется также подключением различного числа штырей 5 с элементами 7 в различных участках подины: центральных, периферийных и торцовых. После обжига подины защитный углеродистый слой 10 вместе с анодом 4 отрывают от подины 2 и заливают жидкий алюминий в межэлектродное пространство. Защитный слой работает при электролизе как анод. 1 ил. (л с
| 0 |
|
SU185085A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
