Изобретение относится к устройствам для получения высокомолекулярных термопластичных композиций, в частности к полимеризаторам для получения полиоксиметилена - конструкционного термопласта - путем сополимеризации триоксана с диоксаланом в присутствии катализатора, и является усовершенствованием устройства поавт.св. № 1599080.
Целью изобретения является повышение надежности работы.
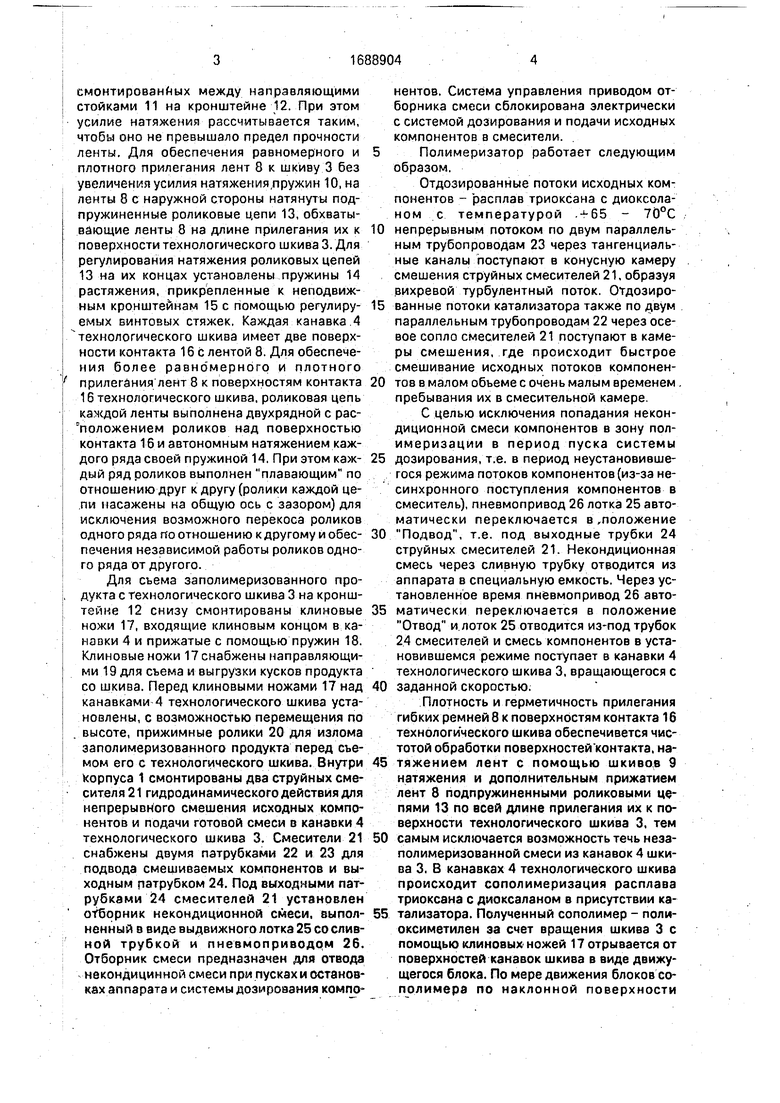
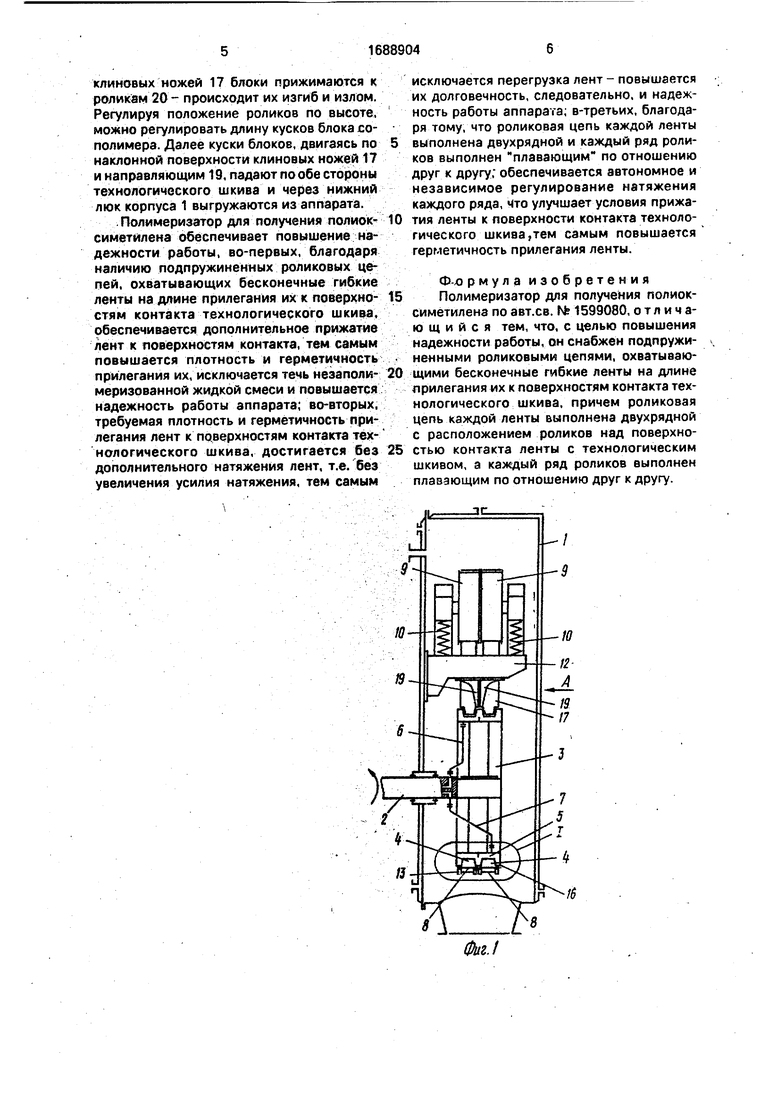
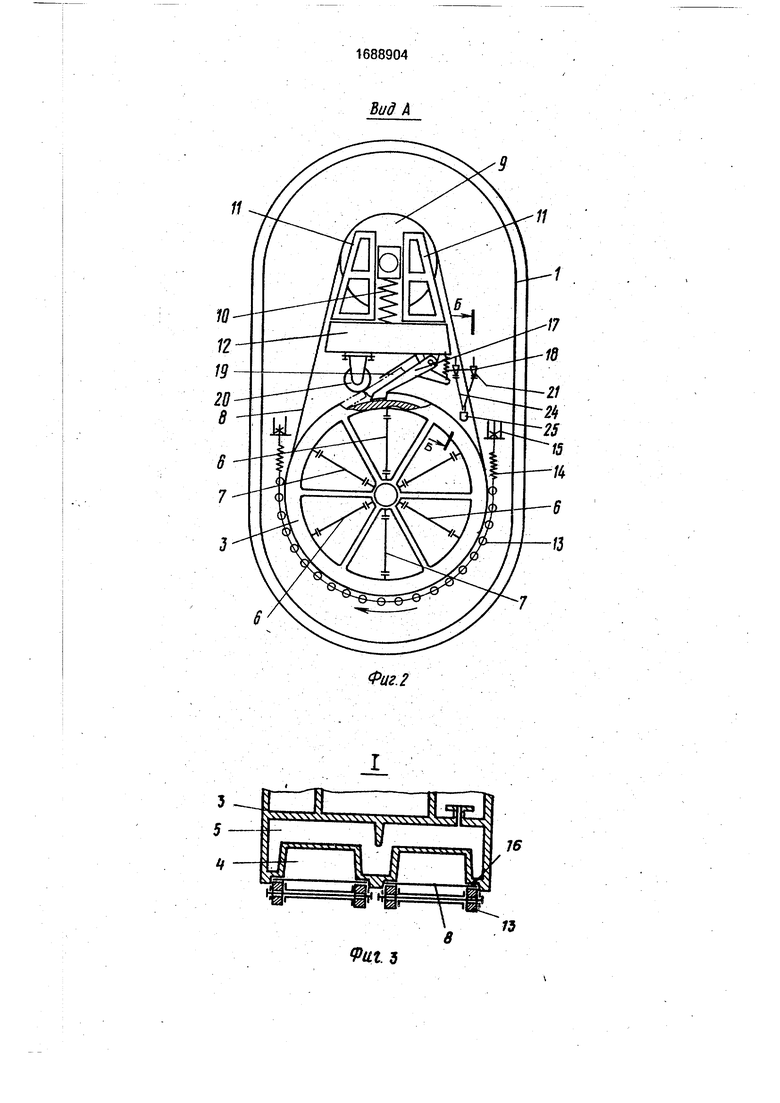
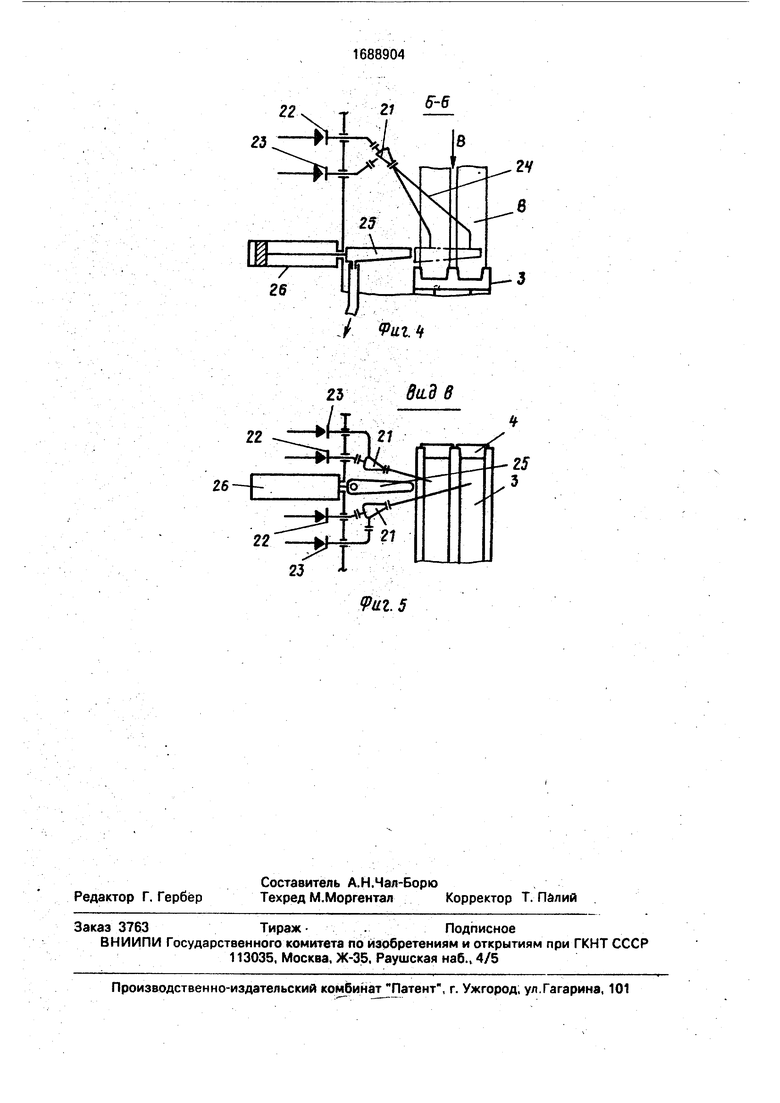
На фиг.1 изображен полимеризатор, разрез; на фиг,2 - вид А на фиг.1 (без корпуса); на фиг.З - узел I на фиг.1 (увеличено); на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - вид В на фиг.4.
Полимеризатор для получения полиоксиметилена содержит обогреваемый составной корпус 1, через стенку которого проходит горизонтальный приводной вал 2 с насаженным на конце технологическим обогреваемым шкивом 3 с окружными канавками 4 для полимеризации смеси исходных компонентов и полостью 5 для обогрева, регулируемый электромеханический привод вала 2, систему дозирования и подачи исходных компонентов и систему дистанционного управления и контроля (не показаны). Полость 5 через трубки подвода 6 и отвода 7 связана с каналами приводного вала 2 и системой обогрева. Канавки 4 нижней полуокружности шкива 3 закрыты бесконечными гибкими нержавеющими металлическими лентами 8, натяжение которых осуществляется с помощью подпружиненных шкивов 9 натяжения и пружин 10,
О
оо оо ю
О
Јь
ГО
емонтированйых между направляющими стойками 11 на кронштейне 12. При этом усилие натяжения рассчитывается таким, чтобы оно не превышало предел прочности ленты. Для обеспечения равномерного и плотного прилегания лент 8 к шкиву 3 без увеличения усилия натяжения лружин 10, на ленты 8 с наружной стороны натянуты подпружиненные роликовые цепи 13, обхватывающие ленты 8 на длине прилегания их к поверхности технологического шкива 3. Для регулирования натяжения роликовых цепей 13 на их концах установлены пружины 14 растяжения, прикрепленные к неподвижным кронштейнам 15 с помощью регулируемых винтовых стяжек, Каждая канавка 4 технологического шкива имеет две поверхности контакта 16 с лентой 8. Для обеспечения более равномерного и плотного прилегания лент 8 к поверхностям контакта 16 технологического шкива, роликовая цепь каждой ленты выполнена двухрядной с рас- положением роликов над поверхностью контакта 16 и автономным натяжением каждого ряда своей пружиной 14. При этом каждый ряд роликов выполнен плавающим по отношению друг к другу (ролики каждой цепи насажены на общую ось с зазором) для исключения возможного перекоса роликов одного ряда по отношению к другому и обеспечения независимой работы роликов одного ряда от другого.
Для съема заполимеризованного продукта с технологического шкива 3 на кронштейне 12 снизу смонтированы клиновые ножи 17, входящие клиновым концом в канавки 4 и прижатые с помощью пружин 18. Клиновые ножи 17 снабжены направляющими 19 для съема и выгрузки кусков продукта со шкива. Перед клиновыми ножами 17 над канавками 4 технологического шкива установлены, с возможностью перемещения по высоте, прижимные ролики 20 для излома заполимеризованного продукта перед съемом его с технологического шкива. Внутри Корпуса 1 смонтированы два струйных смесителя 21 гидродинамического действия для непрерывного смешения исходных компонентов и подачи готовой смеси в канавки 4 технологического шкива 3. Смесители 21 снабжены двумя патрубками 22 и 23 для подвода смешиваемых компонентов и выходным патрубком 24. Под выходными патрубками 24 смесителей 21 установлен отборник некондиционной смеси, выполненный в виде выдвижного лотка 25 со слив- ной трубкой и пневмоприводом 26. Отборник смеси предназначен для отвода некондицинной смеси при пусках и остановках аппарата и системы дозирования компонентов. Система управления приводом отборника смеси сблокирована электрически с системой дозирования и подачи исходных компонентов в смесители.
Полимеризатор работает следующим
образом,
Отдозированные потоки исходных компонентов - расплав триоксана с диоксола- ном с температурой . - 70°С
0 непрерывным потоком по двум параллельным трубопроводам 23 через тангенциальные каналы поступают в конусную камеру смешения струйных смесителей 21, образуя вихревой турбулентный поток. Отдозиро5 ванные потоки катализатора также по двум параллельным трубопроводам 22 через осевое сопло смесителей 21 поступают в камеры смешения, где происходит быстрое смешивание исходных потоков компонен0 тов в малом объеме с очень малым временем . пребывания их в смесительной камере.
С целью исключения попадания некондиционной смеси компонентов в зону полимеризации в период пуска системы
5 дозирования, т.е. в период неустановившегося режима потоков компонентов (из-за несинхронного поступления компонентов в смеситель), пневмопривод 26 лотка 25 автоматически переключается в,положение
0 Подвод, т.е. под выходные трубки 24 струйных смесителей 21. Некондиционная смесь через сливную трубку отводится из аппарата в специальную емкость. Через установленное время пневмопривод 26 авто5 матически переключается в положение Отвод и лоток 25 отводится из-под трубок 24 смесителей и смесь компонентов в установившемся режиме поступает в канавки 4 технологического шкива 3, вращающегося с
0 заданной скоростью.
Плотность и герметичность прилегания гибких ремней 8 к поверхностям контакта 16 технологического шкива обеспечивется чистотой обработки поверхностей контакта, на5 тяжением лент с помощью шкивов 9 натяжения и дополнительным прижатием лент 8 подпружиненными роликовыми цепями 13 по всей длине прилегания их к поверхности технологического шкива 3, тем
0 самым исключается возможность течь неза- полимеризовакной смеси из канавок 4 шкива 3. В канавках 4 технологического шкива происходит сополимеризация расплава триоксана с диоксаланом в присутствии ка5 тализатора. Полученный сополимер - поли- оксиметилен за счет вращения шкива 3 с помощью клиновых ножей 17 отрывается от поверхностей канавок шкива в виде движущегося блока. По мере движения блоков сополимера по наклонной поверхности
клиновых ножей 17 блоки прижимаются к роликам 20 - происходит их изгиб и излом. Регулируя положение роликов по высоте, можно регулировать длину кусков блока сополимера. Далее куски блоков, двигаясь по наклонной поверхности клиновых ножей 17 и направляющим 19, падают по обе стороны технологического шкива и через нижний люк корпуса 1 выгружаются из аппарата.
Полимеризатор для получения полиок- симетилена обеспечивает повышение надежности работы, во-первых, благодаря наличию подпружиненных роликовых цепей, охватывающих бесконечные гибкие ленты на длине прилегания их к поверхно- стям контакта технологического шкива, обеспечивается дополнительное прижатие лент к поверхностям контакта, тем самым повышается плотность и герметичность прилегания их, исключается течь незаполи- меризованной жидкой смеси и повышается надежность работы аппарата; во-вторых, требуемая плотность и герметичность прилегания лент к поверхностям контакта технологического шкива, достигается без дополнительного натяжения лент, т.е. без увеличения усилия натяжения, тем самым
исключается перегрузка лент - повышается их долговечность, следовательно, и надежность работы аппарата, в-третьих, благодаря тому, что роликовая цепь каждой ленты выполнена двухрядной и каждый ряд роликов выполнен плавающим по отношению друг к другу; обеспечивается автономное и независимое регулирование натяжения каждого ряда, что улучшает условия прижатия ленты к поверхности контакта технологического шкива,тем самым повышается герметичность прилегания ленты.
Формула изобретения Полимеризатор для получения полиок- симетилена по авт.св. М 1599080, отличающийся тем, что, с целью повышения надежности работы, он снабжен подпружиненными роликовыми цепями, охватывающими бесконечные гибкие ленты на длине прилегания их к поверхностям контакта технологического шкива, причем роликовая цепь каждой ленты выполнена двухрядной с расположением роликов над поверхностью контакта ленты с технологическим шкивом, а каждый ряд роликов выполнен плавающим по отношению друг к другу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полимеризатор для получения полиоксиметилена | 1988 |
|
SU1599080A1 |
| Устройство для обрезания стоп листов | 1976 |
|
SU652871A3 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| РЕЖУЩИЙ АППАРАТ КОСИЛКИ РОТАЦИОННОЙ НАВЕСНОЙ | 2018 |
|
RU2702429C1 |
| КОМПЛЕКС ЭЛЕКТРОСНАБЖЕНИЯ ВАГОНА (ВАРИАНТЫ) | 2003 |
|
RU2264928C2 |
| СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОМКНУТОГО ТЕРМОПЛАСТИЧНОГО РЕМНЯ | 2012 |
|
RU2570029C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Устройство для нанесения рулонного изоляционного материала на трубы | 1991 |
|
SU1801190A3 |
| РЕМЕННЫЙ ПРИВОД ТЯГОВОГО КАНАТА | 2014 |
|
RU2545405C1 |
| Устройство для контроля колебания натяжения клиновых ремней | 1977 |
|
SU678356A1 |
Изобретение относится к устройствам для получения высокомолекулярных термопластичных композиций и может быть использовано для получения полиоксимети- лена путем сополимеризации триоксана с диоксаланом в присутствии катализатора. Цель изобретения - повышение надежности работы. Для этого полимеризатор для получения полиоксиметилена снабжен подпру- жиненными роликовыми цепями, охватывающими бесконечные гибкие ленты на длине прилегания их к поверхности контакта технологического шкива. Роликовая цепь каждой ленты выполнена двухрядной с расположением роликов над поверхностью контакта ленты с технологическим шкивом. Каждый ряд роликов выполнен плавающим по отношению друг к другу. Полимеризатор обеспечивает дополнительное прижатие лент к поверхностям контакта, тем самым повышаются плотность и герметичность прилегания их без дополнительного натяжения лент, исключается течь незаполимеризованной жидкой смеси и обеспечивается автономное и независимое регулирование натяжения каждого ряда роликов. 5 ил. Ј
лп
11
13
Фиг. 2
is
Фиг.ъ
V Риг. 4
26 L:
feM0to2.5
| Полимеризатор для получения полиоксиметилена | 1988 |
|
SU1599080A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
