| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЧИСТКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2466017C1 |
| Устройство для очистки изделий | 1961 |
|
SU446160A1 |
| Устройство для удаления облоя с резиновых изделий | 1989 |
|
SU1713818A1 |
| УСТРОЙСТВО ДЛЯ ПРОМЫВКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1993 |
|
RU2049178C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ ОТЛИВОК | 1976 |
|
SU586595A1 |
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ИЗНОШЕННЫХ ШИН | 1993 |
|
RU2044650C1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1775298A1 |
| Устройство для удаления облоя с резиновых технических изделий | 1988 |
|
SU1565710A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ УСТАНОВКА | 2018 |
|
RU2673265C1 |
| Поточная линия для окрашивания изделий | 1989 |
|
SU1706714A1 |
Изобретение относится к области механической обработки полимерных изделий и предназначено для удаления с них грата, Цель - повышение производительности, эффективности и качества обработки изделий сложной формы. Для этого устройство снабжено установленными в нижней части ванны вдоль противоположных стенок перфорированными трубопроводами для подачи хладагента и сжатого воздуха. Оно снабжено средством для транспортирования изделий вдоль ванны, выполненным в виде замкнутого приводного конвейера с захватами для изделий. Конвейер установлен над уровнем жидкости, а захваты частично погружены в жидкость. При работе под воздействием электрогидравлического удара происходит удаление грата. 3 з.п. ф- лы, 2 ич.
Изобретение относится к области механической обработки полимерных изделий и предназначено для удаления с них грата.
Целью изобретения является повышение производительности, эффективности и качества обработки изделий сложной формы.
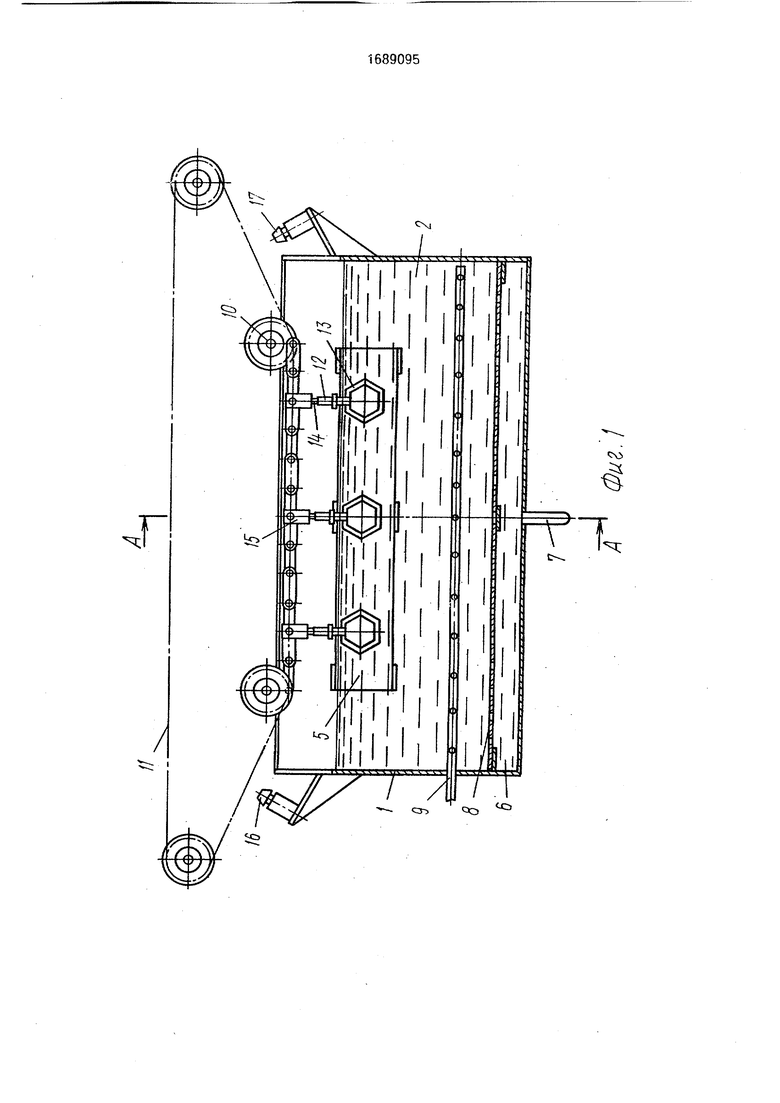
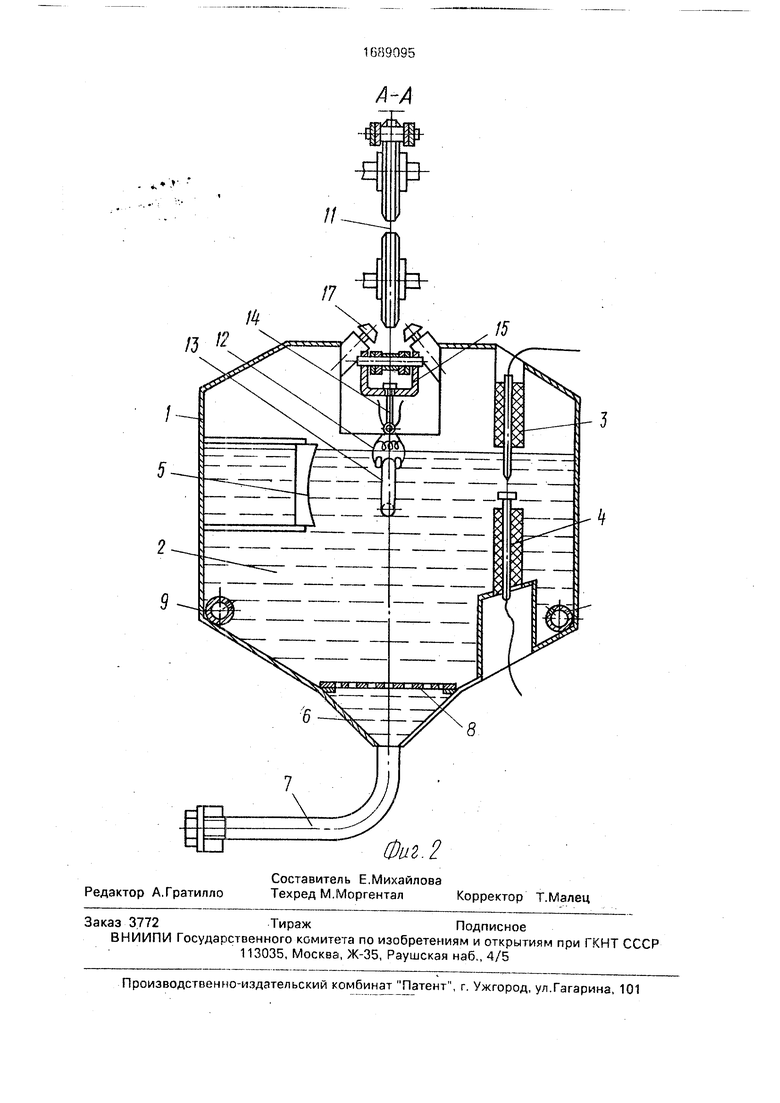
На фиг. 1 изображено устройство, продольный разрез по ванне; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для обработки изделий состоит из ванны 1, заполненной жидкостью 2.
В ванне установлены электроды 3 и 4 импульсного разряда и вогнутый сферический экран 5. В нижней части образована сливная воронка 6, к которой присоединен сливной трубопровод 7. Над сливной ворсн- кой установлена сьемная решетка 8. В нижней части ванны над решеткой 8 у противоположных стенок ванны вдоль них установлены перфорированные трубопроводы 9 для подачи хладагента и сжатого оздуха. Ванна снабжена средством 10 для -гзнспортиро- вания изделия, выполненным н аиде замкнутого цепного конвейера 11 с захватами 12 для изделий, причем конвейер установлен в ванне над уровнем жидкости с возможностью погружения в нее части захвата с транспортируемой им деталью 13. Захват 12 присоединен к вертикальной оси 14, установленной свободно в отверстиях подвесок 15 конвейера, причем захват 12 имеет возможность вращаться на оси 14 относительно подвесок 15.
У входа в ванну установлен механизм 16 раскрытия захвата 12, а после выхода из ванны-механизм 17 раскрытия захвата 12.
О 00
ю о ю
ел
Устройство работает следующим образом.
В ванну 1 по трубопроводу подается хладагент и охлажденная жидкость, имеющая низкую температуру замерзания (например, воду с добавкой спирта) до температуры охрупчивания изделий -50....- 60°С.
При движении конвейера 11 механизм 16 раскрытия раскрывает захват 12 у входа в ванну 1.
Изделие 13 устанавливается в захват и подается конвейером в ванну 1, где под действием охлажденной жидкости 2 облой доводится до хрупкого состояния. Далее изделия транспортируются в промежутке между установленными с одной стороны электродами 3 и 4 импульсного разряда и экраном 5. В момент прохождения деталями электродов 3 и 4 происходит разряд и электрогидравлическим ударом производится зачистка облоя или грата.
Для интенсификации процесс, в ванне осуществляется барботирование жидкости под действием поступающего из трубопровода 10 сжатого воздуха. При достаточной для охрупчивания изделия температуре подача хладагента отключается.
При движении детали 13 в жидкости она может поворачиваться на оси 14, при этом облегчается процесс очистки от облоя и грата, труднодоступных в неподвижном состоянии мест изделия.
По мере движения на конвейере 11 деталь 13 проходит несколько пар электродов, затем она начинает подниматься по наклонной части конвейера из жидкости и после выхода из ванны 1 механизм 17 раскрывает захват 12. Изделие выпадает из захвата и попадает в контейнер готовой продукции (не показан). Поступающие в ванну 1 хладагент и сжатый воздух в процессе работы увеличивают объем жидкости в ванне 1, излишки которой сливаются по трубопроводу (не показан), соединяющему верхнюю часть ванны со сливным трубопроводом 7.
Пластмассовые изделия могут обрабатываться и без подачи в жидкость 2 хладагента.
По мере накопления облоя на решетке 8 и загрязнения жидкости 2 сливают жидкость по слипному трубопроводу 7
Решетку снимают и очищают от облоя.
Можно очищать обпой с решетки 8 без ее снятия. После фильтрации жидкости ею снова заполняют ванну 1 Работу продолжают в описанной последовательности.
Предлагаемое устройство позволяет за
счет непрерывности цикла обработки значительно повысить производительность. Поскольку изделие в процессе транспортировки конвейером может поворачиваться и проходить несколько зон с установленными
в ванне парами электродов, облегчается зачистка малодоступных при неподвижном изделии мест и за счет этого улучшается качество обработки.
Формула изобретения
повышения производительности, эффективности и качества обработки изделий сложной формы, оно снабжено установленными в нижней части ванны вдоль противоположных стенок перфорированными трубопроводами для подачи хладагента и сжатого воздуха и средством для транспортирования изделий вдоль ванны, выполненным в виде замкнутого приводного конвейера с захватами для изделий, при этом конвейер
установлен над уровнем жидкости, а захваты частично погружены в жидкость.
вертикальных осей.
5 конвейера.
0 решетка.
to
0 а
| Копии В.А | |||
| и др | |||
| Обработка изделий из пластмасс | |||
| М.: Химия, 1988, с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
