Изобретение относится к обработке материалов резанием, в частности к сборному режущему инструменту.
Цель изобретения - повышение долговечности посредством увеличения точности регулировки положения режущих пластин.
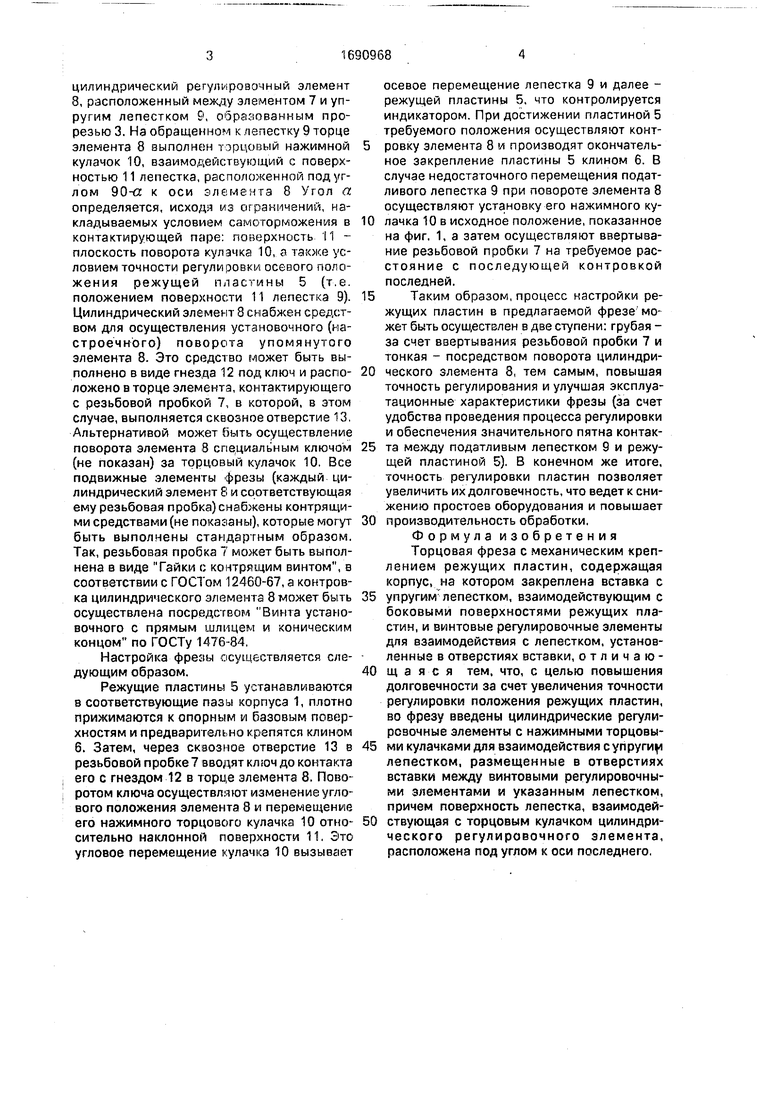
На фиг. 1 показан осевой разрез фрезы; на фиг. 2 - разрез А-А на фиг. 1.
Торцовая фреза содержит корпус 1, на котором закреплена кольцевая вставка 2 с наружной прорезью 3 кольцевой формы или в виде ряда сегментов 4 (фиг. 2), расположенных напротив режущих пластин 5. Число таких сегментов 4 может быть равно числу режущих пластин 5 (тогда каждый сегмент 4 расположен напротив соответствующей пластины 5) или вдвое меньше количества пластин, т.е. расположены напротив только регулируемых пластин из их общего числа
(расположенных в шахматном порядке - через одну). Как показали заводские испытания, вполне достаточно регулировать каждую вторую режущую пластину 5.
Крепление режущих пластин 5 в корпусе 1 фрезы осуществляется любым известным образом, нарпимер, посредством клина 6 (фиг. 1) или штифта, входящего в центральное отверстие пластины 5 (не показано). Во вставке 2 выполнены осевые отверстия, расположенные по периферии в зоне наружной прорези 3 напротив размещения регулируемых режущих пластин 5. Каждое из этих отверстий имеет выход в прорезь 3 (или в соответствующий сегмент 4), а с другой стороны в нем расположен винтовой регулирующий элемент 7, выполненный, например, в виде резьбовой пробки. В каждом отверстии вставки размещен
О
о о
Ч)
о
00
цилиндрический регулировочный элемент 8, расположенный между элементом 7 и упругим лепестком 9, оора.чованным прорезью 3. На обращенном к пепестку 9 торце элемента 8 выполнен тзрцовый нажимной кулачок 10, взаимодействующий с поверхностью 11 лепестка, расположенной под углом 90-сс к оси элемента 8 Угол а определяется, исходя из ограничений, накладываемых условием самоторможения в контактирующей паре: поверхность И - плоскость поворота кулачка 10, а также условием точности регулировки осевого положения режущей пластины 5 (т.е. положением поверхности 11 лепестка 9). Цилиндрический элемент 8 снабжен средством для осуществления установочного (настроечного) поворота упомянутого элемента 8. Это средство может быть выполнено в виде гнезда 12 под ключ и расположено в торце элемента, контактирующего с резьбовой пробкой 7, в которой, в этом случае, выполняется сквозное отверстие 13, Альтернативой может осуществление поворота элемента 8 специальным ключом (не показан) за торцовый кулачок 10, Все подвижные элементы фрезы (каждый цилиндрический элемент 8 и соответствующая ему резьбовая пробка) снабжены контрящими средствами (не показаны), которые могут быть выполнены стандартным образом. Так, резьбовая пробка 7 может быть выполнена в виде Тайки с контрящим винтом, в соответствии с ГОСТом 12460-67, а коктров- ка цилиндрического элемента 8 может быть осуществлена посредством Вита установочного с прямым шлицем и коническим концом по ГОСТу 1476-84,
Настройка фрезы осуществляется следующим образом.
Режущие пластины 5 устанавливаются в соответствующие пазы корпуса 1, плотно прижимаются к опорным и базовым поверхностям и предвари гель но крепятся клином 6. Затем, через сквозное отверстие 13 в резьбовой пробке 7 вводят ключ до контакта его с гнездом 12 в торце элемента 8. Поворотом ключа осуществляют изменение углового положения элемента 8 и перемещение его нажимного торцового кулачка 10 относительно наклонной поверхности 11. Это угловое перемещение кулачка 10 вызывает
осевое перемещение лепестка 9 и далее - режущей пластины 5. что контролируется индикатором. При достижении пластиной 5 требуемого положения осуществляют контровку элемента 8 и производят окончательное закрепление пластины 5 клином 6. В случае недостаточного перемещения податливого лепестка 9 при повороте элемента 8 осуществляют установку его нажимного кулачка 10 в исходное положение, показанное на фиг. 1, а затем осуществляют ввертывание резьбовой пробки 7 на требуемое расстояние с последующей контровкой последней.
Таким образом, процесс настройки режущих пластин в предлагаемой фрезе может быть осуществлен в две ступени: грубая - за счет ввертывания резьбовой пробки 7 и тонкая - посредством поворота цилиндрического элемента 8, тем самым, повышая точность регулирования и улучшая эксплуатационные характеристики фрезы (за счет удобства проведения процесса регулировки и обеспечения значительного пятна контакта между податливым лепестком 9 и режущей пластиной 5). В конечном же итоге, точность регулировки пластин позволяет увеличить их долговечность, что ведет к снижению простоев оборудования и повышает
производительность обработки,
Формула изобретения Торцовая фреза с механическим креплением режущих пластин, содержащая корпус, на котором закреплена вставка с
упругим лепестком, взаимодействующим с боковыми поверхностями режущих пластин, и винтовые регулировочные элементы для взаимодействия с лепестком, установленные в отверстиях вставки, отличающ а я с я тем. что, с целью повышения долговечности за счет увеличения точности регулировки положения режущих пластин, во фрезу введены цилиндрические регулировочные элементы с нажимными торцовыми кулачками для взаимодействия с упруги лепестком, размещенные в отверстиях вставки между винтовыми регулировочными элементами и указанным лепестком, причем поверхность лепестка, взаимодействующая с торцовым кулачком цилиндрического регулировочного элемента, расположена под углом к оси последнего.
7 13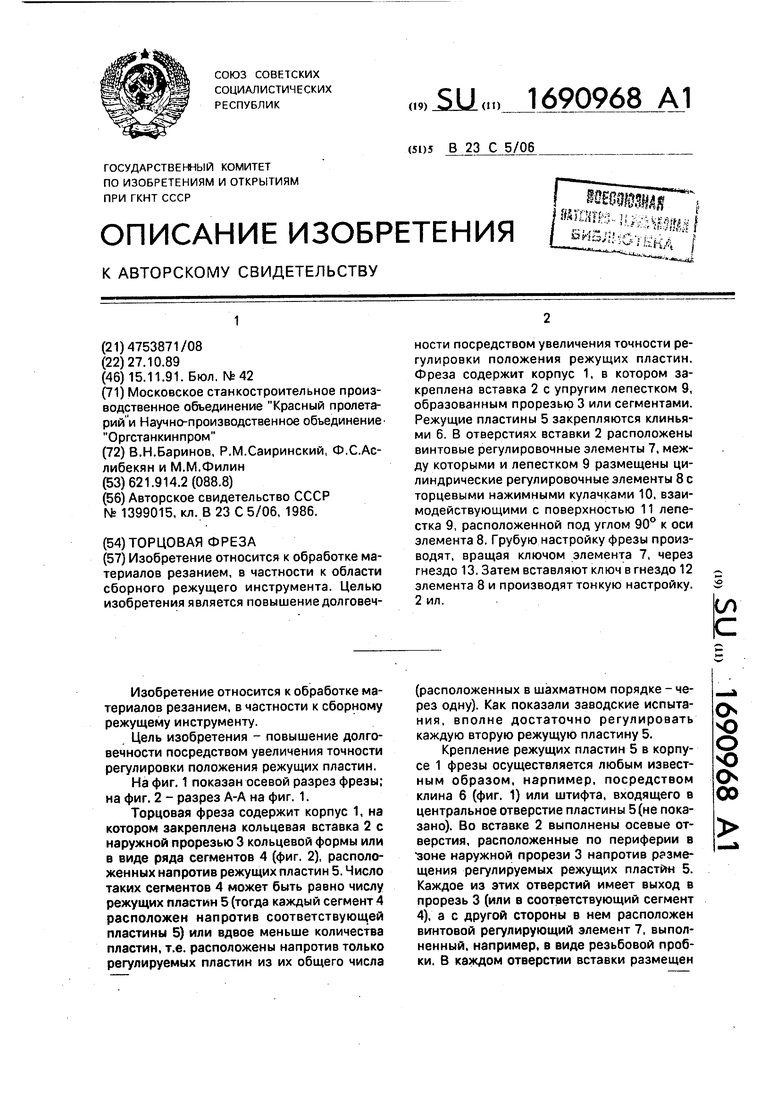
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ТОРЦЕВАЯ ФРЕЗА | 2003 |
|
RU2238825C1 |
| СТОМАТОЛОГИЧЕСКИЙ НАКОНЕЧНИК | 2010 |
|
RU2440059C2 |
| Фреза | 1990 |
|
SU1779486A1 |
| Предохранительная фрикционная муфта | 1989 |
|
SU1762018A1 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| Режущий инструмент | 1987 |
|
SU1484479A1 |
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU1769459C |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1994 |
|
RU2111093C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ВСТАВКА ДЛЯ НЕГО | 2004 |
|
RU2345871C2 |
Изобретение относится к обработке материалов резанием, в частности к области сборного режущего инструмента. Целью изобретения является повышение долговечности посредством увеличения точности регулировки положения режущих пластин. Фреза содержит корпус 1, в котором закреплена вставка 2 с упругим лепестком 9, образованным прорезью 3 или сегментами. Режущие пластины 5 закрепляются клиньями 6. В отверстиях вставки 2 расположены винтовые регулировочные элементы 7, между которыми и лепестком 9 размещены цилиндрические регулировочные элементы 8 с торцевыми нажимными кулачками 10, взаимодействующими с поверхностью 11 лепестка 9, расположенной под углом 90° к оси элемента 8. Грубую настройку фрезы производят, вращая ключом элемента 7, через гнездо 13. Затем вставляют ключ в гнездо 12 элемента 8 и производят тон кую настройку. 2 ил. сл
А-А
фиг-Z
| Торцовая фреза | 1986 |
|
SU1399015A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
