Изобретение относится к обработке металлов давлением и может быть использовано при производстве электротехнических контактов, которые могут быть использованы в авиации электротехнике и других отраслях народного хозяйства
Цель изобретения повышение качества электоотехнических контактов.
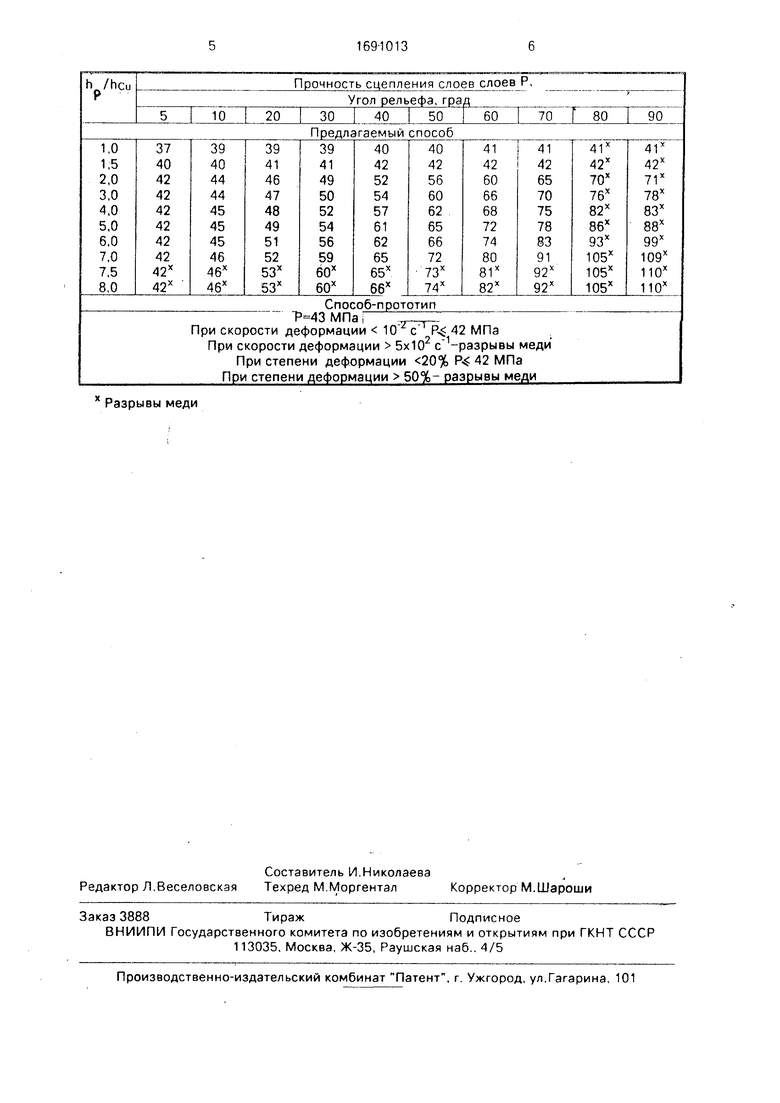
Способ включает предварительное плакирование меди алюминием, сборку, нагрев и деформирование пакета, на плакированную медную заготовку со стороны алюминия наносят клинойоЛ рельеф с углом при вершине 10-70 высотой 2-7 толщины медного слоя, з совместную деформацию с алюминиевой заготовкой цилиндрической формы осуществляют осадкой прч температуре горячей деформации алюминия со скоро стью деформации 10 5-10zc и степенью деформации 20-50%
При нанесении клинового рельефа с уг лом при вершине менее 10 происходит интенсивное пластическое течение материала прослойки, что приводит к разрывам медного слоя
При нанесении клинового рельефа с углом при зершине более 70° требуемое зче ство соединения не достигается
При нанесении клинового рельефа вы сотой менее двух толщин медного елся при|Сл)
контактная деформация недостаточна для {формирования прочного соединения.
Нанесение клинового рельефа высотой более семи толщин медного слоя приводит к разрывам меди.
При деформировании пакета со скоростью менее прочность соединения слоев невысока.
При деформировании пакета со скоростью более 5 10 с происходят разрывы медного слоя.
При деформировании пакета с обжатием менее 20% прочность соединения остается низкой.
При деформировании пакета с обжатием более 50% происходит разрушение медного слоя.
Способ осуществляется следующим об- разом.
На медную ленту марки М1 толщиной 0,3 мм прокаткой наносят алюминиевую прослойку толщиной 3 мм. Затем на двухслойную медную заготовку со стороны алюминия наносят клиновой рельеф с углом при вершине 0-90° и высотой 1-9 толщины слоя меди. Применяют цилиндрические заготовки из алюминия марки АД 1. Собирают пакет v нагревают до 300°С, затем пакеты осаживают со скоростью деформации Ei-Ю2 и степенью деформации 10-70%. Прочность соединения слоев испытывают на раздирание.
Результаты приведены в таблице. Из таблицы видно, что использование предлагаемого способа обеспечивает получение высококачественных электротехнических контактов.
П р и м е р 1, При изготовлении электротехнических контактов осуществляют предварительное плакирование медной ленты алюминием: медная лента толщиной 0,3 мм, марки М1 с плакировкой из алюминия марки АД1 толщиной 3 мм. Затем на двухслойную медную заготовку со стороны елюминия наносят клиновой рельеф с углом при вершине 40° и высотой 1 мм (что состав- гяет 3,3 толщины слоя меди двухслойной
плакировки). Цилиндрическую заготовку диаметром 50 мм подвергают очистке металлическими щетками и обезжириванию авиационным бензином. Плакировку подвергают обезжириванию авиационным бензином. Собирают пакет и нагревают до 300°С с выдержкой при этой температуре в течение 15 мин. Затем пакет осаживают со скоростью 10 с при обжатии пакета 50%.
Прочность соединения слоев испытывают на раздирание.
Прочность соединения 54-60 МПз, дефекты плакировки отсутствуют.
П р и м е р 2. Плакировку из меди в
сочетании с алюминием (толщина медного слоя 0,3 мм, толщина алюминия 3 мм) подвергают очистке со стороны алюминия и наносят со стороны алюминия клиновой рельеф с углом при вершине 60° и высотой
1,5 мм (5 толщин медного слоя). Цилиндрическую алюминиевую заготовку диаметром 50 мм подвергают очистке. Собирают пакет и нагревают до 300°С с выдержкой при этой температуре 15 мин.Пакет осаживают со скоростью1-10с и степенью деформации 50 %. Прочность соединений слоев полученного биметаллического образца 57-62 МПа, дефекты плакировки отсутствуют.
Формула изобретения
Способ получения электротехнических контактов на основе алюминия и его сплавов, включающий предварительное плакирование меди алюминием, сборку пакета с
алюминиевой заготовкой, его нагрев и деформацию, при температуре горячей деформации алюминия, отличающийся тем, что, с целью повышения качества электротехнических контактов, на предварительно
0 плакированной медной заготовке со стороны алюминия выполняют клиновой рельеф с углом при вершине 10-70°, высотой 2-7 толщины медного слоя, алюминиевую заготовку выполняют в виде цилиндра, дефор5 мацию пакета осуществляют осадкой со
fj/
скоростью 10 -5-10 с , степенью деформации 20-50%,
Разрывы меди
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локального плакирования алюминия и его сплавов | 1987 |
|
SU1447611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ, В СОСТАВ КОТОРЫХ ВХОДИТ АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2268124C1 |
| Способ изготовления многослойного пакета | 1989 |
|
SU1682092A1 |
| СЛОИСТАЯ ПРОСЛОЙКА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 2003 |
|
RU2232076C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ СО СЛОИСТОЙ ПЛАКИРОВКОЙ | 2004 |
|
RU2285597C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАБОТКОЙ ДАВЛЕНИЕМ И ЛИТЬЕМ БИМЕТАЛЛОВ НА ОСНОВЕ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2293026C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННЫХ ЛИСТОВ | 1992 |
|
RU2025238C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО ПРОКАТА НА ОСНОВЕ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И АЛЮМИНИЕВОГО СПЛАВА | 2014 |
|
RU2574948C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве электротехнических контактов в авиации,электротехнике и других отраслях народного хозяйства Цель изобретения - повышение качества электротехнических контактов Осуществляют плакирование меди алюминием с одной стороны прокаткой Прокаткой достигается высокая прочность соединения алюминиевой прослойки с медью Затем на плакирован ную медную заготовку со стороны алюми ния наносят клиновой рельеф с углом при вершине 10-70° и высотой 2 7 толщины медного слоя После этого осуществляют сборку пакета, примем алюминиевую заготовку выбирают цилиндрической формы Осуществляют нагрей пакета до температу ры горячей деформации алюминия и осадку при скорости деформации 10-5x10 с и обжатии 20-50% Нанесение на плакированную медную заготовку клинового репье фа и выбор алюминиевой заготовки цилиндрической формы обеспечивают оптимальную схему пластического течения металла, в зоне контакта развитие приконтактных деформаций с разрушением окисных плен алюминия обновление по верхности с установлением п р о ч н о о соединения слоев Изобретение позволяет обеспечить прочное соединение слоев за счет активации процесса взаимодействия наложением кинетических угловий 1 табл С
| Патент США № 4046304, кл В 23 К 20/00, 1977 |
