1
(21)4727574/05
(22)07.08.89
(46) 15.11.91. Бюл. №42
(71)Научно-исследовательский технологический институт Прогресс
(72)Г.П.Кубашев, В.В.Головизнин и О.Л.Ложкин
(53) 678.057.74(088.8)
(56) Пантелеев А.П. и др. Справочник по проектированию технологической оснастки для переработки пластмасс. - М.: Машиностроение, 1986, с. 164.
(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ
(57) Изобретение относится к технологической оснастке для изготовления полимерных изделий с поднутрениями. Цель изобретения - повышение производительности формы за счет автоматизации сброса изделий с выталкивателей. Для этого пуансон формы снабжен подпружиненными ползунами, перемещаемыми в направлении разъема формы, с выполненными на них по линии разъема торцовыми углублениями, причем ход ползуна выполнен меньше хода выталкивателя на величину, превышающую размер торцового углубления ползуна. 2 ил.
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для полимерных из-дЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU837895A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1009791A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма | 1977 |
|
SU604704A1 |
| Этажная литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140999A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
Изобретение относится к технологической оснастке для изготовления полимерных изделий с поднутрениями.
Цель изобретения - повышение производительности формы за счет автоматического сброса изделий с выталкивателей.
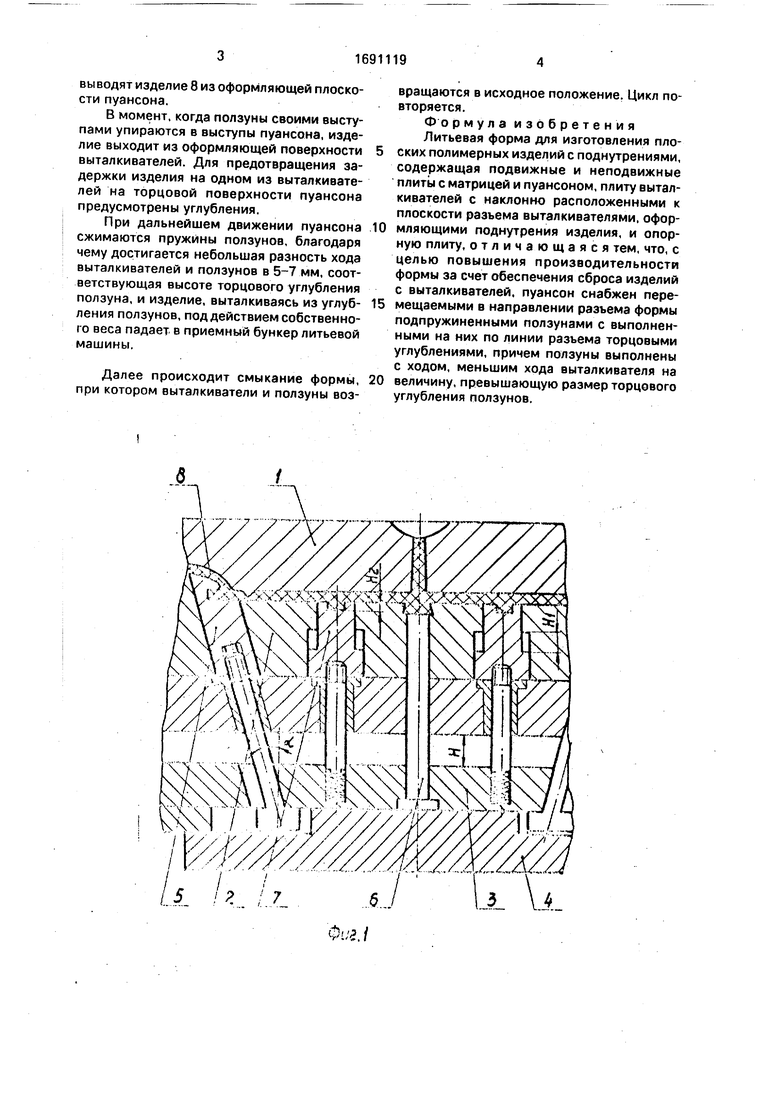
На фиг.1 изображена форма, общий вид; на фиг.2 - форма в момент работы.
Форма состоит из неподвижной матрицы 1, пуансона 2, плиты 3 выталкивателей и опорной плиты 4. На плите выталкивателей расположены наклонные выталкиватели (клинья) 5 под углом а к плоскости разъема и центральный выталкиватель 6. Подпружиненные ползуны 7 пуансона имеют по линии разъема формы торцовые углубления. Наклонные пыталкипатели своей поверхностью оформляют поднутрения изделия 8. Величины хода выталкивателя, ползуна и
высоты торцового углубления в нем обозначены соответственно Н, Hi и Н2.
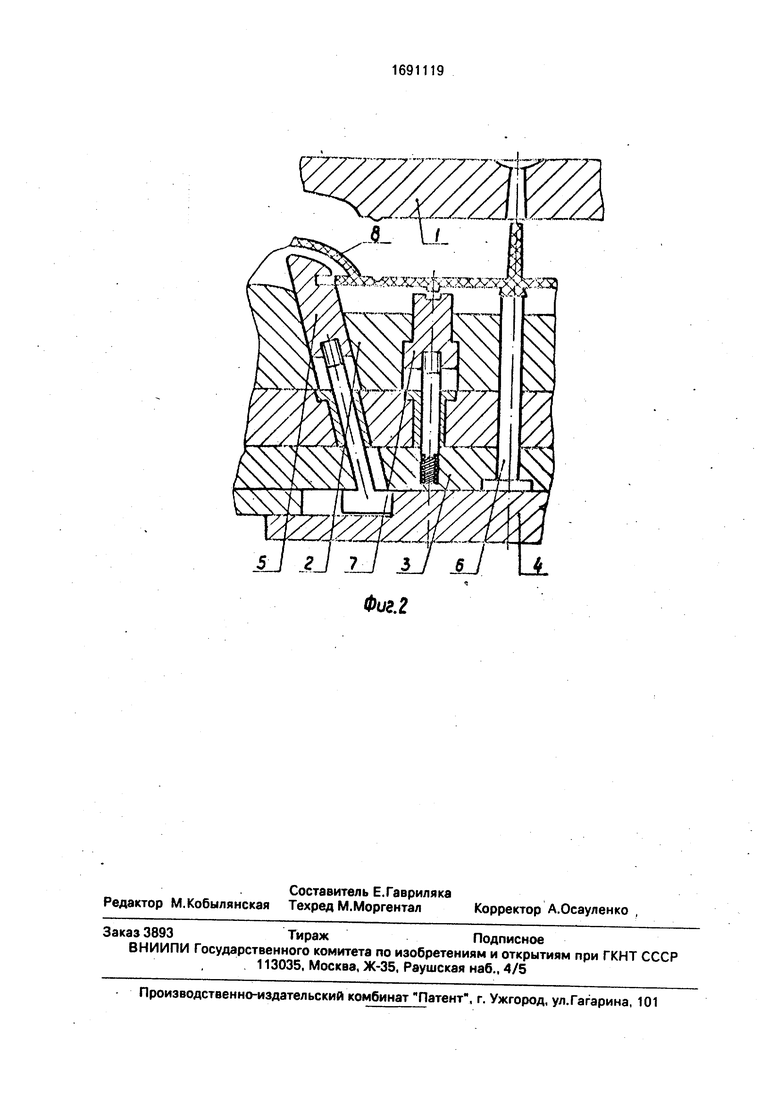
Форма (фиг.2) работает следующим образом.
После впрыскивания расплава полимера в оформляющую полость формы, выдержки его под давлением и охлаждения происходит раскрытие формы. При этом пуансон 2, плита 3 выталкивателей и опорная плита 4 начинают двигаться поступательно, одновременно выводя изделие 8 из поверхности матрицы 1. При дальнейшем движении под действием упора литьевой машины происходит останов опорной плиты 4, плиты 3 выталкивателей с выталкивателями 5 и 6, а также ползунов 7.
Пуансон 2 при этом продолжает свое движение. В результате ползуны 7 и выталкиватели 5 и 6, оставаясь неподвижными.
О
ю
ю
выводят изделие 8 из оформляющей плоскости пуансона.
В момент, когда ползуны своими выступами упираются в выступы пуансона, изделие выходит из оформляющей поверхности выталкивателей. Для предотвращения задержки изделия на одном из выталкивателей на торцовой поверхности пуансона предусмотрены углубления.
При дальнейшем движении пуансона сжимаются пружины ползунов, благодаря чему достигается небольшая разность хода выталкивателей и ползунов в 5-7 мм, соответствующая высоте торцового углубления ползуна, и изделие, выталкиваясь из углуб- ления ползунов, под действием собственного веса падает в приемный бункер литьевой машины.
Далее происходит смыкание формы, при котором выталкиватели и ползуны возвращаются в исходное положение. Цикл повторяется.
Формула изобретения Литьевая форма для изготовления плоских полимерных изделий с поднутрениями, содержащая подвижные и неподвижные плиты с матрицей и пуансоном, плиту выталкивателей с наклонно расположенными к плоскости разъема выталкивателями, оформляющими поднутрения изделия, и опорную плиту, отличающаяся тем, что, с целью повышения производительности формы за счет обеспечения сброса изделий с выталкивателей, пуансон снабжен перемещаемыми в направлении разъема формы подпружиненными ползунами с выполненными на них по линии разъема торцовыми углублениями, причем ползуны выполнены с ходом, меньшим хода выталкивателя на величину, превышающую размер торцового углубления ползунов.
ь
Фиг.2
