Изобретение относится к переработ ке пластмасс в изделия.
Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную плиту матриц, подвижную плиту пуансонов, плиту выталкивателей и сбрасыватель изделий, залипающих на выталкивателях, выполненный в виде установленных в плите выталкивателей подпружиненного контртолкателя с кольцевой проточкой и буртиком, упора, взаимодбйствующего одним концом с плитой пуансонов, и шарнирно закрепленного в плите выталкивателей двуплечего рычага, одно плечо которого подпружинено и контактирует с упором, а другое плечо выполнено с выступом, установленным в кольцевой проточке контртодкателя l .
. . Однако в известной форме сбрасыватель изделий, залипающих на выталкивателях, сложен в изготовлении, а размещение сбрасывателя в плите выталкивателей непосредственно под , рабочей зоной не позволяет рационально, располагать оформляющие гнезда по плоскости разъема формы.
Наиболее близким техническим ре. шением к изобретению является литьевая форма для изготовления полимерных изделий,- содержащая неподвижную . плиту матриц, подвижную плиту пуанtfOHOB с .пазом, имеющим наклонную поверхность, плиту выталкивателей, литниковую систему и сбрасыватель изделий, залипающих на выталкивате. лях, связанный с плитой выталкивания и выполненный с выемкой под литниковую систему. Сбрасыватель изделий, залипающих на выталкивателях, выполнен в виде стержня, закрепленного ыарнирно в пазу плиты выталкивателей с возможностью перемещения вдоль паза и имеющего на.клонный , участок, взаимодействующий с наклонной поверхностью паза плиты пуансонов 2 .
Однако при выполнении стержня с . наклонным участком точка воздействия плиты выталкивания на один его конец - И точка воздействия на литниковую
систему на другом конце не лежат на одной Прямой, поэтому стержень находитря в состоянии неустойчивого равновесия, что не обеспечивает надежной работы сбрасывателя, кроме того, для правильного м6нтах а сбрасывателя необходимо выполнять плиты
. формы по высоте с высокой степенью
точности.
Целью изобретения явллется повышение надежности литьевой формы.
Поставленная цель достигается тем, что в литьевой Форме для изготовления полимернглх изделий, содержаией неподвижн то плиту матриц, подвижную плиту пуансонон с пазом,.
имеющим наклонную поверхность, плиту выталкивателей, литниковую сис тему и сбрасыватель залипасмдих на выталкивателях изделий, связанный с плитой выталкивателей и выполненный 5 с выемкой под литниковую систему, сбрасыватель изделий выполнен в виде подпружиненного ползуна с наклонной поверхностью, контактирующей с наклонной поверхностью паза плиты пу10 ансонов, и планки, соединенной с ползуном направляющей, причем планка снабжена подпружиненной защелкой, взаимодействующей с ползуном, а в пазу плиты пуансонов на плоскости
5 Гэзъема установлен упор, взаимодействующий с защелкой.
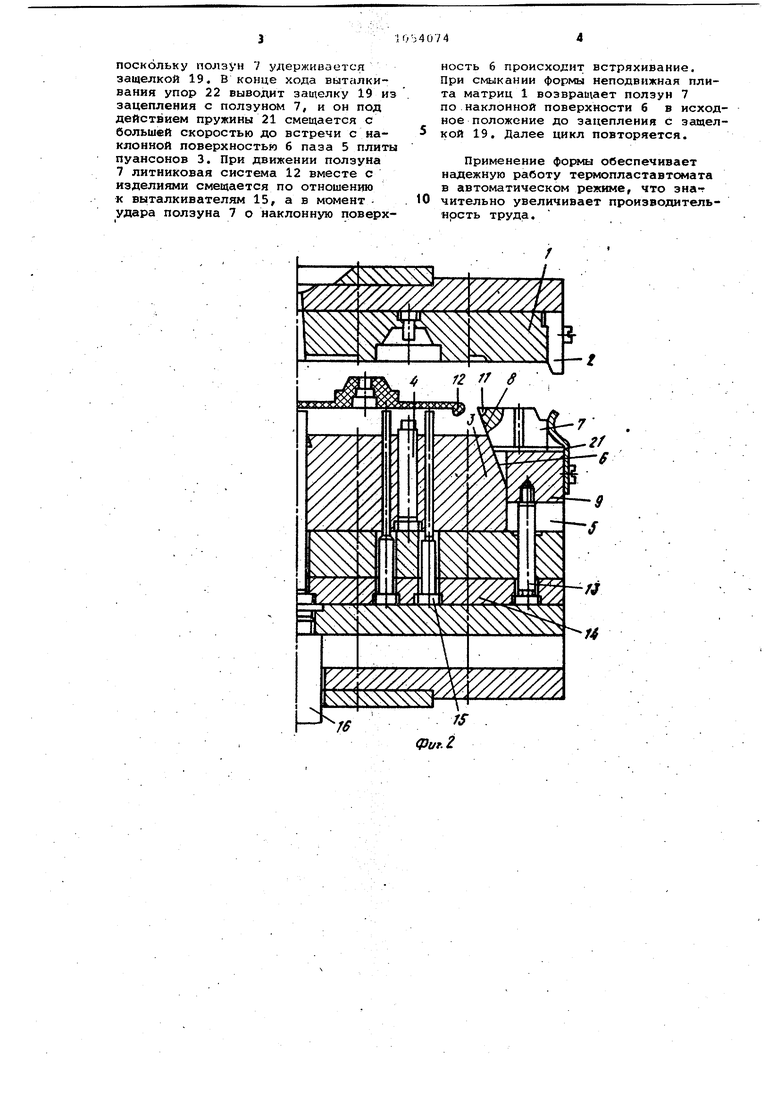
На фиг. 1 изображена литьевая форма, продольный разрез на фиг.2 то же, в раскрытом состоянии-, на
Q фиг. 3 - вид на неподвижную плиту пуансонов по плоскости разъема; на фиг. 4 - разрез А-А на фиг. 3.Литьевая форма содержит неподвижную плиту матриц 1 с закрепленным
5 на ее торце запорнь1М сухарем 2, , подвижную плиту пуансонов 3 с пуансонами 4 и пазом 5 в торцовой части . с наклонной поверхностью б, сбра- . сыватель изделий, выполненный в виде ползуна 7 с наклонной поверхностью
8, контактирующей с наклонной поверхностью 6 паза 5 плиты пуансонов . 3, и планки 9, соединенной с .ползуком 7 направляющей 10, выполненной, например, в виде ласточкинового
5 хвоста. На ползуне 7 выполнена выемка 11 под литниковую систему 12. Планка соединена стержнем 13 с плитой выталкивателей 14, в которой расположены выталкиватели 15 и шток .
0 16. На планке 9 выполнен выступ 17, на котором на оси 18 установлена защелка 19, подпружиненная пластинчатой пружиной 20. На планке 9 закреплена пружина 21, контактирующая с
5 торцом ползуна 7. В пазу 5 плиты пуансонов 3 на плоскости разъема установлен упор 22.
Форма работает следующим образом. После выполнения формы полимером
,. и его затвердевания подвижная часть фор1чы отходит от неподвилсной, освобождая изделие из неподвижной плиты матриц 1, а ползун 7 выходит из зацепления с запорным сухарем 2. При дальнейшем раскрытии формы шток 16
5 наталкивается на упор литьевой машины. Прекращает движение плита выталкивателей 14 с выталкивателями 15 и стержнем 13. Подвижная плита пуансонов 3 продолжает движение,
0 при этом изделия снимаются выталкивателями 15 с пуансонов 4, а планка 9 и ползун 7 под воздействием стержня 13 начинает выдвигаться из паза 5 плиты пуансонов 3, не ме5 няя взаимного положения между собой,
поскольку ползун 7 удерживается защелкой 19, В конце хода выталкивания упор 22 выводит защелку 19 из зацепления с ползуном 7, и он под действием пружины 21 смещается с большей скоростью до встречи с наклонной поверхностью 6 паза 5 плиты пуансонов 3. При движении ползуна 7 литниковая система 12 вместе с изделиями смещается по отношению к выталкивателям 15, а в момент удара ползуна 7 о наклонную поверхность 6 происходит встряхивание. При смыкании формы неподвижная плита матриц 1 возвращает ползун 7 по наклонной поверхности 6 в исходное положение до зацепления с защелкой 19, Далее цикл повторяется.
Применение формы обеспечивает надежную работу термопластавтомата в автоматическом режиме, что зна-г чительно увеличивает производительнрсть труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793778A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1147587A2 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий | 1979 |
|
SU793776A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1113261A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма | 1990 |
|
SU1735033A1 |

ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая неподвижную плиту матриц, подвижную плиту пуансонов с пазом, именицим наклонную поверхность,, плиту выталкивателей, литниковую систему и сбра сыватель залипающих на выталкивате- лях изделий, связанный сплитой выталкивателей и, выполненный с выем«кой под литниковую систему, о т л ичаюшаяся тем, что, с целью повышения надежности, сбрасыватель изделий выполнен в виде по;(зуна с наклонной поверхностью;, контактирующей с наклонной поверхностью паза плиты пуансонов, и планки, соединенной с ползуном направляющей, причем планка снабжена подпружиненной защелкой, взаимодействующей с ползуном, а в пазу плиты пуансонов на плоскости разъема устаьновлен упор, взаимодействующий с защелкой. . 
AA
22 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793778A1 |
| Солесос | 1922 |
|
SU29A1 |
| -. | |||
