Изобретение относится к области переработки пластмасс в изделия литьем под давлением, в частности к изготовлению изделий с поднутрениями.
Наиболее близким решением является пресс-форма, которая содержит подвижную полуформу с неподвижным стержнем, оформляющим внутреннюю поверхность в отливке, неподвижную полуформу, оформляющую наружную поверхность, и подвижный стержень с выступающим элементом, оформляющим поднутрение и выводимым из него по наклонному каналу, расположенному в неподвижном стержне, при его перемещении совместно с подвижной плитой формы.
К недостаткам следует отнести конструкцию узла элемента, оформляющего поднутрение. Неподвижный стержень с прорезью в нем для размещения оси, закрепленной в трубчатом выталкивателе, не может обеспечить без нарушения функциональных свойств конструкции гарантированного съема отливки с пуансона, так как трубчатый выталкиватель и подвижный стержень движутся совместно и в одном направлении. Это приводит к зависанию отливки на стержне и элементе.
Кроме того, невозможно изготовление в такой форме изделий с несколькими поднутрениями, так как невозможно разместить в неподвижном стержне несколько осей.
Целью изобретения является расширение технологических возможностей и обеспечение гарантированного сброса изделий с пуансона.
Указанная цель достигается за счет того, что оформляющий поднутрение элемент выполнен в виде набора дисков и установленной концентрично хвостовику пуансона гильзой с винтовыми пазами, связанной посредством штоков с дисками, причем форма снабжена приводом поворота дисков, выполненным в виде закрепленного на подвижной плите концентрично хвостовику полого цилиндрического ползуна с радиальными пальцами для взаимодействия с винтовыми пазами.
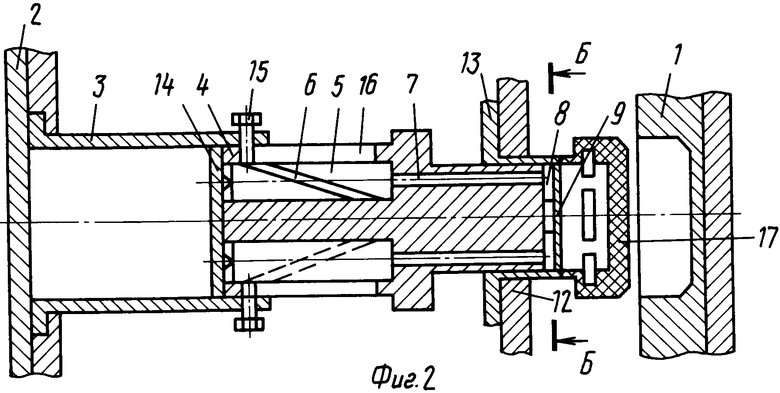
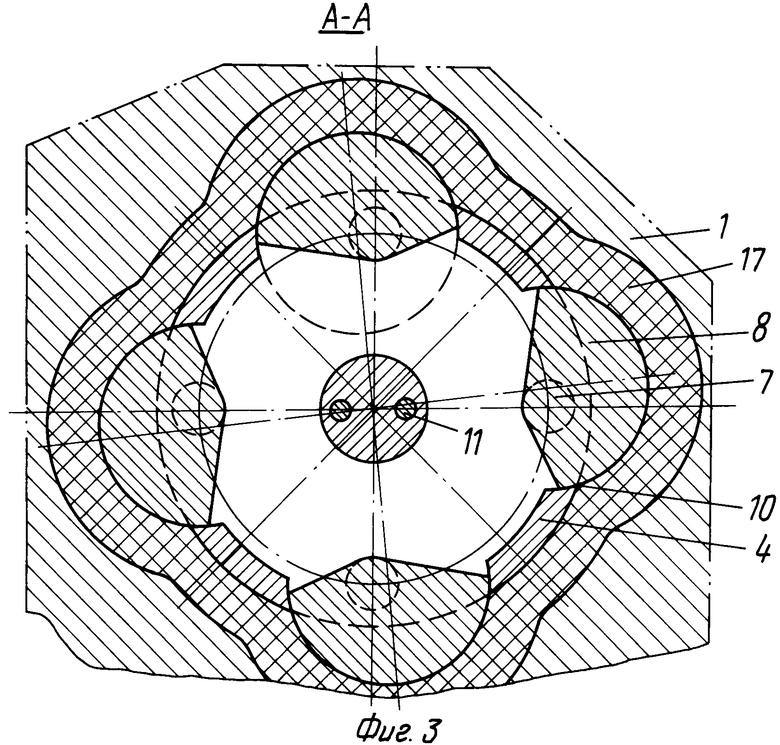
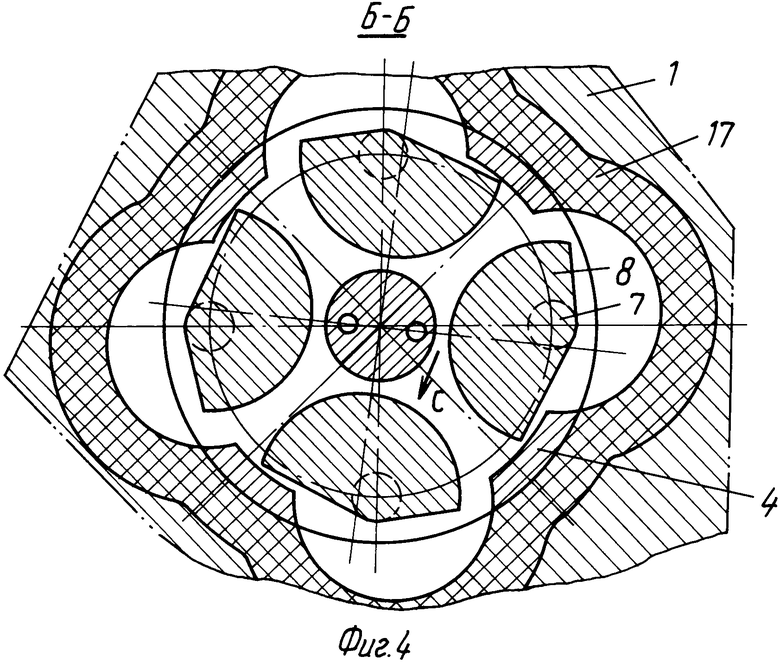
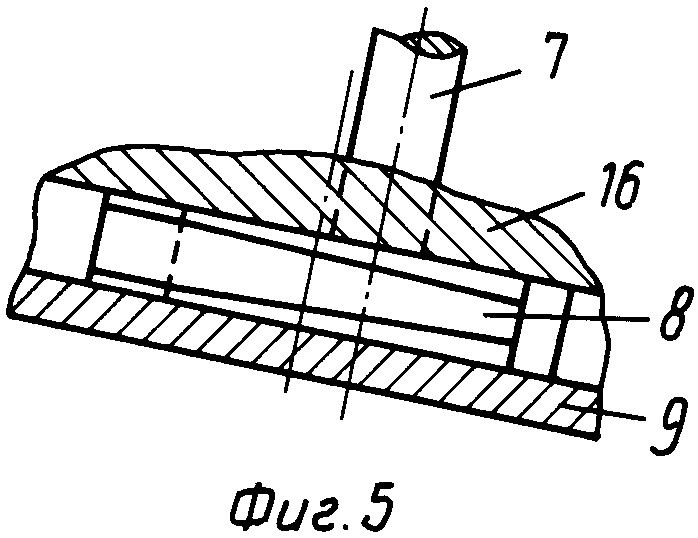
На фиг. 1 представлен продольный разрез литьевой формы в положении отливки детали; на фиг.2 - продольный разрез формы в положении извлечения отливки из формы; на фиг.3 - разрез по А-А на фиг.1; на фиг.4 - разрез по Б-Б на фиг.1; на фиг.5 - вид по стрелке С на фиг.4. На фиг.1-5 изображена форма с несколькими поднутрениями.
Литьевая форма для изготовления полимерных изделий с поднутрениями содержит неподвижную плиту-матрицу 1, подвижную плиту 2, жестко связанную с полым ползуном 3, способным скользить по цилиндрической поверхности держателя 4 пуансона.
В пазу держателя пуансона 4 установлена гильза 5 с выполненным по поверхности винтовым пазом 6, в виде винтовой линии в половину оборота, а с торца штоком 7, пронизывающим держатель 4 по всей длине с жестким креплением торца штока к диску 8, выполненному в форме поднутрения и заключенному в зазоре между торцом держателя 4 и крышкой 9 (см. фиг.3) с возможностью вращения в этом зазоре совместно со штоком 7 и гильзой 5. Такое выполнение обеспечивает плотное прилегание эксцентрично закрепленного диска как к цилиндрическим поверхностям 10, так и к торцу расточки держателя 4 болтами 11.
Плита 12 подвижна в начальный момент раскрытия формы и содержит выталкиватель 13, связанный с выталкивателем литьевой машины. Гильза 5 зафиксирована в пазу держателя 4 крышкой 14 с возможностью вращения ее вокруг своей оси, а фигурный винт 15 установлен в ползуне 3 с возможностью взаимодействия его с винтовым пазом 6 гильзы 5.
На поверхности держателя 4 для прохождения болта 15 выполнен паз 16. Плиты формы связаны направляющими колонками для обеспечения параллельности плит при их перемещении.
Форма работает следующим образом. В положении полного смыкания (см.фиг. 1) производят заливку формообразующей полости формы расплавом термопласта, а затем охлаждают деталь. С этого момента плита 2 начинает отходить влево. При этом отливка 17, оставаясь на пуансоне, извлекается из плиты-матрицы 1. При дальнейшем перемещении подвижной плиты 2 плиты 12 останавливается и фигурный винт 15 своим концом, взаимодействя с пазом 6 гильзы 5, вращает ее, поворачивая эксцентрично насаженный диск 8 на 180о. При этом диск удаляется из поднутряющей полости, подготавливая отливку к сбросу с пуансона. Для облегчения вывода диска 8 из поднутряющей полости он выполнен со скосами (см. фиг.3 и 4). что исключает затирание диска при его повороте.
Сброс отливки осуществляется выталкивателем 13, связанным с выталкивателем литьевой машины. После сброса отливки при ходе плиты 2 вправо пуансон вводится в плиту-матрицу 1, гильза 5 поворачивается в обратном направлении, диск 8 занимает поднутряющее положение, а выталкиватель - исходную позицию (см. фиг.1). Форма готова к новому циклу.
В результате реализации предлагаемого решения может быть получен эффект изготовления деталей с несколькими поднутрениями-полостями
и гарантированный сброс детали с пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ТЕРМОПЛАСТОВ | 1992 |
|
RU2090366C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПРЕСС-ОСТАТКА ОТ ЦЕНТРАЛЬНОГО ЛИТНИКА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2043851C1 |
Использование: при изготовлении изделий с поднутрениями. Сущность изобретения: форма содержит плиту-матрицу 1, связанный с подвижной плитой пуансон 4, оформляющий поднутрение элемент, выполненный в виде набора дисков 8 и установленной концентрично хвостовику пуансона гильзой 5 с винтовыми пазами 6, связанной посредством штоков 7 с дисками. Причем форма снабжена приводом поворота дисков, выполненным в виде закрепленного на подвижной плите концентрично хвостовику полого цилиндрического ползуна 3 с радиальными пальцами для взаимодействия с винтовыми пазами. 5 ил.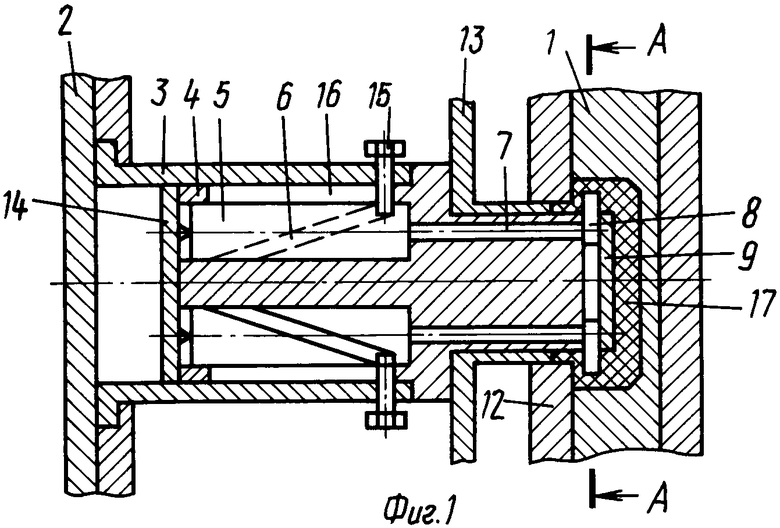
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ, содержащая неподвижную плиту -матрицу, связанный с подвижной плитой пуансон, оформляющий поднутрение элемент и трубчатые выталкиватели, отличающаяся тем, что, с целью расширения технологических возможностей и обеспечения гарантированного сброса изделий с пуансона, оформляющий поднутрение элемент выполнен в виде набора дисков и установленной концентрично хвостовику пуансона гильзы с винтовыми пазами, связанной посредством штоков с дисками, причем форма снабжена приводом поворота дисков, выполненным в виде закрепленного на подвижной плите концентрично хвостовику полого цилиндрического ползуна с радиальными пальцами для взаимодействия с винтовыми пазами.
| Пресс-форма для литья под давлением отливок с поднутрениями | 1985 |
|
SU1256854A1 |
