о 9 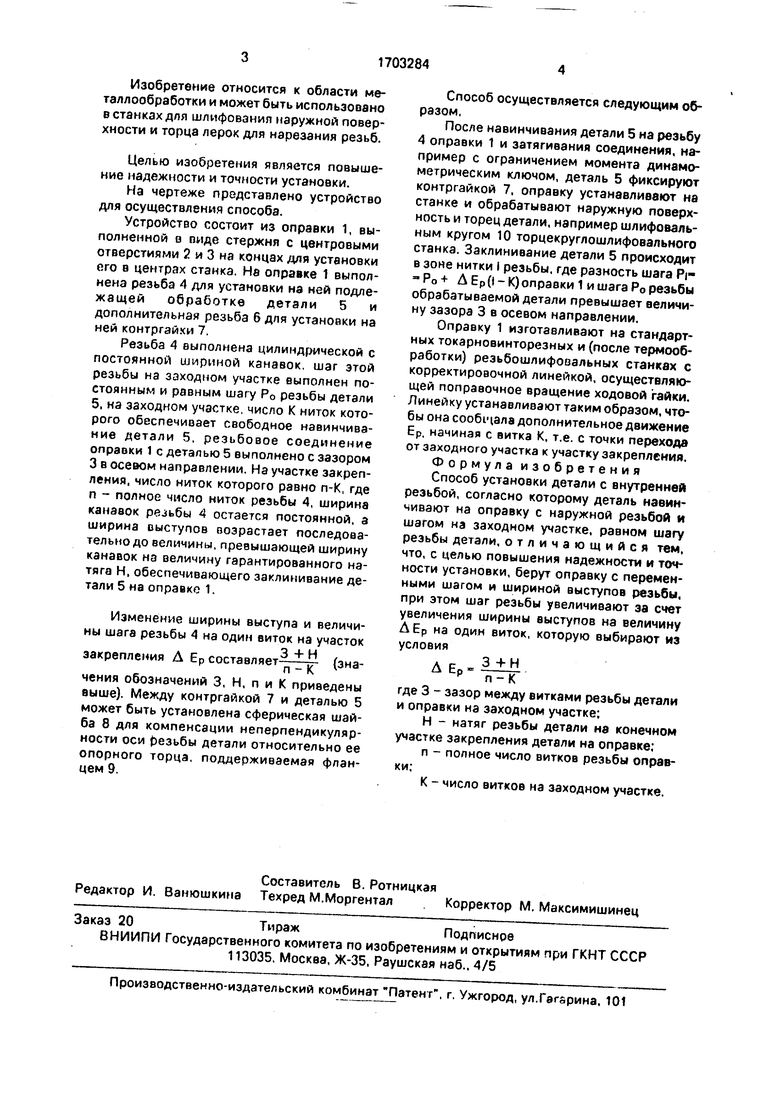
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| Метчик | 1980 |
|
SU1038126A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1991 |
|
RU2005583C1 |
| Держатель для резьбонарезного инструмента | 1985 |
|
SU1266669A2 |
| ЗАМОК ДЛЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2669018C2 |
| Предохранительный патрон для метчиков | 1988 |
|
SU1567336A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Устройство для обработки многозаходных винтовых канавок | 1990 |
|
SU1812013A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ | 2009 |
|
RU2414998C2 |
Изобретение относится к металлообработке и может быть использовано в станках для шлифования наружной поверхности и торца лерок для нарезания резьб. Целью изобретения является повышение надежности и точности установки. Деталь 5 наворачивают на резьбу 4 оправки 1 до ее заклинивания на участке с переменной увеличивающейся шириной ДЕр выступов при постоянной ширине канавок. На этом участке разность шага 1-го витка PI Р0 + А Ер (i - К) оправки 1 и шага Р0 резьбы обрабатываемой детали 5 превышает величину зазора в осевом направлении, где К - чисчо ниток резьбы 4 на заходнсм участке. Деталь 5 фиксируют контргайкой 7 и устанавливают оправку 1 на станке для последующей обработки. 1 ил. ел С
YWVvVv
J IV.
4 О СО Ю 00
Јь
,«1
Ро Ро.
Изобретение относится к области металлообработки и может быть использовано в станках для шлифования наружной поверхности и торца лерок для нарезания резьб.
Целью изобретения является повышение надежности и точности установки.
На чертеже представлено устройство для осуществления способа.
Устройство состоит из оправки 1, выполненной в пиде стержня с центровыми отверстиями 2 и 3 на концах для установки его в центрах станка. На оправке 1 выполнена резьба 4 для установки на ней подлежащей обработке детали 5 и дополнительная резьба 6 для установки на ней контргайки 7.
Резьба 4 выполнена цилиндрической с постоянной шириной канавок, шаг этой резьбы на заходном участке выполнен постоянным и равным шагу Р0 резьбы детали 5, на заходном участке, число К ниток которого обеспечивает свободное навинчива- ние детали 5, резьбовое соединение оправки 1 с деталью 5 выполнено с зазором 3 в осевом направлении. На участке закрепления, число ниток которого равно п-К, где п - полное число ниток резьбы 4, ширина канавок резьбы 4 остается постоянной, а ширина выступов возрастает последовательно до величины, превышающей ширину канавок на величину гарантированного натяга Н, обеспечивающего заклинивание детали 5 на оправке 1.
Изменение ширины выступа и величины шага резьбы 4 на один виток на участок
3 + Н закрепления Д Ер составляет- тг (зна
ПгЧ
чения обозначений 3, Н, п и К приведены выше). Между контргайкой 7 и деталью 5 может быть установлена сферическая шайба 8 для компенсации неперпендикулярности оси резьбы детали относительно ее опорного торца, поддерживаемая фланцем 9.
Способ осуществляется следующим образом,
После навинчивания детали 5 на резьбу 4 оправки 1 и затягивания соединения, например с ограничением момента динамометрическим ключом, деталь 5 фиксируют контргайкой 7, оправку устанавливают на станке и обрабатывают наружную поверхность и торец детали, например шлифовальным кругом 10 торцекруглошлифовального станка. Заклинивание детали 5 происходит в зоне нитки I резьбы, где разность шага Pi- Ро + Д Ер () - К) оправки 1 и шага Ро резьбы обрабатываемой детали превышает величину зазора 3 в осевом направлении.
Оправку 1 изготавливают на стандартных токарновинторезных и (после термообработки) реэьбошлифовальных станках с корректировочной линейкой, осуществляющей поправочное вращение ходовой гайки. Линейку устанавливают таким образом, чтобы она сообщала дополнительное движение Ер, начиная с витка К, т.е. с точки перехода отэаходного участка к участку закрепления.
Формула изобретения
Способ установки детали с внутренней резьбой, согласно которому деталь навинчивают на оправку с наружной резьбой и шагом на заходном участке, равном шагу резьбы детали, отличающийся тем, что, с целью повышения надежности и точности установки, берут оправку с переменными шагом и шириной выступов резьбы, при этом шаг резьбы увеличивают за счет увеличения ширины выступов на величину ДЕР на один виток, которую выбирают из условия
А с 3 +Н 1ПГ
где 3 - зазор между витками резьбы детали и оправки на эаходном участке;
Н - натяг резьбы детали на конечном участке закрепления детали на оправке;
п - полное число витков резьбы оправки;
К - число витков на заходном участке.
| Горошкин А.К | |||
| Приспособления для металлорежущих станков | |||
| М.: Машиностроение, 1965, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
