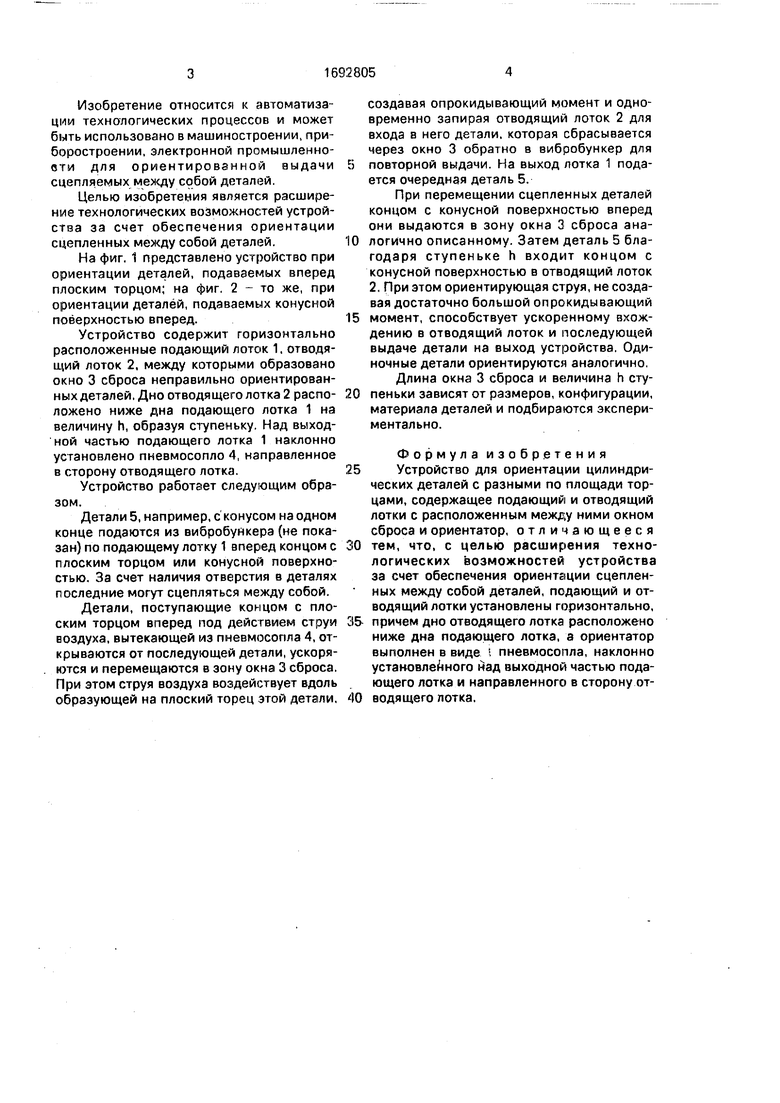
Фиг.1
Изобретение относится к автоматизации технологических процессов и может быть использовано в машиностроении, приборостроении, электронной промышленно- вти для ориентированной выдачи сцепляемых между собой деталей.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения ориентации сцепленных между собой деталей.
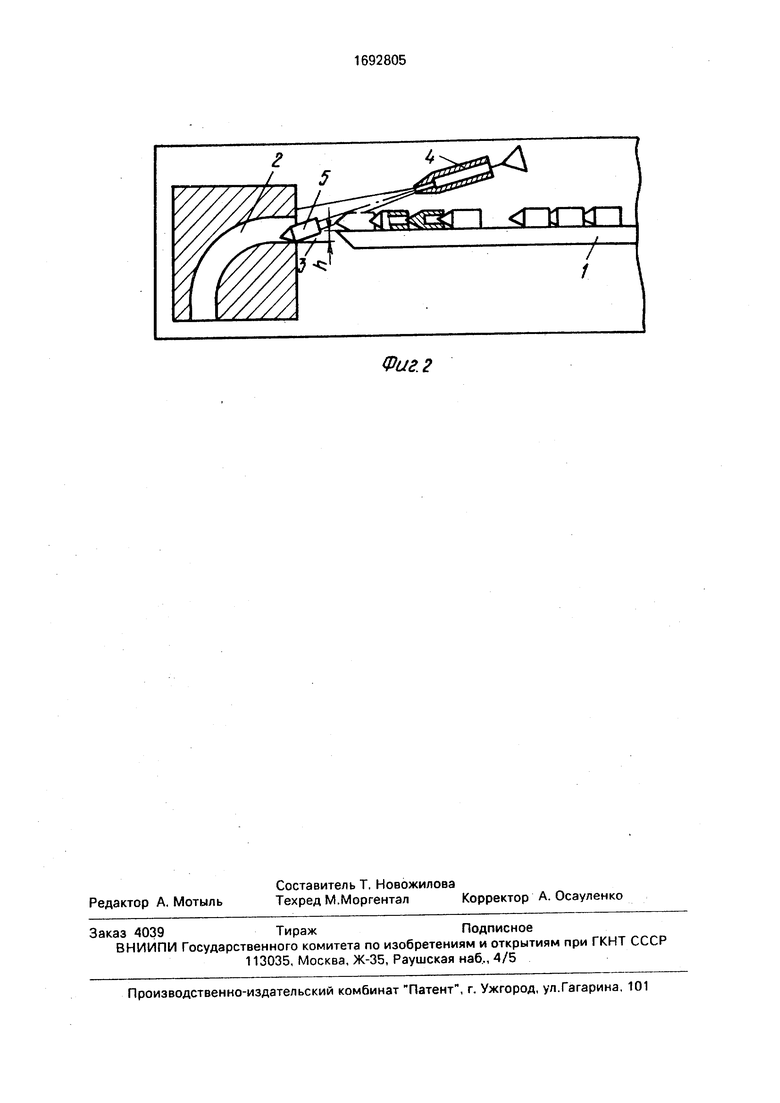
На фиг. 1 представлено устройство при ориентации деталей, подаваемых вперед плоским торцом; на фиг. 2 - то же, при ориентации деталей, подаваемых конусной поверхностью вперед.
Устройство содержит горизонтально расположенные подающий лоток 1. отводящий лоток 2, между которыми образовано окно 3 сброса неправильно ориентированных деталей, Дно отводящего лотка 2 расположено ниже дна подающего лотка 1 на величину h, образуя ступеньку. Над выходной частью подающего лотка 1 наклонно установлено пневмосопло 4, направленное в сторону отводящего лотка.
Устройство работает следующим образом.
Детали 5, например, с конусом на одном конце подаются из вибробункера (не показан) по подающему лотку 1 вперед концом с плоским торцом или конусной поверхностью. За счет наличия отверстия в деталях последние могут сцепляться между собой.
Детали, поступающие концом с плоским торцом вперед под действием струи воздуха, вытекающей из пневмосопла 4, открываются от последующей детали, ускоряются и перемещаются в зону окна 3 сброса. При этом струя воздуха воздействует вдоль образующей на плоский торец этой детали.
создавая опрокидывающий момент и одновременно запирая отводящий лоток 2 для входа в него детали, которая сбрасывается через окно 3 обратно в вибробункер для
повторной выдачи. На выход лотка 1 подается очередная деталь 5.
При перемещении сцепленных деталей концом с конусной поверхностью вперед они выдаются в зону окна 3 сброса аналогично описанному. Затем деталь 5 благодаря ступеньке h входит концом с конусной поверхностью в отводящий лоток 2. При этом ориентирующая струя, не создавая достаточно большой опрокидывающий
момент, способствует ускоренному вхождению в отводящий лоток и последующей выдаче детали на выход устройства. Одиночные детали ориентируются аналогично. Длина окна 3 сброса и величина h ступеньки зависят от размеров, конфигурации, материала деталей и подбираются экспериментально.
Формула изобретения
Устройство для ориентации цилиндрических деталей с разными по площади торцами, содержащее подающий и отводящий лотки с расположенным между ними окном сброса и ориентатор, отличающееся
тем, что, с целью расширения технологических возможностей устройства за счет обеспечения ориентации сцеплен- ных между собой деталей, подающий и отводящий лотки установлены горизонтально,
причем дно отводящего лотка расположено ниже дна подающего лотка, а ориентатор выполнен в виде пневмосопла, наклонно установленного над выходной частью подающего лотка и направленного в сторону отводящего лотка,
nnn
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации цилиндрических деталей с разными по форме торцами | 1987 |
|
SU1572786A1 |
| Вибробункер | 1982 |
|
SU1039686A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1993 |
|
RU2049643C1 |
| Устройство для ориентации плоских деталей | 1990 |
|
SU1759600A1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| Устройство для ориентации плоских деталей | 1985 |
|
SU1344575A1 |
| Вибрационное загрузочное устройство | 1982 |
|
SU1021559A1 |
| Устройство для ориентации плоских деталей с разными по площади концами | 1990 |
|
SU1745516A1 |
| Автомат для обработки и контроля деталей | 1988 |
|
SU1609539A1 |
| Устройство для ориентации деталей | 1988 |
|
SU1549719A1 |
Изобретение относится к автоматизации технологических процессов и может быть использовано в машиностроении, приборостроении для ориентированной выдачи сцепляемых между собой деталей. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения ориентации сцепленных между собой деталей. Детали 5, например, с конусом на одном конце подаются из вибробункера по подающему лотку 1 вперед плоским торцом титут Орг ЦИМИ тизаожет придачи изоских печеобой м на а по рцом или конусной поверхностью. За счет наличия отверстия в деталях последние склонны к сцеплению между собой. Между подающим лотком 1 и отводящим лотком 2 обра зовано окно 3 сброса неправильно ориентированных деталей. Над выходной частью подающего лотка 1 наклонно установлено пневмосопло 4, направленное в сторону отводящего лотка 2. Детали, поступающие концом с плоским торцом вперед, под действием струи воздуха, вытекающей из пневмосопла 4, отрываются от последующей детали, ускоряются и перемещаются в зону окна 3 сброса. При этом струя воздуха воздействует вдоль образующей на плоский торец детали, создавая опрокидывающий момент и одновременно запирая отводящий лоток 2. При перемещении сцепленных деталей концом с конусной поверхностью вперед они выдаются в зону окна сброса, благодаря ступеньке между подающим и отводящим лотками деталь 5 входит конусным концом в отводящий лоток и перемещается по последнему. 2 ил. 4 8ПГП ГПГПГП ел с о NO го 00 о ел I /
Фиг. 2
| Устройство для ориентации и подачиСТЕРжНЕй C ВыСТупОМ | 1979 |
|
SU829511A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
