&
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки инструментальных сталей | 1991 |
|
SU1813107A3 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2004 |
|
RU2277129C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ВЫСОКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2004 |
|
RU2277128C1 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| Способ производства полосы | 1987 |
|
SU1573036A1 |
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| Способ изготовления холоднокатаной нагартованной ленты для производства биметаллических ленточных пил | 1991 |
|
SU1780884A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
| Способ производства горячекатаных полос из инструментальных сталей | 1988 |
|
SU1507820A1 |
Изобретение относится к черной металлургии, преимущественно к производству горячекатаного рулонного поднята из сталей с содержанием углерода 0,5-1,2%. Цель изобретения - повышение пластичности за счет образования в структуре зернистого перлита. Способ включает горную прокатку с обжатием в двух последних проходах на 30-50%, охлаждение душированием сверху и снизу перед смоткой со скоростью 150- 300°С/с на глубину от 1/6 до 2/5 толщины полосы, смотку полосы в рулон, охлаждение рулона со скоростью 50-200°С/ч в течение 0,5-2 ч даже на воздухе. Предлагаемый способ дает возможность повысить пластичность металла на 25-30%. 1 табл
Изобретение относится к черной металлургии, преимущественно к производству горячекатаного полосового подката из сталей с содержанием углерода 0,5-1,2%.
Цель изобретения - повышение пластичности за счет образования в структуре зернистого перлита,
Способ включает горячую прокатку с обжатием в двух последних проходах на 30- 50%, охлаждение душированием сверху и снизу перед смоткой со скоростью 150- 300°С/с на глубину от 1/6 до 2/5 толщины полосы, смотку полосы в рулон, дальнейшее охлаждение рулона со скоростью 50.- 200°С/ч в течение 0,5-2 ч, далее на воздухе.
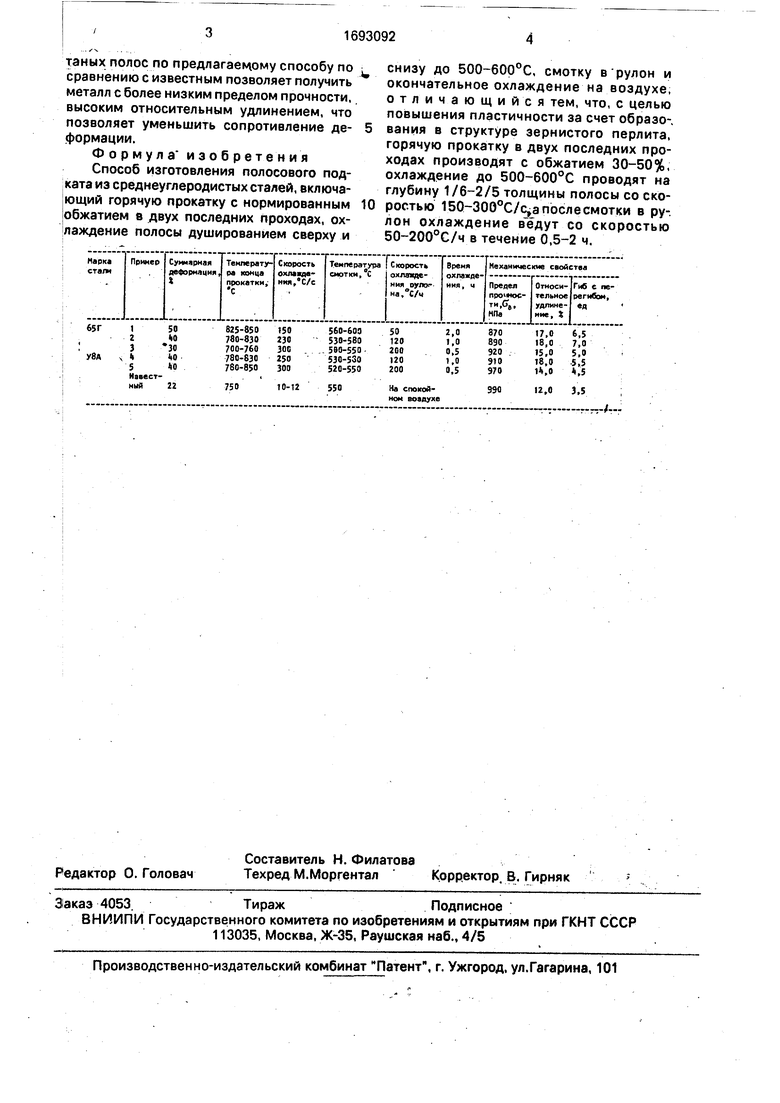
Прокатку полос из сталей 65Г и У8А проводят на полунепрерывном стане горячей прокатки со скоростью 5,0-7,5 м/с. Душирование металла осуществляют сверху и снизу в ламинарно-щелевой установке, установленной за чистовой группой стана. С помощью контрольной термопары, помещаемой между витками рулона в процессе смотки на моталке, контролируют повышение температуры металла в рулоне, которое составляет 50-120°С (в зависимости от условий душирования и толщины полосы). Охлаждение рулонов производят на отдельно стоящих стендах и на складе в массе рулонов с температурой 580-700°С. Глубину переохлажденной зоны определяют с помощью оптического и электронного микроскопов по характеру микроструктуры металла в поперечном сечении полосы.
В таблице приведены данные механических испытаний. Из приведенных в таблице данных следует, что производство горячекаО Ч)
00
s
to
таных полос по предлагаемому способу по сравнению с известным позволяет получить металл с более низким пределом прочности, высоким относительным удлинением, что позволяет уменьшить сопротивление деформации.
Формула изобретения Способ изготовления полосового подката из среднеуглеродистых сталей, включающий горячую прокатку с нормированным обжатием в двух последних проходах, охлаждение полосы душированием сверху и
750
10-12
550
0
снизу до 500-600°С, смотку в рулон и окончательное охлаждение на воздухе, отличающийся тем, что, с целью повышения пластичности за счет образо-, вания в структуре зернистого перлита, горячую прокатку в двух последних проходах производят с обжатием 30-50%, охлаждение до 500-600°С проводят на глубину 1/6-2/5 толщины полосы со скоростью 150-3000С/с,а после смотки в рулон охлаждение ведут со скоростью 50-200°С/ч в течение 0,5-2 ч.
На спокойном воздухе
390
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
