Изобретение относится к производству листового и полосового стального проката, преимущественно нагартованной ленты из средне-, высокоуглеродистых и легированных сталей с повышенными требованиями к качеству поверхности, уровню и однородности механических свойств.
Холоднокатаная нагартованная лента для биметаллических ленточных пил должна иметь высокое значение предела прочности (до 1050 Н/мм ) при разбросе свойств не более 200 Н/мм и высоком качестве поверхности по наличию оксидной пленки, шероховатости и механическим повреждениям (царапины, риски). Предъявляются также высокиетребонания по глубине обезуглеро- женного слоя
Известна технология производства холоднокатаной нагартованной ленты, включающая горячую прокатку, отжиг и травление подката, холодную прокатку, промежуточный отжиг, окончательную холодную прокатку (нагартовку). В процессе холодной прокатки обжатия назначают в пределах 14-26% в зависимости от пластичности и сопротивления деформации металла, а также от толщины и ширины проката. Отжиг производится при температурах Ас1 - (10-50° С), что обычно составляет 730- 770° С. Необходимый уровень механических свойств достигается нагартовкой при холодной прокатке, как окончательной операции,
К недостаткам способа относится загрязненность поверхности микродефе;ктаXI
00
о
со
00
N
ми (риски, царапины, вдавлины и др.) и наличие оксидной пленки у сталей легированных хромом, которая образуется при отжиге и в дальнейшем ухудшает свариваемость ленты. Лента, изготовленная по указанному способу, имеет также большой разброс механических свойств - до 350 Н/мм2 (750- 1200 Н/мм2), что значительно больше допускаемого для биметаллической ленточной пилы. Одной из причин этого является недостаточная степень холодной деформации перед отжигом, что в совокупности с широким интервзлом допускаемых температур и неоднородностью распределения тепла в печи при отжиге, обуславливает неравномерность разупрочнения металла. Указанные обстоятельства особенно ухудшают свойства ленты при локальном переходе температуры, соответствующей точке Ас1, когда процессы разупрочнения протекают с большой скоростью.
Наиболее близким по технической сущности к предлагаемому является способ изготовления нагартованной ленты для пильных цепей, включающий отжиг горячекатаного подката при 650-700° С с выдержкой 5-7ч, холодную прокатку с обжатием 20-37%, промежуточный рекристаллизаци- онный отжиг и окончательную обработку для получения заданных свойств, включающую прокатку на готовый размер и заключительную термообработку,
Способ отличается тем, что с целью повышения качества за счет повышения пластичности холодную прокатку на готовый размер производят с обжатием 32-41%, а заключительную термообработку проводят путем двухступенчатого нагрева с температурой первой ступени 360-380° С с выдержкой 3-6 ч и температурой второй ступени 420-435° С с выдержкой 4-8 ч.
Недостатками способа-прототипа являются: наличие на поверхности металла оксидной пленки, особенно при обработке хромсодержащих сталей, и фиксация рулонной кривизны при высокой упругости металла после заключательной термообработки. Последнее усложняет обработку металла у потребителя. Кроме того, в результате заключительной термообработки поверхность становится сухой, что при последующих операциях, связанных с перемоткой металла, ведет к образованию царапин и рисок, что недопустимо для биметаллических ленточных пил,
Цеяью изобретения является улучшение качества готовой ленты по чистоте поверхности и рулонной кривизне при сохранении высокого уровня и однородности механических свойств.
Поставленная цель достигается тем, что в известном способе изготовление холоднокатаной нагартованной ленты для пильных цепей, включающем горячую прокатку, отжиг и травления подката, холодную прокатку, промежуточный отжиг и окончательную обработку для достижения заданных свойств, новым является то, что горячая прокатка проводится так, чтобы дисперсность
пластинчатого перлита в горячекатаном металле не превышала 5-го балла, окончательная обработка проводится без заключительной термообработки, а после промежуточного отжига проводят холодную
прокатку с промежуточной шлифовкой после деформации со степенью 16-20%, после чего продолжают холодную прокатку со степенью деформации 15-40%.
Сущность способа заключается в следующем. ,
Горячая прокатка ведется так, чтобы дисперсность пластинчатого перлита в микроструктуре горячекатаного металла не превышала 5-го балла, промежуточный отжиг
холоднокатаной полосы ведется при температурах Ас1 - (20-30° С) с выдержкой, обес- печивающей степень разупрочнения металла 0,8-1,0 от предельного значения: холодная прокатка после промежуточного
отжига производится с обжатиями 16-20%, после чего производится шлифовка поверхности на глубину 1,5- 2,0% на сторону от толщины ленты и окончательная холодная прокатка с обжатиями 15-40%.
Микроструктура пластинчатого перлита не более 5-го балла в горячекатаном подкате обеспечивает хорошую прокатываемость металла в холодном состоянии и позволяет производить отжиг подката и холоднокатаного металла ниже температуры Ас1. В сочетании с холодной деформацией это дает структуру зернистого перлита. Отсутствие регламентации микроструктуры подката в способе-прототипе не гарантирует полную
сфероидизацию пластинчатого перлита при последующей обработке металла.
Степень разупрочнения 0,8-1,0 от предельного значения достигается по данным наших исследований, при образовании в
0 микроструктуре металла не менее 85% зернистого перлита. При этом условии достигается высокая равномерность механических свойств по длине и ширине полосы.
Промежуточный отжиг в интервале тем5 ператур Ас1 - (20-30° С) позволяет получать минимальное обезуглероживание и необходимое количество зернистого перлита при выдержках 6-8 ч. При более низких температурах значительно удлиняется процесс
образования зернистого перлита, а при более высоких - наблюдается повышенное обезуглероживание и возрастает неоднородность механических свойств.
Холодная деформация с обжатием 16- 20% после промежуточного отжига создает оптимальные условия для последующего шлифования поверхности. При более низких обжатиях последующей шлифовкой наводится повышенная разнотолщинность полосы. При более высоких обжатиях ухудшаются условия шлифования из-за неплоскостности металла.
Глубина шлифования, составляющая 1,5-2,0% от толщины металла, позволяет снять оксидную пленку, мелкие поверхностные дефекты и пятна загрязнений.
Величина деформации после шлифовки зависит от свойств металла, выкатываемо- сти поверхностного микрорельефа и требуемой степени нагартовки, При обжатиях менее 15% не обеспечивается необходимое качество поверхности по показателю Ra, при обжатиях более 40% - суммарная деформация достигает критических значений и качество металла ухудшается по внутренним микродефектам, затрудняется также прокатка из-за высокого сопротивления металла деформации.
Сопоставительный анализ с прототипом позволил установить соответствие предлагаемого способа критерию новизна.
Признаки, отличающие предлагаемый способ от прототипа, не были обнаружены в других источниках информации в данной и Смежной областях техники, что позволяет сделать вывод о соответствии предложенного технического решения критерию существенные отличия.
Реализация предлагаемого способа позволяет получить нагартованную ленту с вы- сокой однородностью механических свойств и чистой поверхностью.
Преимуществами предлагаемого способа в сравнении со способом-прототипом следующие:
улучшается чистота поверхности ленты за счет отсутствия оксидной пленки и уменьшения количества дефектов прокатного и механического происхождения;
практически полностью отсутствует фиксированная рулонная кри-зизна, что снижает трудоемкость выполнения подготовительных операций у потребителя.
Пример (выполнение способа). В промышленных условиях изготавливали холоднокатаную нагартованную ленту из стали марки 45ХГНМФА, которая характеризуется значением точки Ас1 750° С ,
Горячекатаный отожженный подкат толщиной 3,0 мм с исходной микроструктурой пластинчатого перлита 1-4 баллов и пределом прочности после структурного от- 5 жига 790-960 Н/мм2 прокатывали на промежуточный размер с различными обжатиями на одноклетевом стане холодной прокатки 4/150 х 450, затем отжигали при температуре 680-700° С, 720-730 и 760-770° С, после
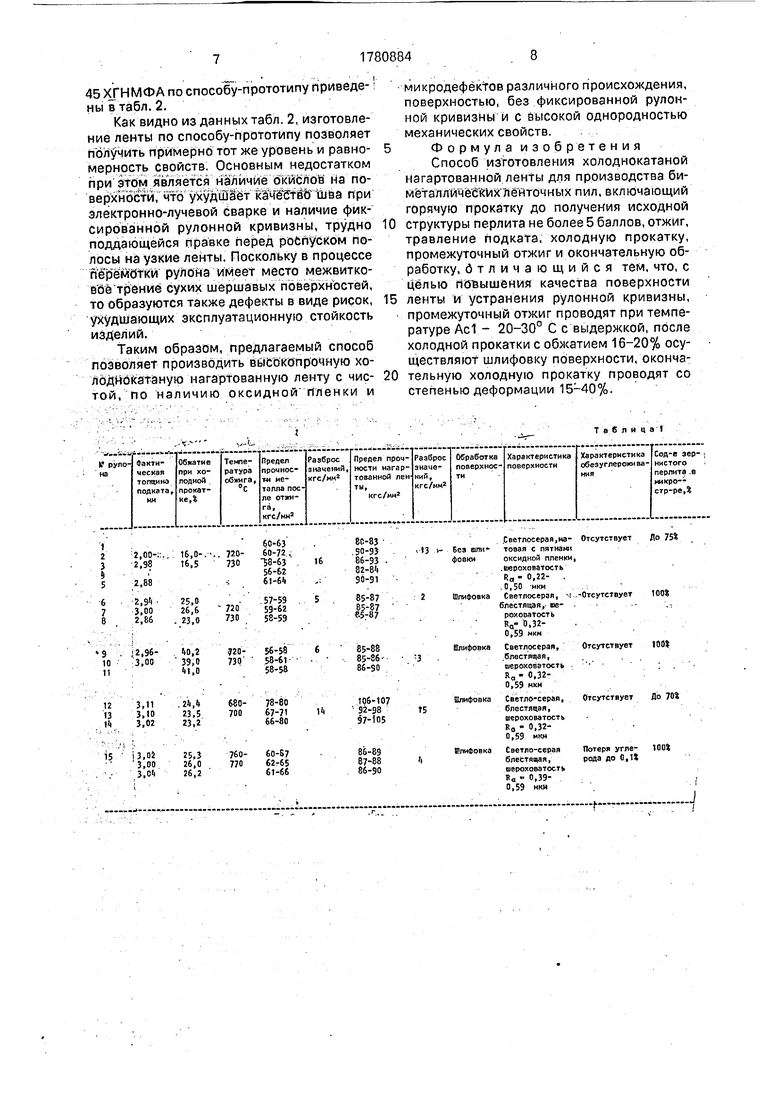
0 чего катали с обжатиями 16-20%. Нагарто- ванный металл подвергали шлифовке на глубину 0,03 мм на сторону на агрегате ЗМ- 300 с бесконечными образивными ремнями зернистостью 40. После шлифовки ленту до5 катывали с обжатием 25-30% на готовый размер. Результаты производства холоднокатаной нагартованной ленты из стали марки- 45ХГНМФА по предлагаемому способу приведены в табл. 1.
0Как видно из данных табл. 1, наиболее
однородные свойства имеет лента со степенью предварительной холодной деформации 23-27%, отожженная при 720-730° С (рулоны 6, 7, 8). Снижение степени предва5 рительной холодной деформации вызывает увеличение разброса свойств (рулоны 1-5). Содержание зернистого перлита в металле при этом не превышает 75%. С увеличением степени предварительной деформации до
0 40 % равномерность свойств сохраняется на высоком уровне, но прокатка затруднена из- за высокой жесткости металла (предел прочности перед отжигом достигает 130 кгс/мм2) и появление трещин на кромках.
5 Отжиг при 720-730° С обеспечивает, при условии достаточной предварительной деформации, примерно одинаковый уровень разупрочнения всех рулонов ( оь 57- 62 кгс/мм ) за счет образования 100%
0 структуры зернистого перлита. Снижение температуры отжига до 680-700° С ведет к росту неоднородности свойств. Доля зернистого перлита в микроструктуре металла - при этом не превышает 70%. При темпеоа5 туре выше Ас1 (760-770°С ) наблюдается ухудшение качества металла из-за потери углерода и роста зерна перлита.
При всех вариантах изготовления лента 0 практически не имела фиксированной рулонной кривизны и распускалась на агрегате продольной резки без затруднений,
Чистота поверхности по наличию оксидной пленки и микродефектов соответствова- 5 ла требованиям технических условий, за исключением первого - пятого рулонов, не подвергавшихся шлифовке поверхности.
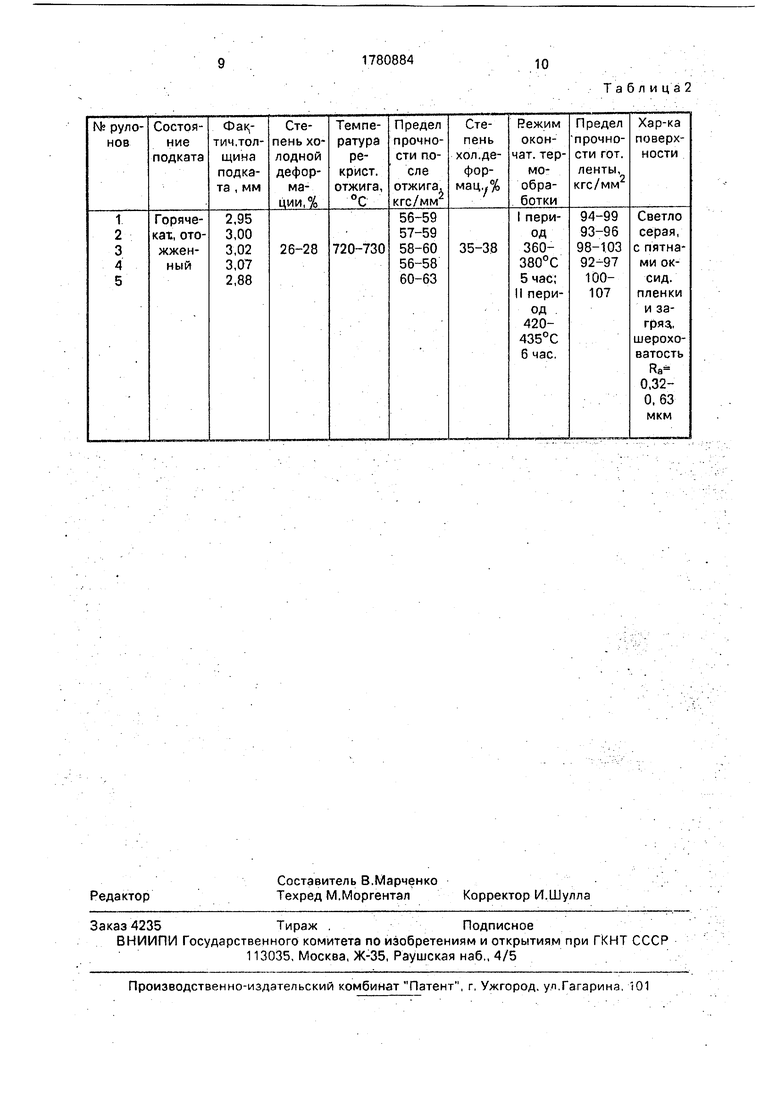
Результаты изготовления холоднокатаной нагартованной ленты из стали
45 ХГНМФА по способу-прототипу приведены в табл.2.
Как видно из данных табл. 2, изготовление ленты по способу-прототипу позволяет получить примерно тот же уровень и равно- мерность свойств Основным недостатком при этом является наличие окислов на поверхности, что ухудШ§ет качёТтйо шва при электронно-лучевой сварке и наличие фиксированной рулонной кривизны, трудно поддающейся правке перед роспуском полосы на узкие ленты. Поскольку в процессе пёрембтки рулона имеет место межвитко- еое трение сухих шершавых поверхностей, то образуются также дефекты в виде рисок, ухудшающих эксплуатационную стойкость изделий.
Таким образом, предлагаемый способ позволяет производить высокопрочную холоднокатаную нагартованную ленту с чис- той, по наличию оксидной Пленки и
микродефектов различного происхождения, поверхностью, без фиксированной рулонной кривизны и с высокой однородностью механических свойств.
Формула изобретения Способ изготовления холоднокатаной нагартованной ленты для производства би- металличебких ленточных пил, включающий горячую прокатку до получения исходной структуры перлита не более 5 баллов, отжиг, травление подката, холодную прокатку, промежуточный отжиг и окончательную обработку, бтличающийся тем, что, с целью повышения качества поверхности ленты и устранения рулонной кривизны, промежуточный отжиг проводят при температуре Ас1 - 20-30° С с выдержкой, после холодной прокатки с обжатием 16-20% осуществляют шлифовку поверхности, окончательную холодную прокатку проводят со степенью деформации 15-40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки инструментальных сталей | 1991 |
|
SU1813107A3 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2004 |
|
RU2277129C1 |
| Способ отжига высокоуглеродистых сталей | 1990 |
|
SU1813103A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ВЫСОКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2004 |
|
RU2277128C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
Изобретение относится к производству листового и полосового проката, преимущественно нагартованной ленты из средне-, высокоуглеродистых и легированных сталей с повышенными требованиями к качеству поверхности, уровню и однородности механических свойств. Способ включает горячую прокатку, отжиг и травление подката, холодную прокатку, промежуточный отжиг, холодную прокатку с промежуточной шлифовкой после деформации со степенью 16-20% и окончательную холодную прокатку со степенью деформации 15-40%. Промежуточный отжиг ведется при температуре Ас1 - 20-30° С с выдержкой. 2 табл. с/ С
16
,2,96- 3,00
40,2 39,0 1(1,0
20- 730
56-58 58-61 58-58
3,11
з.ю
3,02
24,4 23,5 Z3.2
680- 700
78-80 67-71 66-80
111
13,OS 3,00 3.04
25,3 26,0 26,2
760- 770
60-Б7 62-65 61-66
Таблица
13
85-88 85-86
86-90
106-10
92-98
Т5
86-89 67-88 86-90
Таблица2
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Новосибирский металлургический завод | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Новосибирский металлургический, завод | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Новосибирский металлургический завод | |||
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
