Изобретение относится к измерительной технике и оптическому приборостроению и может быть использовано для прецизионного воспроизведения параметров вращения деталей.
Цель изобретения - повышение точности.
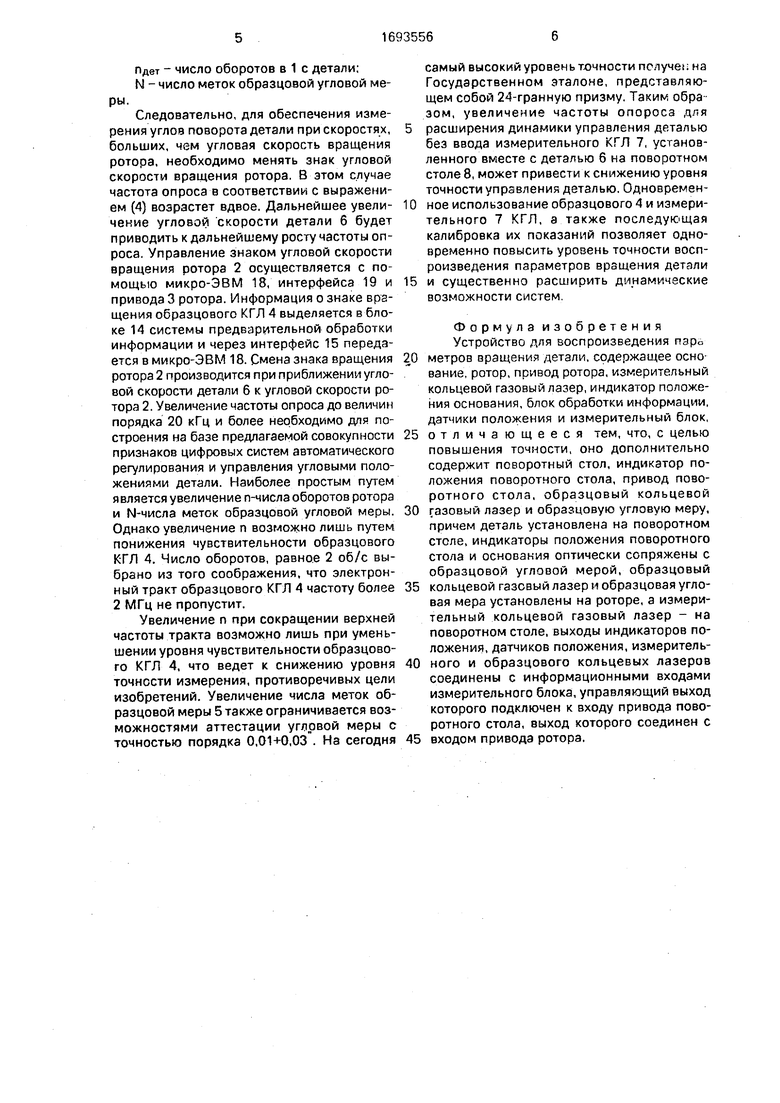
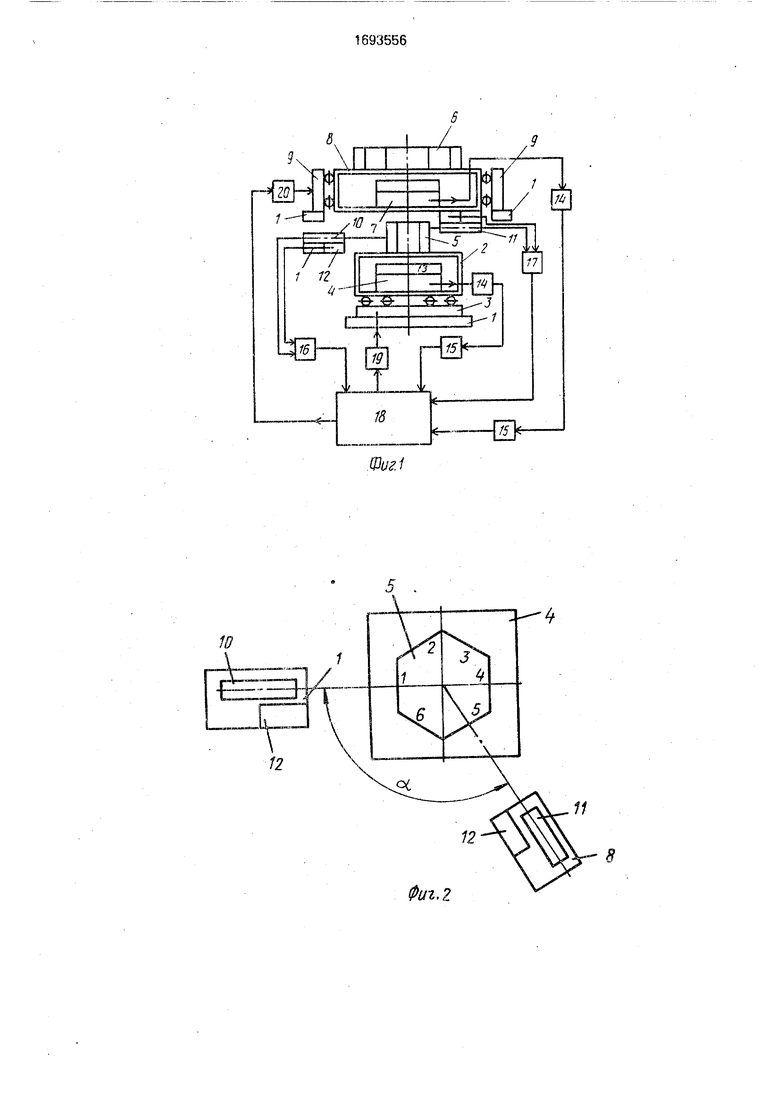
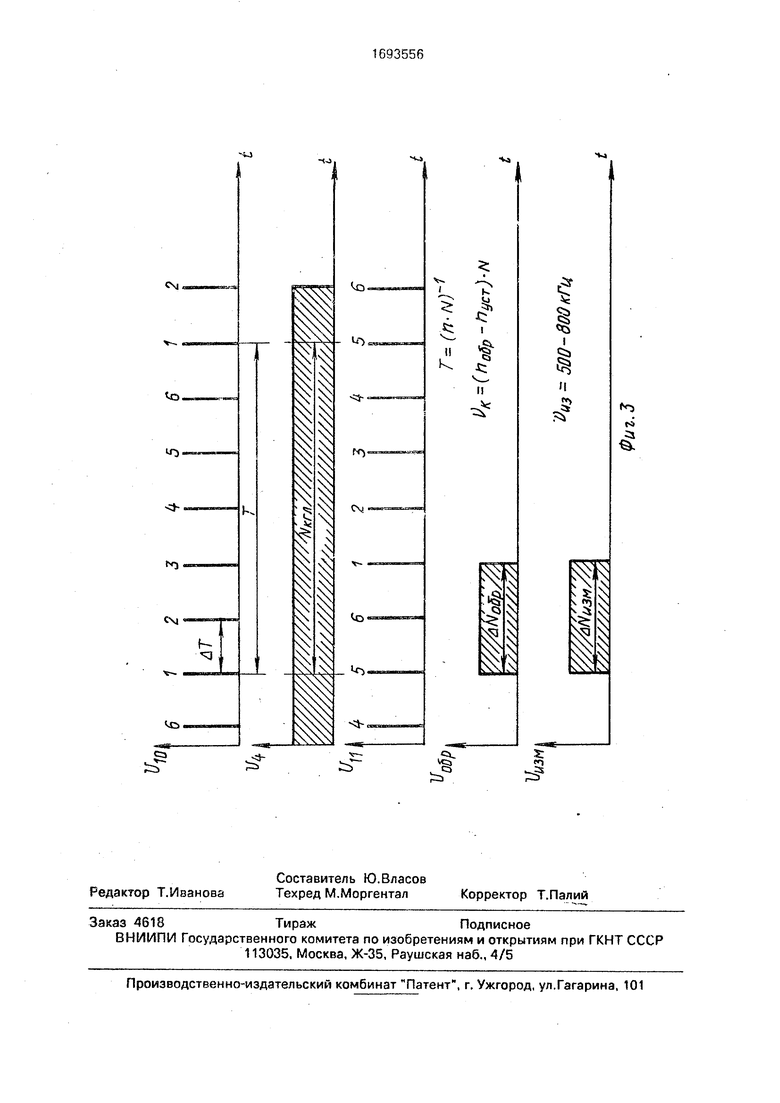
На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 - его упрощенная оптическая схема; на фиг. 3 - временные диаграммы.
Устройство содержит основание 1, вращающийся ротор 2, привод 3 ротора, образцовый кольцевой газовый лазер (КГЛ) 4, образующую угловую меру 5, деталь 6, измерительный КГЛ 7, поворотный стол 8, привод 9 поворотного стола, нуль-индикатор 10 основания, (индикатор положения), нуль-индикатор 11 поворотного стола, датчик положения 12, блок 13 системы жизнеобеспечения, блок 14 системы предварительной обработки информации, схему сопряжения (интерфейс) 15 КГЛ, интерфейсы 16 и 17 нуль-индикаторов и датчиков положения, микро-ЭВМ 18, приводы ротора 19, интерфейс 20 привода 9 поворотного стола. Блоки 14-20 совместно образуют измерительный блок.
Устройство работает следующим образом.
Вращают КГЛ 4 одновременно с образцовой угловой мерой 5, установленные на роторе 2 относительно основания 1. Вращение задают приводом 3, например, со скоростью 120 об/мин. Снимают показания с образцового КГЛ 4, пропорциональные углу
ю
Сл5 СЛ СЛ О
поворота образцового КГЛ 4 с-тносыгельно основания 1. Блок 13 системы жизнеобеспечения обеспечивает генерацию образцового КГЛ, стабилизацию амплитуды сигнала и частоты генерации по максимуму усиления. В блоке 14 системы предварительной обработки информации осуществляется подсчет числа импульсов с образцового КГ/1, пропорционального углу поворота образцового КГЛ относительно основания интерфейса 15, с последующей передачей информации в микро-ЭВМ. Снимают показания с нуль- индикатора 10 основания, представляющего собой, например, автоколлиматор с фотоэлектрическим выходом. Нуль-индикатор 10 основания выдает импульсы от каждой метки образцовой угловой меры 5, в качестве которой выбрана образцовая угловая призма. Временной интервал Т между этими импульсами пропорционален углу между каждой гранью образцовой призмы. Затем эти показания через интерфейс 16 передаются в микро-ЭВМ 18. По показаниям образцового КГЛ 4 и нуль-индикатора 10 по традиционной методике определяют углы между гранями образцовой призмы. Затем для повышения уровнг iочноеги измерений калибруют показания обрао ,ового КГЛ 4 по показаниям нуль-индикатора 10 основания, Все углы между гранями образцовой приемы 5 известны с погрешностью не более 0,03, которая зараное дост игается многократными измерениями ча эталонных угломерных установках. Далее, зная с высочайшей точностью углы между гранями обртзцовой призмы, калибруют с по мощью микро-ЭВМ 18 показания образцового КГЛ 4Мкгл (см. фиг. 3) с частотой, равной произведению числа оборо.ов ь 1 с образцовой призмы на число ее i раыей. Затем устанавливают деталь 6, измерительный КГЛ 7 и вращают на поворотном столе 8 с помощью привода 9, электрически управляемого через интерфейс 20 с помощью микро-ЭВМ 18. Далее снимают показания с нуль-индикатора 11 поворотного стола 8. пропорциональные углу между каждой гранью образцовой призмы 5, по знался ни с показаниями нуль-индичатора 10 основания. Определяют сектор прецизионных измерений угла между оптическими осями нуль-индикатора 10 осносачия и нупь-инди катора 11 поворотного стола с помощью датчиков положения 12 первой грани образцовой призмы 5 (см. фш. 2). Далее пересчитывают калиброванные показания образцового КГЛ 4 и нуль-индикаторов 10 и 11 в угол поворота детали б относительно основания 1 следующим образом (см. фиг. 2 и 3).
С нуль-индикатора 10 снимают импульсы согласно временной диаграмме для Uio с частотой, равной v,
,(1)
где п - число оборотов ротора 2 в 1 с; N - число граней призмы 5, С образцового КГЛ Л снимают импульсы Мобр, пропорциональные углу поворота ©ротора 2 в инерциальном пространстве, и вычитают угол вращения Земли. Затем калибруют показания образцового КГЛ 4 Мобр как за период Г вращения (см. фиг. 3) по номинальному значению Мобр 2 л К 2 106имп., где К - масштабный коэффициент, так и за
время ДТН/U смены граней образцовой призмы 5 (углу между гранями зяоанее известны с высокой точностью). С нуль-индикатора 11 поворотного стола снимают импульсы согласно временной диаграмме
и ц. Далее заполняют с помощью микро- ЭВМ временные промежутки для Uio и Он смпульсами U4. Причем разность временных интервалов одноименных граней (см. фиг 3) пропорциональна углу а между опшческими осями нуль-индикаторов основания 10 и поворотного стола 11
а- 2л:ЛМобр/Мобр ,(2)
где АЧ обр - число и л пульсов образцового КГЛ 4, снятых за прс ежуток времени, соответгтвующий обходу одной из граней образцовой призмы от оптической оси н/ль : т икатора 10 основания до оптической чей нул1-индикалра 11 поворотного стола, (27T п) .(3)
Ј овчзистем, что деталь жестко закреплена на поворотном стопе с нуль-индикатором 11, а нуль-индикатор 10 жестко закреплен на основании, то угол между их оптическими осями соответствует углу меж/;у базовой меткой основания и базовой меткой основания и базовой меткой поворотного стола. Таким образом добиваются прецизионного измерения (с уровнем точности выше 0,2) угла поворота детали 6 относительно основанкч 1, Данная последовательность операции обеспечивает прецизионное измерение углов поворота детали. Однако частота опроса информации об угле при малых угловых скоростях врэще :ия детали не пресышает величины п N, т. е. имеет порядок не более 64 Гц при использовании 32-гранной призмы. При увеличении скорости вращения детали 6 в из травлении вращения ротора 2 до величины со «меримых др/г с другом час гота VK опроса
N ожет уменьшаться до нуля в соответствии с выражением
VK (Г1обр-Пдет) N.(4)
где Побр - число оборотов в 1 с образцовой
угловой мери;
Пдет - число оборотов в 1 с детали;
N - число меток образцовой угловой меры.
Следовательно, для обеспечения измерения углов поворота детали при скоростях, больших, чем угловая скорость вращения ротора, необходимо менять знак угловой скорости вращения ротора. В этом случае частота опроса в соответствии с выражением (4) возрастет вдвое. Дальнейшее увеличение угловой скорости детали б будет приводить к дальнейшему росту частоты опроса. Управление знаком угловой скорости вращения ротора 2 осуществляется с помощью микро-ЭВМ 18, интерфейса 19 и привода 3 ротора. Информация о знаке вращения образцового КГЛ 4 выделяется в блоке 14 системы предварительной обработки информации и через интерфейс 15 передается в микро-ЭВМ 18. Смена знака вращения ротора 2 производится при приближении угловой скорости детали 6 к угловой скорости ротора 2. Увеличение частоты опроса до величин порядка 20 кГц и более необходимо для построения на базе предлагаемой совокупности признаков цифровых систем автоматического регулирования и управления угловыми положениями детали. Наиболее простым путем является увеличение n-числа оборотов ротора и N-числа меток образцовой угловой меры. Однако увеличение п возможно лишь путем понижения чувствительности образцового КГЛ 4. Число оборотов, равное 2 об/с выбрано из того соображения, что электронный тракт образцового КГЛ 4 частоту более 2 МГц не пропустит.
Увеличение п при сокращении верхней частоты тракта возможно лишь при уменьшении уровня чувствительности образцового КГЛ 4, что ведет к снижению уровня точности измерения, противоречивых цели изобретений. Увеличение числа меток образцовой меры 5 также ограничивается возможностями аттестации угловой меры с точностью порядка 0,01+0,03 . На сегодня
самый высокий уровень точности получен на Государственном эталоне, представляющем собой 24-гранную призму. Таким образом, увеличение частоты опороса для
расширения динамики управления деталью без ввода измерительного КГЛ 7, установленного вместе с деталью 6 на поворотном столе 8, может привести к снижению уровня точности управления деталью. Одновременное использование образцового 4 и измерительного 7 КГЛ, а также последующая калибровка их показаний позволяет одновременно повысить уровень точности воспроизведения параметров вращения детали
и существенно расширить динамические возможности систем.
Формула изобретения Устройство для воспроизведения пара
метров вращения детали, содержащее осно вание, ротор, привод ротора, измерительный кольцевой газовый лазер, индикатор положения основания, блок обработки информации, датчики положения и измерительный блок,
отличающееся тем, что, с целью повышения точности, оно дополнительно содержит поворотный стол, индикатор положения поворотного стола, привод поворотного стола, образцовый кольцевой
газовый лазер и образцовую угловую меру, причем деталь установлена на поворотном столе, индикаторы положения поворотного стола и основания оптически сопряжены с образцовой угловой мерой, образцовый
кольцевой газовый лазер и образцовая угловая мера установлены на роторе, а измерительный кольцевой газовый лазер - на поворотном столе, выходы индикаторов положения, датчиков положения, измерительного и образцового кольцевых лазеров соединены с информационными входами измерительного блока, управляющий выход которого подключен к входу привода поворотного стола, выход которого соединен с
входом привода ротора.
10
11
8
Фиг. 2
v

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прецизионного воспроизведения углов поворота детали | 1989 |
|
SU1674698A3 |
| ГОНИОМЕТР | 2002 |
|
RU2222777C1 |
| Устройство для измерения углов призматических мер | 1986 |
|
SU1442825A1 |
| УНИВЕРСАЛЬНЫЙ МЕТРОЛОГИЧЕСКИЙ ГЕОДЕЗИЧЕСКИЙ СТЕНД | 2006 |
|
RU2362978C2 |
| УНИВЕРСАЛЬНЫЙ МЕТРОЛОГИЧЕСКИЙ ГЕОДЕЗИЧЕСКИЙ КОМПЛЕКС | 2006 |
|
RU2320961C1 |
| Способ измерения длин и углов и устройство для его осуществления | 1990 |
|
SU1820207A1 |
| Способ измерения угловых мер и устройство для его осуществления | 1979 |
|
SU945644A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ УГЛОМЕРНОГО ПОВОРОТНОГО СТОЛА | 2021 |
|
RU2779239C1 |
| СПОСОБ КАЛИБРОВКИ ГРУППЫ СРЕДСТВ ИЗМЕРЕНИЙ ПЛОСКОГО УГЛА С СУММАРНЫМ ДИАПАЗОНОМ ШКАЛ НЕ МЕНЕЕ 360° | 2007 |
|
RU2377499C2 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ СМЕЩЕНИЙ | 1992 |
|
RU2054626C1 |
Изобретение относится к измерительной технике и может быть использовано для воспроизведения параметров вращения, Целью изобретения является повышение точности. Одновременно вращают образцовый кольцевой газовый лазер 4 и образцовую угловую меру 5 с помощью ротора 2 При этом поворачивают поворотный стол 8 с установленными на нем деталью 6 и измерительным кольцевым лазером 7 и снимают показания индикатора положения 11 стола. Определяют положение каждой метки образцовой меры относительно оптических осей нуль-индикатор 10 положения основания 1 и поворотного стола 8. Калибруют показания измерительного и образцового кольцевых газовых лазеров по показаниям нуль-индикаторов основания и поворотного стола, оптически сопряженных с угловой мерой 5. Определяют угол поворота, угловую скорость и угловое ускорение детали 6 по калиброванным показаниям двух кольцевых газовых лазеров и двух нуль-индикаторов с помощью микро-ЭВМ 18. Зил. С
| Биркадзе Ш | |||
| В | |||
| Автоматизация поверочных работ в области угловых измерений на базе микро-ЭВМ | |||
| Обзорная информация | |||
| Сер | |||
| Информационное обеспечение целевых научно-технических программ, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
