Известны приборы для электролитического полирования и травления микрошлифов, состоящие из корпуса, трубок, подводящих электролит, и токоподводящих средств.
Описываемый прибор отличается от известных тем, что он выполнен в виде цилиндрической емкости, в которой помещена гофрированная резиновая трубка с толкателем для подачи электролита, соединенная с верхней частью муфты. Внутри резиновой трубки расположена металлическая трубка, предназначенная для возврата электролита. Это упрощает конструкцию прибора, делает его более удобным в эксплуатации и уменьщает расход электролита.
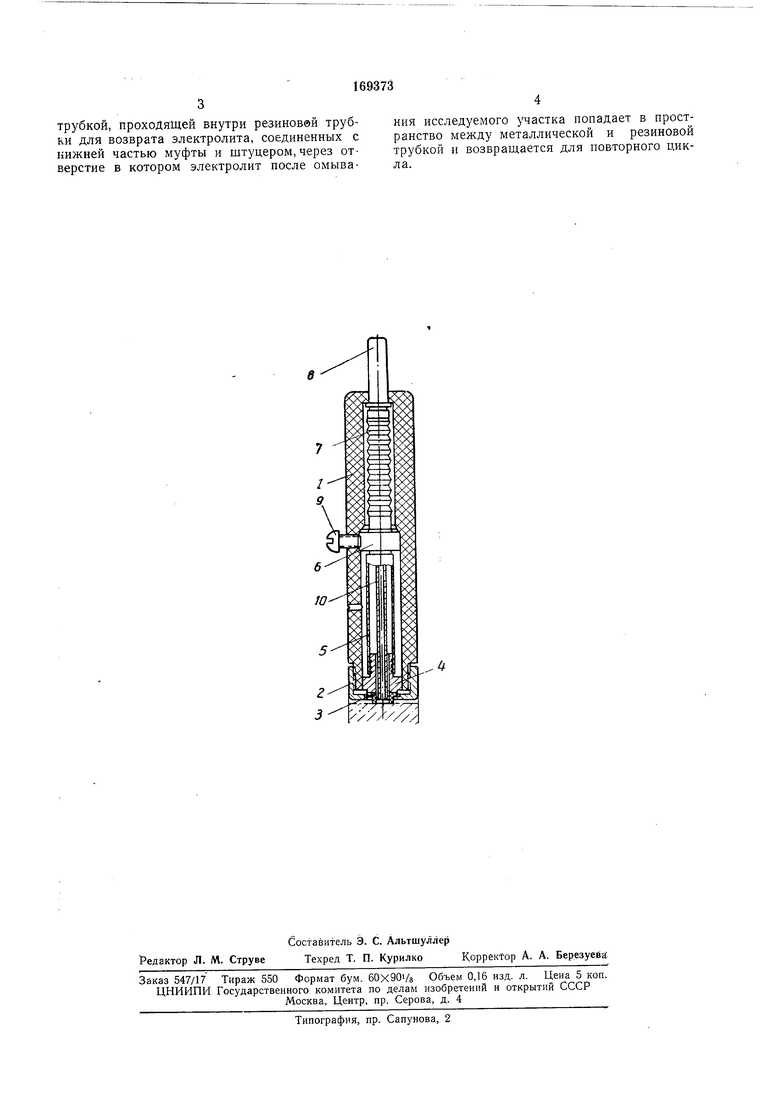
Па чертеже изображен описываемый прибор.
Прибор состоит из цилиндрического пластмассового корпуса }, колпака 2, прижимающего резиновое уплотнение 3, штуцера 4, к которому приклеена резиновая эластичная трубка 5, соединительной муфты 6, к которой приклеен другой конец трубки 5 с одной стороны, а с другой стороны - гофрированная резиновая трубка 7, заканчивающаяся толкателем S. Соединительная муфта 6 креиится винтом Я служащим одновременно для подключения источника постоянного тока. Трубка 10 из аустенитной стали проходит через штуцер и Kpennfся соединительной муфтой.
Прибор заиолняют электролитом, соответствующим испытуемой марке стали,затем подключают постоянный ток 6-12 в (минус к прибору, а плюс к детали). После этого слегка прижимают резиновое уплотнение к подготовленному месту на детали и нажатием толкателя приводят в действие насос.
Прибор можно установить под любым углом к детали.
Электролит переливается из гофрированной резиновой трубки, омывает поверхность шлифа и постуиает через отверстия в щтуцере в трубку 5, которая расширяется и сужается.
Процесс полирования и травления длится несколько секунд.
Поверхность полированного шлифа нейтрализуют водой и спиртом.
Предмет изобретения
Прибор для электролитического полирования и травления микрошлифов непосредственно на деталях, состоящий из корпуса, подводящих электролит трубок и токоподводящих средств, отличающийся тем, что, с целью упрощения конструкции, удобства эксплуатации и уменьшения расхода электролита, он выполнен в виде цилиндрической емкости, в которой помещена гофрированная резиновая трубка с толкателем для подачи электролита, соединентрубкой, проходящей внутри резиновей трубки для возврата электролита, соединенных с нижней частью муфты и штуцером, через отверстие в котором электролит после омывания исследуемого участка попадает в пространство между металлической и резиновой трубкой и возвращается для повторного цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ анодного протравления металлов | 1928 |
|
SU28384A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА | 2018 |
|
RU2693235C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2049163C1 |
| Устройство для электрохимического полирования наружной поверхности длинномерных изделий | 1979 |
|
SU818208A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ НЕСТОЙКИХ ПРОДУКТОВ АНОДНОГО ОКИСЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1931 |
|
SU43585A1 |
| Установка для восстановления гильз | 1985 |
|
SU1268637A1 |
| ЭЛЕКТРОД ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2022064C1 |
| ЭЛЕКТРОД ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2064537C1 |
| Электролитическая ячейка для нанесения покрытий | 1985 |
|
SU1303634A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ И ТРАВЛЕНИЯ ШЛИФОВ | 1973 |
|
SU392148A1 |