Узвестно применение способа анодного протравливания металлов для получения выемок, отверстий и резки их, г(ри котором обрабатываемый предмет является анодом в неподвижной жидкости электролитической ванны.
Предлагаемое изобретение дает способ, при помощи которого можно холодным путем., без применения механической силы, получать различной желаемой формы отверстия, углубления и выемки в металле какой угодно твердости и состава, а также резать его наподобие резки автогеном.
В предлагаемом -способе анодом является металл обрабатываемого предмета (например, сталь), и к месту обработки подводится раствор электролита, в который погружен катод. При происходящем при этом, под действием тока, разложении электролита металл анода растворяется, образуя хсоль примененной кислоты, которая удаляется с элеитролито.м.
Предлагаемый способ протравливания, согласно изобретению, отличается тем, что для ускорения процесса травления обрабатываемый лист омывается непрерывно циркулирующим потоком свежего электролита с применением, для
осуществления этого способа, устройств, отличающихся от известных конструктивной формой выполнения.I
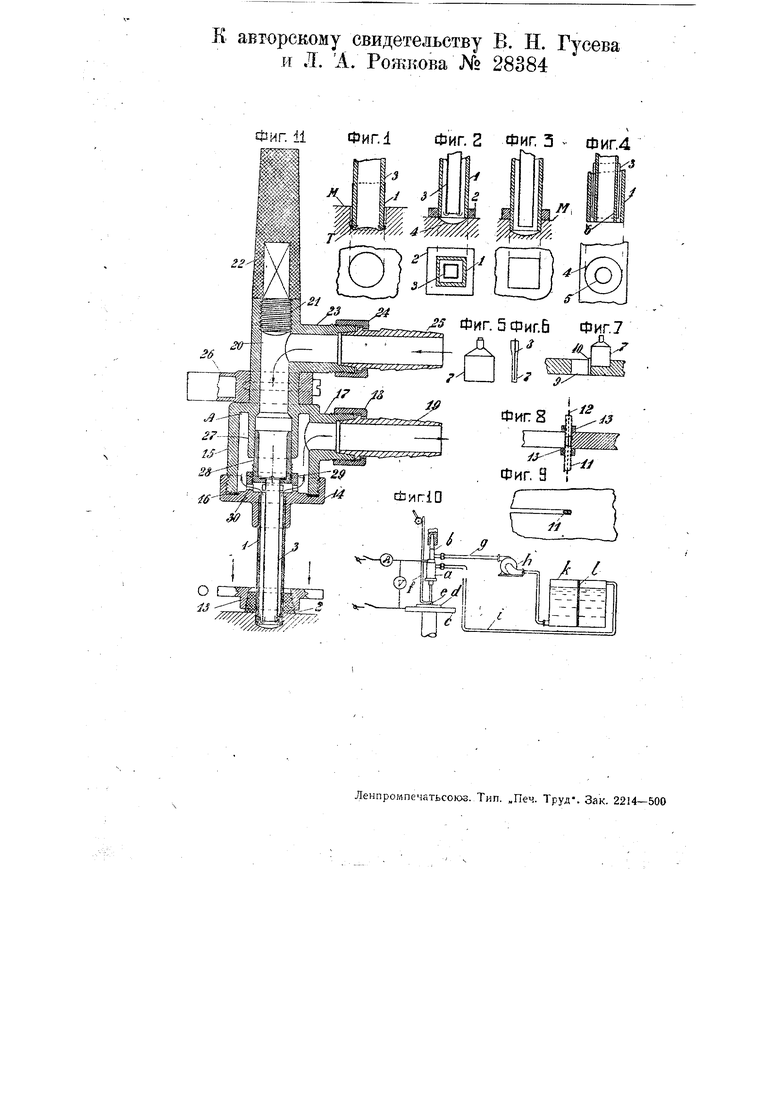
На чертеже фиг. 1, 2, 3 и 4 схематически изображают в продольном и поперечном разрезе формы выполнения подвижных катодов для получения отверстий или выемок; фиг. 5, 6, 7,8 и 9- формы выполнения подвижных 1 тодов для резки; фиг. 10-схему устройства для применения предлагаемого способа; фиг. 11-схему прибора для получения отверстий или выемок.
Примерное устройство для протравливания, схематически изображенное на фиг. 10, сбстоит из прибора для обработки а, укрепленного в держателе Ь. Электрический ток подводится по проводам, со включенными в них измерительными приборами А vi V, к прибору а к к столу с, на котором помещается обрабатываемый предмет of и к которому при помощи нажима / прижимается- уплотняющая манжеТа е. Подача электролита производится через шланг g при помощи насоса Л. O6f)aботанный электролит вытекает яерез шланг i в бак /t. Бак имеет пористую перегородку /, проходя через которую электролит освобождается от
примесей (например, частиц графита) и делается пригодным для повторного употребления, так (Как разлагаемый электролит можно путем принудительной циркуляции заставить проходить через место работы многократно, до значительного насыщения, пока растворяемый металл не начнет заметно отлагаться HJI катоде.
СамьГй прибор для электролитической обработки показан в виде примерной формы выполнения на фиг. 11. Здесь цифрой 1 обозначена тонкдстенная трубка из эбонита, бакелита или другого изоляционного материала, или из покрытого изолирую1цим металла, наружный периметр которой точно соответствует величине и форме подлежащего выработке отверстия. На конец трубки надета уплотняющая манжета 2, например, изрезины, которая прк помощи нажимного приспособлени я 13, прижимается к обрабатываемой поверхности для предупреждения протекания электролита. В,трубку 1 вставлен трубчатый катод Зиз металла, не подвергающегося заметно действию применяемого электролита, например, из красной меди, которая к тому же может быть еще посеребрена, или т. п. Трубка 1 закреплена в гильзе 14, навинчиваемой на -корпус 1$ камеры А прибора при посредстве .уплотняющей прокладки 16. Камера А снабжена патрубком 17, к которому при помощи муфты 18 притянут наконечник 19 для надевания на него резинового шланга I (фиг. 10). Камера А (фиг. 11) при помощи канала 20, закрытого сверху служащей держателем пробкой 21 с головкой 22 из изоляционного материала, сообщается с патрубком 23, к которому, в свою очередь, притянут при помощи муфты 24 наконечник 25 для надевания на него шланга g (фиг. 10).
На часть 20, (фиг. 11) надето разъемное кольцо 26, через которое к корпусу 15 подводится ток. Часть 20 имеет продолжение 27 внутри камеры Л, в которое более или менее плотно входит стаканчик 28, несущий трубчатый катод 3. Этот стаканчик ввинчивается в резьбу части 29 с отверстиями 30, которая составляет одно целое с гильзой 1.
Действие прибора следующее: электролитный раствор, входит через щланг g в наконечник 25 и идет по направлению, показанному стрелками, через канал 20, внутреннюю полость стаканчика 28 и трубчатый катод 3 к месту работы. Оттуда по кольцевому промежутку между трубками 3 и 1 электролит проходит в камеру внутри гайки 29 и через отверстия 30 в ней поступает в камеру А, выходя затем через наконечник 19 в щланг /.
Электрический/ ток проходит от являющегося анодом обрабатываемого предмета d через электролит в трубчатый катод 3 и оттуда через корпус прибора в кольцо 26 и далее в сеть.
Для луч щей j)a6oTbi целесообразно весь прибор в случае круглых отверстий время от времени поворачивать.
Описанное устройство прибора позволяет применять его для отверстий и выемок различной формы. Для этого нужно только сменять часть 14 с трубкой 1 и стаканчик 28 с трубкой 3.
Для получения выемок, отверстий и резЬи металла в приборе применяются различные формы выполнения подвижных катодов. На фиг. 1 буквой М. обозначена металлическая плитй, в которой требуется сделать отвер.стйе или выемку. На. поверхность плиты опирается металлическая трубка 3 с изолирующим слоем 1, при помощи врезанных в трубку 3 нескольких шипов Т из изоляционного материала. Трубка 3 является катодом,а металл предмета М.-анодом.
Фиг. 2 и 3 показывают другую форму выполнения для более точной локали зации процесса. Здесьбуквой Ж обозначена также металлическая -плита, в ко: торой требуется сделать отверстие или выемку какой-либо формы, например, квадратной формы, показанной на фиг. 2 и 3 в плане. На поверхность плиты ставится трубка 1 из изолирующего материала, охватываемая изолирующей манжетой 2, плотно прижимаемой к обрабатываемой поверхности. Наружный периметр трубки 1 и внутренний периметр ..манжеты 2 имеют величину желаемого отверстия. Внутри трубки 1 помещается металлический, лучще всего трубчатый .катод 3, периметр которого как выяснилось.пракТически, должен быть подобай периметру желаемого отверстия, т.-е. в данном случае представляет собою квадрат. Для трех-четырех и многоугольных отверстий целесообразно углы катода сделать острее, чем у получаемого отверстия..
Электролитный раствор поступает по направлению стрелки через трубчатый катод 3 и выходит через промежуток между катодом 3 и изолирующей трубкой 1. По мере растворения металла, под нижним концом трубки 1, на поверхности анода образуется вогнутое углублени -4 (фиг. 2), строго повторяющее форму наружного периметра трубкн 1, при чем площадь растворения металла резко ограничена очертанием трубки, ибо как толькр линия растворения перейдет за пределы этого очертания, ,tpy6Ka 1 опускается и прекратит дальнейшее увеличение площади - растворения. Поэтому растворение может продолжаться за счет увеличения глубины выемки.
Скорость опускания трубки зависит от плотности электрического тока и скорости циркуляции электролитного раствора, целесообразно при обычном напряжении в 110 вольт применять плотность тока порядка 150 до 300 ампер на кв. см при скорости циркуляции электролита 300-600 см с секунду.
При помощи предлагаемого способа можно делать в металле сквозные отверстия какой угодно формы, пя мeняя для этого трубки 1 и катоды 3 соответственного периметра, но можно делать и не сквозные выемки любой желаемой глубины. При производстве сквозных отверстий больших диаметров целасообразно растворять металл не по всей площади отверстия, а лишь удалять кольцо 4 (фиг. 4). Когда предмет пройдет, сердцевина 5 сама вывалится. Для этой цели, кроме наружной трубки 1, помещается еще внутренняя -трубка б (фиг. 4).
Предлагаемый способ дает возможность производить и резание металла как по прямой линии, так и по какой угодно , фасонной, этого применяется плоская изолирующая трубка 7 (фиг. 5, б, 7 и 8) с помещ1енным в ней плоским анодом 8. После того.
как в металле проделана указанйый выше способом щель 9, в ней помещается ограничительная перегородка 10, и трубкой 7 производится дальнейшая выемка. Так, шаг за шагом производится разрезание металла по всей требуемой длине.
Фиг. 8 и 9 показывают другой способ резки металла. Здесь плоская или сплющенная трубка 11 с пропущенным через нее катодом 12 имеет боковую щель в переднем . ребре, ограниченную уплот 1яющими манжетами 13 по толщине разрезаемой металлической плиты. Электролитный раствор, протекая через трубку по направлению стрелки, соприкасается с металлом в месте разреза и постепенно растворяет металл, образуя щель, имеющую ширину трубки 11.
X. Предмет изобретения.1.Способ анодного протравливания металлов для получения выемок, отверстий и резки их, отличающийся тем, что с целью ускорения процесса травления при помощи омывания обрабатываемого места свежим электролитом последний подводится к месту обработки металла непрерывным потоком. -
2.Прием выполнения способа по п. 1, отличающийся тем, что электролит подвергается многократной циркуляции до определенного насыщения солью растворяемого металла.
3.Устройство для осуществления способа по п.п. .1 и 2, отличающееся приMeHeHKeM в качестве катода перемещаемой вглубь обрабатываемого металла по мере его растворения металлической трубки 3 (фиг. 1, 2 и 3), пи которой непрерывно подается свежий электролит взамен отработанного, наружная поверхность каковой трубки 3 покрыта изолирующим слоем 1, а торцевой части, например, снабженной шипами Д из изолирующего материала,, придана форма требуемой выемки или отверстия.
4.Форма выполнения устройства по п. 3, отличающаяся тем, что подвижной катод 3, выполненный из неподвергающегося действию электролита материала окружен наружной трубкой 1 из изолирующего материала, при чем циркуляция электролита происходит внутри упомянутой трубки 1.
5.При устройстве по п.п. 3 и 4 применение, с целью предупреждения просачивайия электролита, уплотняющих манжет 2 (фиг. 2), окружающих изоляционный слой или наружную изолирующую трубку 1 ,и примыкающих к обрабатываемому металлу.
6.При устройстве по п.п. 3-5 при. менение двух концентрически расположеннЬ1Х трубок 1 и 6 (фиг. 4 и 5) из изолирующего материала, между которыми помещен катод.
7.При устройстве по п.п. 3-6 применениеприспособлений, служащих для вращения катода и изолирующих трубок.
8.Видоизменение устройства по п.п. 3-5, отличающееся применением изоляционной трубки 7 в виде лопатки (фиг. б, 7 и 8) с помещенным внутри нее плоским катодом 8.
9.Видоизменение устройства по п.п. 3-5 отличающееся тем, что, с целью
резки металла, изолирующей трубке 11,. окружающей катод, придана сплющенная форма с щелью на переднем ребре ее (фиг. 8 и 9), активная длина которой ограничивается уплотняющими манжетами 13-13, помещенными по обе стороны разрезаемого предмета.
10.Видоизменение устройства по п.п. 3-5, отличающееся тем, что оно состоит из металлической части 20, снабженной на нижнем конце, двумя концентрически расположенными патрубками 15, 27 различного диаметра (фиг. 11), на первый из каковых патрубков 15 навинчена скрепленная с и: олирующей трубкой 1 гильза 14, несущая навинтованный стаканчик 28, скрепленный с трубчатым катодом 3 и плотно входящий своей верхней частью во второ,й патрубок 27, электрический ток, в какором устройстве подводится нег1осредственно к его кожуху.
11.При устройстве по п.п. 3-10 применение сборного бака с фильтром и устройства . для принудительной циркуляции электролита (фиг. 10).
к авторскому свидетельству В. Н. Гусева
и Л. 14. Рояшова № 28384
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1928 |
|
SU30904A1 |
| Способ шабровки и отделки металлических поверхностей и устройство для осуществления этого способа | 1931 |
|
SU34253A1 |
| Устройство для внутреннего электролитического покрытия тел трубчатой формы | 1932 |
|
SU34882A1 |
| Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее | 2019 |
|
RU2699137C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛИ | 2002 |
|
RU2230837C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТНЫХ АНОДОВ С ФОРМОЙ, БЛИЗКОЙ К ФОРМЕ ШАРА | 1996 |
|
RU2087593C1 |
| СТРУКТУРА УПЛОТНЕННОГО УЗЛА СОЕДИНЕНИЯ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА | 2005 |
|
RU2389110C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2009 |
|
RU2439212C2 |
| ПИРОТЕХНИЧЕСКИЙ ГЕНЕРАТОР | 2005 |
|
RU2332637C2 |
| СПОСОБ ПЕРФОРАЦИИ УЧАСТКА ТРУБЫ В СКВАЖИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414588C1 |