1
(21)4771580/27 (22)25.10.89 (46)30.11.91. Бюл. №44 (75) С.Г.Аппель и М.С.Аппель (53)621.923.77(088.8)
(56)Авторское свидетельство СССР № 1623854,кл. В 24 В 39/00, 1988.
(54) СПОСОБ УПРОЧНЕНИЯ РОТОРА ЦЕНТРОБЕЖНЫХ МАШИН
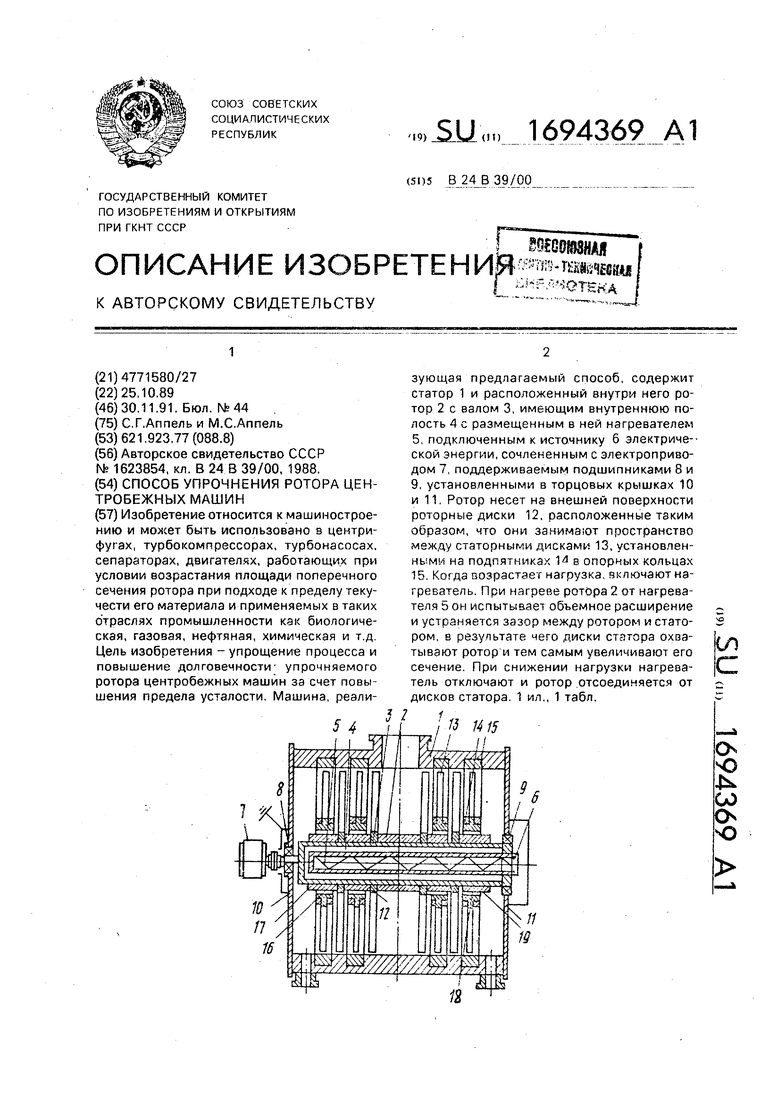
(57)Изобретение относится к машиностроению и может быть использовано в центрифугах, турбокомпрессорах, турбонасосах, сепараторах, двигателях, работающих при условии возрастаний площади поперечного сечения ротора при подходе к пределу текучести его материала и применяемых в таких отраслях промышленности как биологическая, газовая, нефтяная, химическая и т.д. Цель изобретения - упрощение процесса и повышение долговечности- упрочняемого ротора центробежных машин за счет повышения предела усталости. Машина, реали54
зующая предлагаемый способ, содержит статор 1 и расположенный внутри него ротор 2 с валом 3, имеющим внутреннюю полость 4 с размещенным в ней нагревателем 5, подключенным к источнику 6 электрической энергии, сочлененным с электроприводом 7, поддерживаемым подшипниками 8 и 9, установленными в торцовых крышках 10 и 11. Ротор несет на внешней поверхности роторные диски 12, расположенные таким образом, что они занимают пространство между статорными дисками 13, установленными на подпятниках 1 в опорных кольцах 15. Когда возрастает нагрузка, включают нагреватель. При нагреве ротора 2 от нагревателя 5 он испытывает объемное расширение и устраняется зазор между ротором и статором, в результате чего диски статора охватывают ротор и тем самым увеличивают его сечение. При снижении нагрузки нагреватель отключают и ротор отсоединяется от дисков статора. 1 ил., 1 табл.
/ /Я 1415
|сл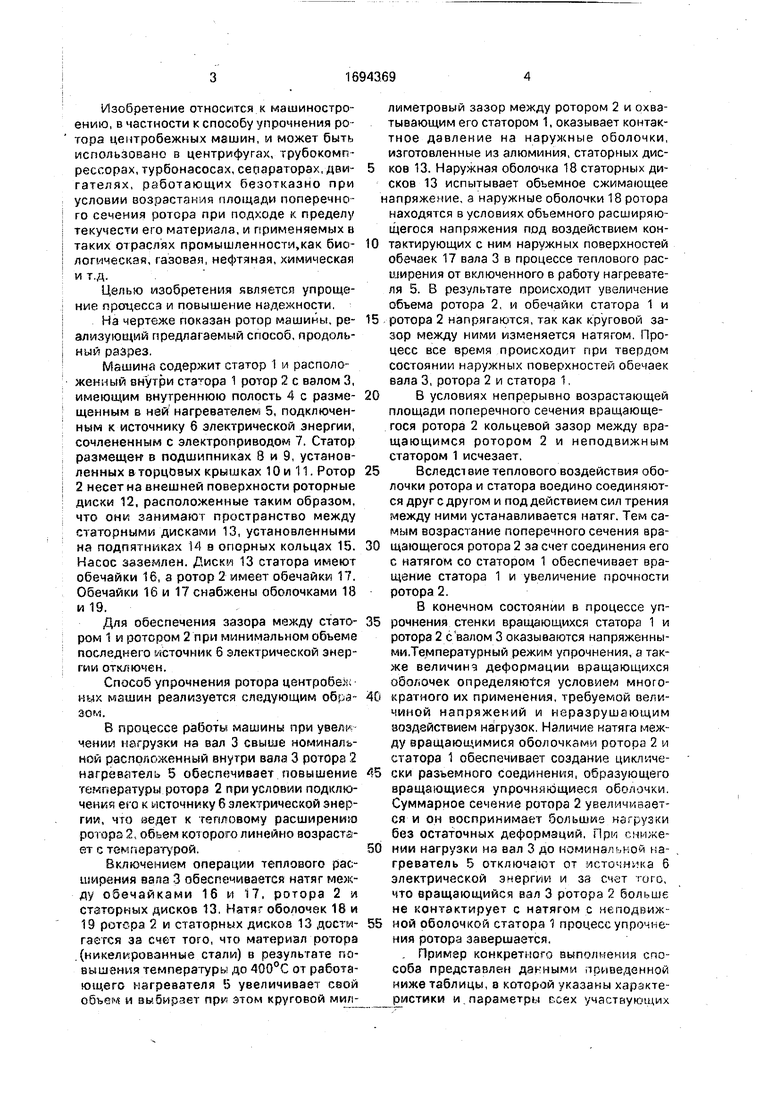
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения ротора центробежных машин | 1990 |
|
SU1761451A1 |
| Способ упрочнения деталей | 1990 |
|
SU1750931A1 |
| Способ упрочнения ферромагнитных деталей | 1988 |
|
SU1623854A1 |
| Способ упрочнения деталей | 1986 |
|
SU1333860A1 |
| Способ снятия напряжений в изделиях | 1990 |
|
SU1786121A1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| Способ отстройки от резонанса работающего ротора машины | 1991 |
|
SU1837129A1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
о о
4 OJ О Ю
Изобретение относится к машиностроению, в частности к способу упрочнения ротора центробежных машин, и может быть использовано в центрифугах, трубокомп- рессорах,турбонасосах, сепараторах, двигателях, работающих безотказно при условии возрастания площади поперечного сечения ротора при подходе к пределу текучести его материала, и применяемых в таких отраслях промышленности.как биологическая, газовая, нефтяная, химическая и т.д.
Целью изобретения является упрощение процесса и повышение надежности.
На чертеже показан ротор машины, реализующий предлагаемый способ, продольный разрез.
Машина содержит статор 1 и расположенный внутри статора 1 ротор 2 с валом 3, имеющим внутреннюю полость 4 с размещенным в ней нагревателем 5, подключенным к источнику 6 электрической энергии, сочлененным с электроприводом 7. Статор размещен- в подшипниках 8 и 9, установленных в торцовых крышках 10 и 11. Ротор 2 несет на внешней поверхности роторные диски 12, расположенные таким образом, что они занимают пространство между статорными дисками 13, установленными на подпятниках 14 в опорных кольцах 15. Насос заземлен. Диски 13 статора имеют обечайки 16, а ротор 2 имеет обечайки 17. Обечайки 16 и 17 снабжены оболочками 18 и 19.
Для обеспечения зазора между статором 1 и ротором 2 при минимальном обьеме последнего источник 6 электрической энергии отключен.
Способ упрочнения ротора центробе& ных машин реализуется следующим образом.
В процессе работы машины при увеличении нагрузки на вал 3 свыше номинальной расположенный внутри вала 3 ротора 2 нагреватель 5 обеспечивает повышение температуры ротора 2 при условии подключения его к источнику 6 электрической энергии, ч го ведет к тепловому расширению ротора 2, обьем которого линейно возрастает с температурой.
Включением операции теплового расширения вала 3 обеспечивается натяг между обечайками 16 и 47, ротора 2 и статорных дисков 13. Натяг оболочек 18 и 19 ротора 2 и статорных дисков 13 достигается за счет того, что материал ротора (никелированные стали) в результате повышения температуры до 400°С от работающего нагревателя 5 увеличивает свой объен и выбирает при этом круговой мил
лиметровый зазор между ротором 2 и охватывающим его статором 1, оказывает контактное давление на наружные оболочки, изготовленные из алюминия, статорных дисков 13. Наружная оболочка 18 статорных дисков 13 испытывает объемное сжимающее напряжение, а наружные оболочки 18 ротора находятся в условиях объемного расширяющегося напряжения под воздействием кон0 тактирующих с ним наружных поверхностей обзчаек 17 вала 3 в процессе теплового расширения от включенного в работу нагревателя 5. В результате происходит увеличение объема ротора 2, и обечайки статора 1 и
5 ротора 2 напрягаются, так как круговой зазор между ними изменяется натягом. Процесс все время происходит при твердом состоянии наружных поверхностей обечаек вала 3, ротора 2 и статора 1,
0В условиях непрерывно возрастающей
площади поперечного сечения вращающегося ротора 2 кольцевой зазор между вращающимся ротором 2 и неподвижным статором 1 исчезает.
5 Вследст вне теплового воздействия оболочки ротора и статора воедино соединяются друг с другом и под действием сил трения между ними устанавливается натяг. Тем самым возрастание поперечного сечения вра0 щающегося ротора 2 за счет соединения его с натягом со статором 1 обеспечивает вращение статора 1 и увеличение прочности ротора 2.
В конечном состоянии в процессе уп5 рочнения стенки вращающихся статора 1 и ротора 2 с валом 3 оказываются напряженны- ми.Температурный режим упрочнения, а также величин деформации вращающихся оболочек определяются условием много0 кратного их применения, требуемой величиной напряжений и неразрушающим воздействием нагрузок. Наличие катяга между вращающимися оболочками ротора 2 и статора 1 обеспечивает создание цикличе5 ски разъемного соединения, образующего вращающиеся упрочняющиеся оболочки. Суммарное сечение ротора 2 увеличивается и он воспринимает большие нагрузки без остаточных деформаций. При сниже0 ним нагрузки на вал 3 до номинальной нагреватель 5 отключают от источника 6 электрической энергии и за счет того, что вращающийся аал 3 ротора 2 больше не контактирует с натягом с неподвиж5 ной оболочкой статора 1 процесс упрочнения ротора завершается.
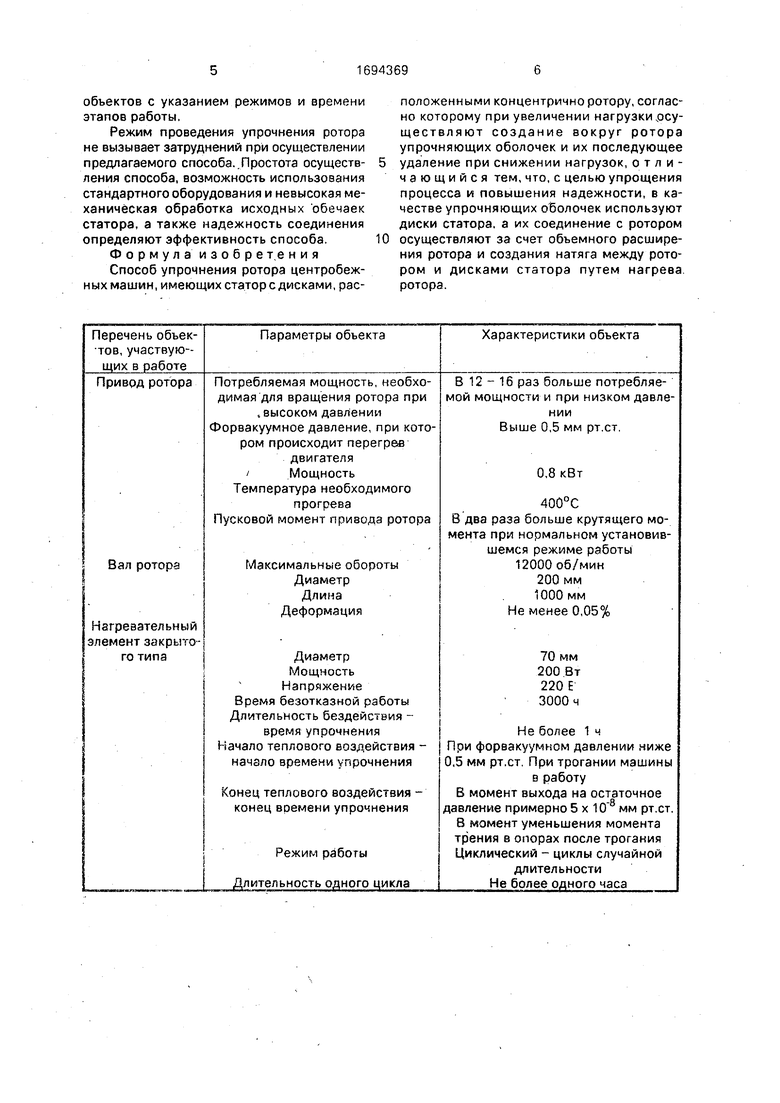
, Пример конкретного выполнения способа представлен данными приведенной ниже таблицы, в которой указаны характеристики и параметры с,сех участвующих
объектов с указанием режимов и времени этапов работы.
Режим проведения упрочнения ротора не вызывает затруднений при осуществлении предлагаемого способа. Простота осуществления способа, возможность использования стандартного оборудования и невысокая механическая обработка исходных обечаек статора, а также надежность соединения определяют эффективность способа. Формула изобретения Способ упрочнения ротора центробежных машин, имеющих статор с дисками, расПеречень объектов, участвую- щих в работе
Параметры объекта
риврд ротора
Потребляемая мощность, необходимая для вращения ротора при
. высоком давлении Форвакуумное давление, при котором происходит перегрев
двигателя /Мощность
Температура необходимого
прогрева Пусковой момент привода ротора
Максимальные обороты Диаметр
Длина Деформация
Диаметр
Мощность
Напряжение
Время безотказной работы Длительность бездействия время упрочнения Начало теплового воздействия начало времени упрочнения
Конец теплового воздействия - конец воемени упрочнения
Режим работы Длительность одного цикла
0
положенными концентрично ротору, согласно которому при увеличении нагрузки .осуществляют создание вокруг ротора упрочняющих оболочек и их последующее удаление при снижении нагрузок, отличающийся тем, что, с целью упрощения процесса и повышения надежности, в качестве упрочняющих оболочек используют диски статора, а их соединение с ротором осуществляют за счет объемного расширения ротора и создания натяга между ротором и дисками статора путем нагрева ротора.
Характеристики объекта
В 12-16 раз больше потребляемой мощности и при низком давленииВыше 0,5 мм рт.ст.
0,8 кВт
400°С
В два раза больше крутящего момента при нормальном установившемся режиме работы 12000 об/мин 200мм 1000мм Не менее 0,05%
70 мм 200 Вт 220 Е 3000ч
Не более 1 ч
При форвакуумном давлении ниже 0.5 мм рт.ст. При трогании машины
в работу
В момент выхода на остаточное давление примерно 5 х мм рт.ст. В момент уменьшения момента трения в опорах после трогания Циклический - циклы случайной
длительности Не более одного часа
еречень объектов, участвую- щих в работе
Параметры объекта
Увеличение диаметра при прогреве
Деформация Длительность теплового
воздействия
Длительность натяга
Зазор со статором
Контактное давление
Вид напряжения
Вид движения
Вид напряжения
Контактное давление
Состояние
Зазор с ротором Вид упрочняющих оболочек
Пути создания оболочек и их последующего удаления
Ротор
Статор
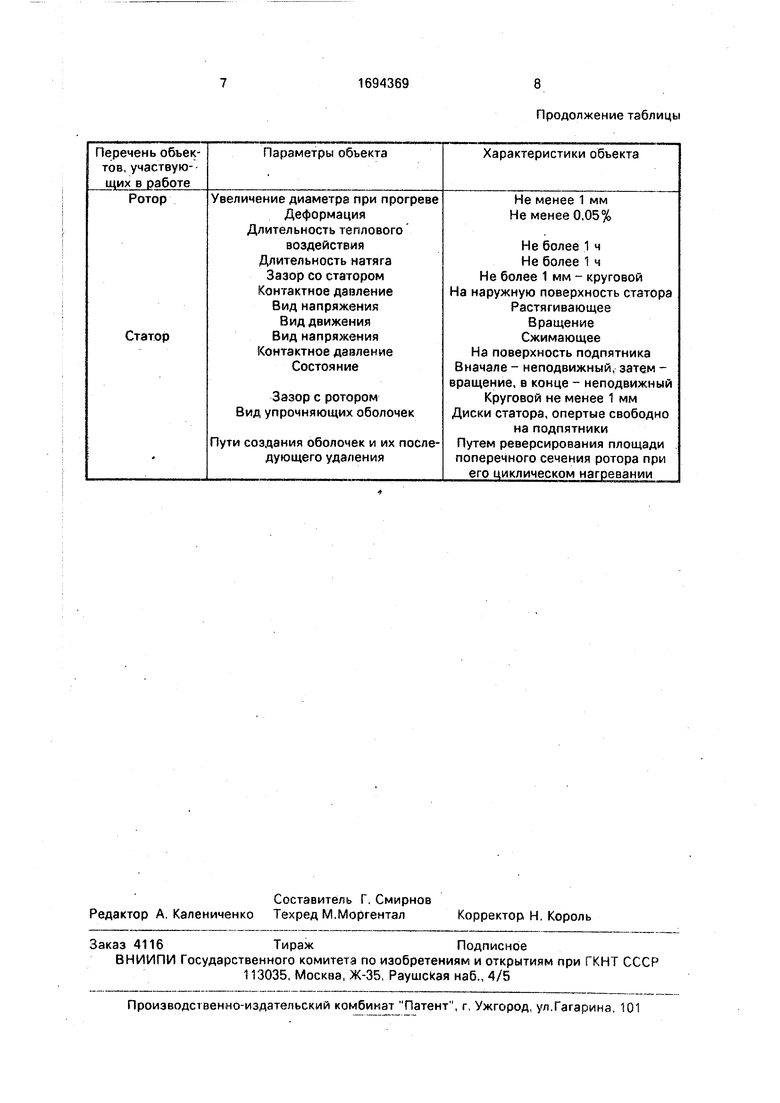
Продолжение таблицы
Характеристики объекта
Не менее 1 мм Не менее 0,05%
Не более 1 ч Не более 1 ч
Не более 1 мм - круговой
На наружную поверхность статора
Растягивающее
Вращение
Сжимающее
На поверхность подпятника
Вначале - неподвижный, затем вращение, в конце - неподвижный
Круговой не менее 1 мм Диски статора, опертые свободно
на подпятники
Путем реверсирования площади
поперечного сечения ротора при
его циклическом нагревании
