$гй«7
Изобретение относится к обработке металлов резанием и может быть использовано для обработки четырехгранных пазов.
Целью изобретения является повышение производительности.
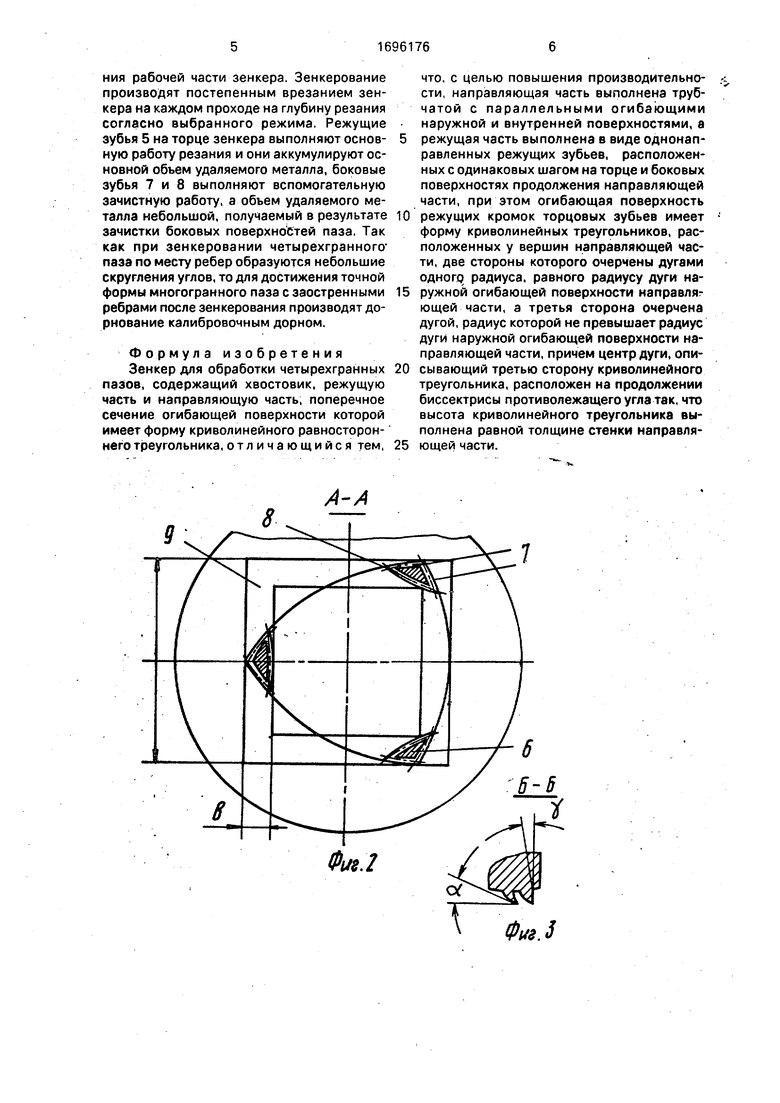
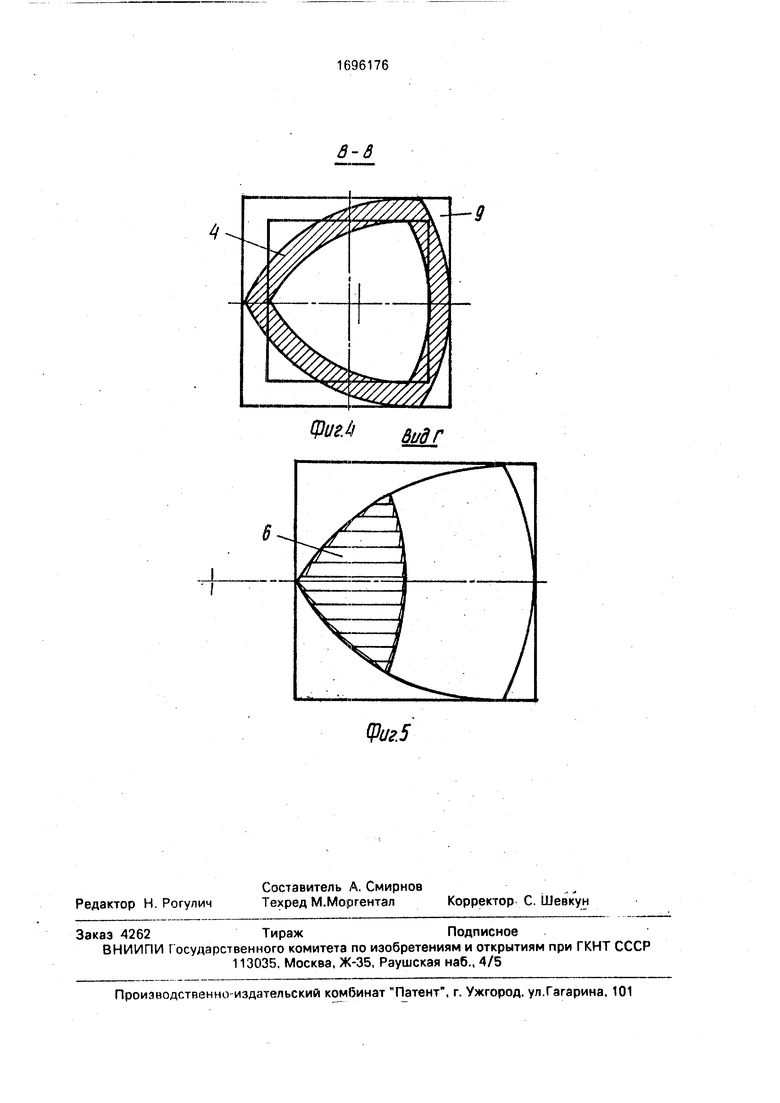
На фиг. 1 изображен зенкер, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 1.
Зенкер содержит хвостовую часть и рабочую часть, которая имеет направляющую 1 и режущую 2 части. Направляющая часть 1 размещена в граненом кондукторе 3, число граней которого равно числу сторон обрабатываемого паза. Направляющая часть 1 выполнена трубчатой с параллельными огибающими наружной и внутренней поверхностями, имеет в поперечном сечении форму криволинейного равностороннего треугольника - рамка 4. Режущая часть 2 зенкера выполнена в виде однонаправленных режущих зубьев, расположенных на торце и боковых поверхностях продолжения направляющей части 2. В поперечном сечении огибающая поверхность режущих кромок торцовых зубьев 5 имеет форму криволинейных треугольников 6, расположенных у вершин направляющей части 2. Две стороны треугольника 6 очерчены дугами одного радиуса, равного радиусу дуги наружной огибающей поверхности направляющей части 2, а третья сторона очерчена дугой, радиус которой не превышает радиус дуги наружной огибающей поверхности направляющей части 2. Центр дуги, описывающий третью сторону криволинейного треугольника, расположен на продолжении биссектрисы противолежащего угла так, что высота криволинейного треугольника выполнена равной толщине стенки направляющей части, которая равна ширине в обрабатываемого паза. Число криволинейных треугольников 6 равно числу граней направляющей части 1, т.е. трем.
Режущие зубья 5 предназначены для выполнения главной работы резания, а за- чистные зубья 7 и 8, расположенные на боковых наружных и внутренней поверхностях криволинейных треугольников 6, предназначены для выполнения вспомогательной работы резания. Режущие зубья на торце и зубья 7 и 8 на боковых повеохностях расположены под углом 90°. Зубья 5 на торце режущей части 2 зенкера имеют полный профиль и заточены под положительными передним углом у и задним углом а. Со стороны передней поверхности зуба содержится стружечная полость для размещения основного объема удаляемого металла. Боковые режущие кромки имеют неполный
профиль без стружечных полостей. Они выполняют вспомогательную работу резания и способствуют уменьшению усилий трения на вспомогательной поверхности режущей
части 2. Объем металла, удаляемый ими, незначительный.
Торцевые 5 и боковые 7 и 8 зубья одно- направлены, причем режущие кромки торцовых и боковых зубьев совпадают, При
0 этом величина шага зубьев на наружной и внутренних поверхностях режущего элемента зенкера одинаковая, а величина шага зависит от ширины в обрабатываемого паза 9 в изделии 10. Высота режущих эле5 ментов выполнена большей, чем глубина обрабатываемого паза 9. Для повышения технологичности изготовления зубьев на внутренней поверхности режущей части 2 выполнена поперечная канавка 11 для вы0 хода инструмента, например прошивки. С направляющей частью 1 жестко соединен, например, приварен хвостовик 12. Хвостовик 12 зенкера приваривается к многогранной направляющей части 1 с помощью
5 многогранного фланца, размеры и конфигурация которого соответствуют размерам и конфигурации направляющей части 1 зенкера. Размеры направляющей 1 и режущей 2 частей зенкера по диаметрам вписанной
0 в очертания его профиля окружности и описанной вокруг него окружности определяются по известным геометрическим соотношениям размеров четырехгранного паза.
5 Зенкер работает следующим образом. Для изготовления четырехгранного паза не требуется предварительной подготовки полости паза. Обработка паза производится, преимущественно, на станках с
0 вертикальным расположением шпинделя, например, вертикально-сверлильных. Хвостовик зенкера вставляется в плавающий патрон 13, а направляющая чацть 1 проходит через граненый кондуктор 3..
5 При зенкеровании ось зенкера не совпадает с осью симметрии граненого паза и кондукторной втулки. Вследствие несовпадения осей при обработке необходимо применять специальный плавающий патрон 13.
0 Конструкция такого плавающего патрона может быть основана на применении принципа так называемой муфты Ольтгей- ма. При зенкеровании вращающий момент от шпинделя станка через верхнюю часть
5 патрона передается к нижней его части, при помощи промежуточной шайбы. В процессе зенкерования нижняя часть патрона вместе с зенкером совершает движение в поперечном к оси направлении, обусловленные формой кондукторной втулки и сечения рабочей части зенкера. Зенкерование производят постепенным врезанием зенкера на каждом проходе на глубину резания согласно выбранного режима. Режущие зубья 5 на торце зенкера выполняют основ- ную работу резания и они аккумулируют основной объем удаляемого металла, боковые зубья 7 и 8 выполняют вспомогательную зачистную работу, а объем удаляемого металла небольшой, получаемый в результате зачистки боковых поверхностей паза. Так как при зенкеровании четырехгранного паза по месту ребер образуются небольшие скругления углов, то для достижения точной формы многогранного паза с заостренными ребрами после зенкерования производят до- рнование калибровочным дорном.
Формула изобретения Зенкер для обработки четырехгранных пазов, содержащий хвостовик, режущую часть и направляющую часть, поперечное сечение огибающей поверхности которой имеет форму криволинейного равностороннего треугольника, отличающийся тем,
что, с целью повышения производительности, направляющая часть выполнена трубчатой с параллельными огибающими наружной и внутренней поверхностями, а режущая часть выполнена в виде однонаправленных режущих зубьев, расположенных с одинаковых шагом на торце и боковых поверхностях продолжения направляющей части, при этом огибающая поверхность режущих кромок торцовых зубьев имеет форму криволинейных треугольников, расположенных у вершин направляющей части, две стороны которого очерчены дугами одного радиуса, равного радиусу дуги наружной огибающей поверхности направляющей части, а третья сторона очерчена дугой, радиус которой не превышает радиус дуги наружной огибающей поверхности направляющей части, причем центр дуги, описывающий третью сторону криволинейного треугольника, расположен на продолжении биссектрисы противолежащего угла так, что высота криволинейного треугольника выполнена равной толщине стенки направляющей части.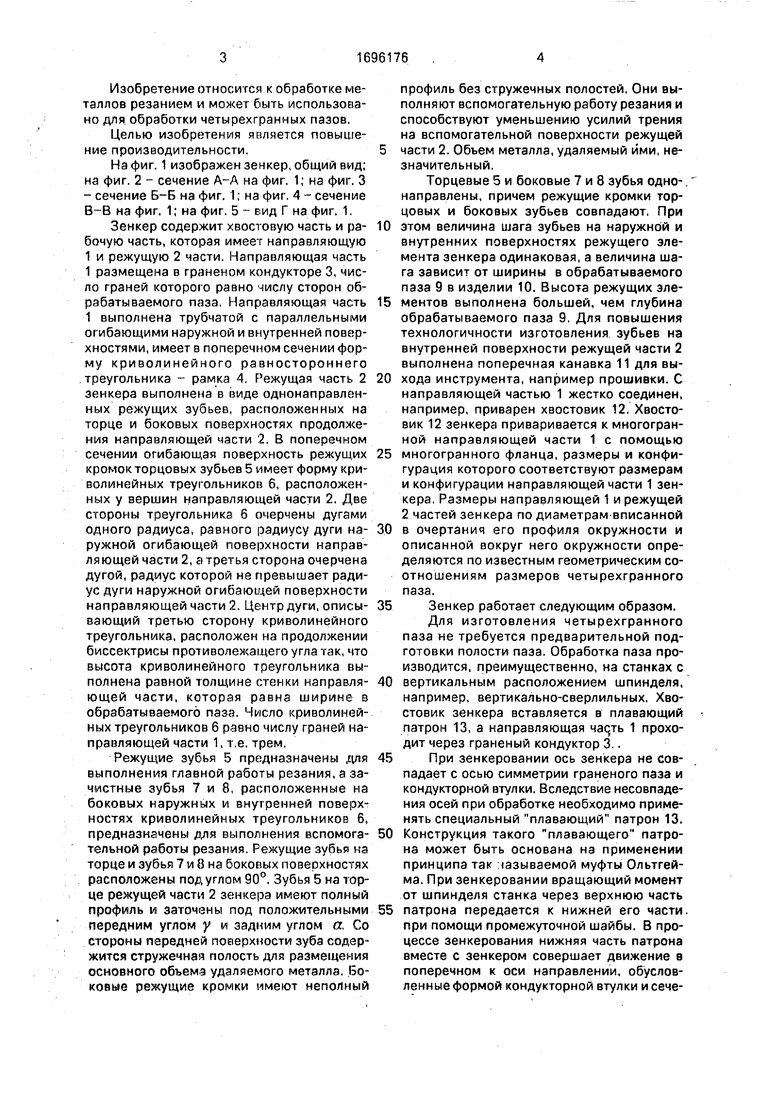
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки внутренних граненых поверхностей | 1983 |
|
SU1161275A1 |
| Устройство для обработки квадратных отверстий | 1983 |
|
SU1138301A1 |
| Устройство для обработки отверстий | 1985 |
|
SU1328090A1 |
| Устройство к сверлильному станку для зенкерования отверстий с обратной стороны | 2002 |
|
RU2225283C1 |
| НАСАДНОЙ ЗЕНКЕР Ю.В. РОЗЕНБЕРГА | 2005 |
|
RU2284880C1 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2518875C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ПОГРУЗКИ СИЛОСА И СЕНАЖА | 2002 |
|
RU2224410C2 |
| Динамометрическая оправка длязЕНКЕРОВАНия | 1979 |
|
SU818768A1 |
Изобретение относится к обработке металлов резанием. Цель изобретения - повышение производительности. Зенкер содержит хвостовую часть и рабочую часть, которая имеет направляющую 1 и режущую 2 части. Направляющая часть 1 размещена в граненом кондукторе 3, число граней которого равно числу сторон обрабатываемого паза. Направляющая часть 1 выполнена трубчатой с параллельными огибающими наружной и внутренней поверхностями и имеет в поперечном сечении форму криволинейного равностороннего треугольника. Режущая часть 2 выполнена в виде однонаправленных режущих зубьев, расположенных на торце и боковых поверхностях продолжения направляющей части 1. В поперечном сечении огибающая поверхность режущих кромок торцовых зубьев 5 имеет форму криволинейных треугольников, расположенных у вершин направляющей части 1. Две стороны криволинейного треугольника очерчены дугами одного радиуса, равного радиусу дуги наружной огибающей части, а третья сторона очерчена дугой, радиус которой не превышает радиус дуги на наружной огибающей поверхности направляющей части 1. Центр дуги, описывающей третью сторону криволинейного треугольника, расположен на продолжении биссектрисы противолежащего угла так, что высота криволинейного треугольника выполнена равной толщине стенки направляющей части, которая равна шири не обрабатываемого паза. 5 ил. СО с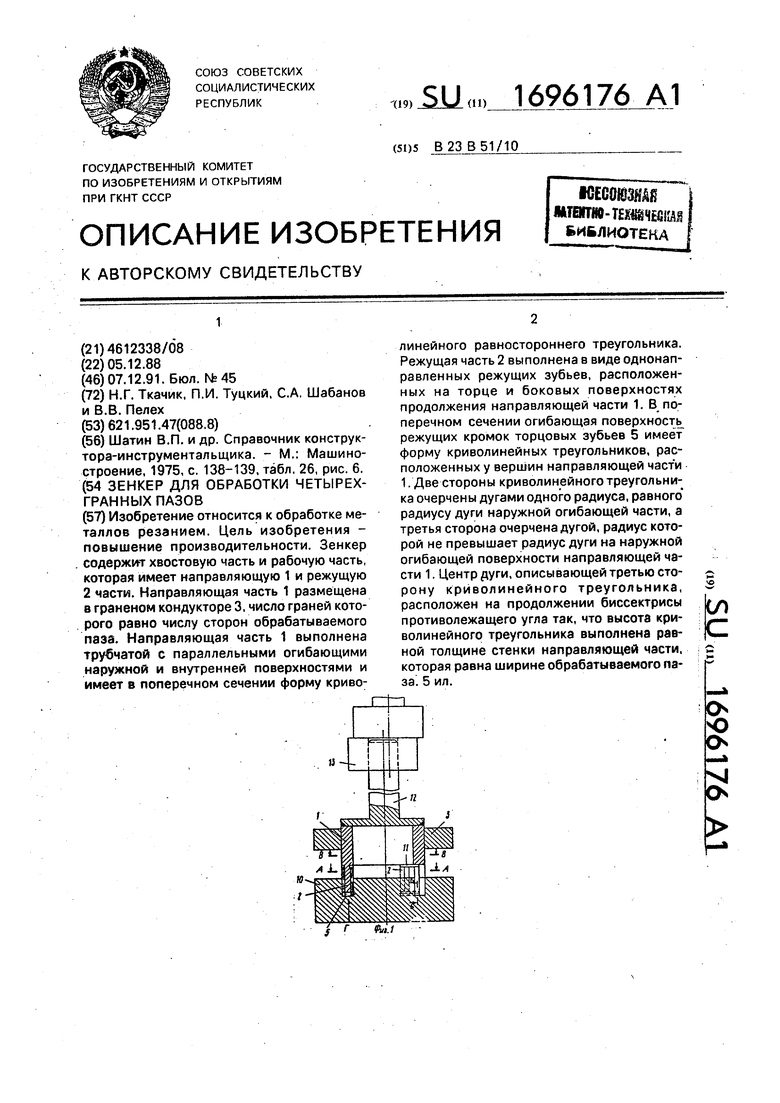
А-А
1
Фм.З
Фие.4
Видг
Фиг.5
| Шатин В.П | |||
| и др | |||
| Справочник конструктора-инструментальщика | |||
| - М.: Машиностроение, 1975, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
