Изобретение относится к обработке металлов резанием и может быть использовано для фрезерования многогранных отверстий невысокого класса точности.
Наиболее близким по технической сущности к заявляемому является выбранное в качестве прототипа устройство для обработки внутренних граненых поверхностей, включающее инструментальную головку, несущую в корпусу граненый инструмент, приспособление для закрепления деталей и граненую кондукторную втулку, которая, с целью расширения технологических возможностей установлена во введенном в устройство кронштейне, закрепленном на корпусе фрезерной головки.
В устройстве реализуется способ обработки внутренних граненых поверхностей, суть которого заключается в том, что вращающийся вокруг своей оси трехгранный инструмент совершает планетарное движение вокруг центра четырехгранного отверстия. Треугольное сечение концевой фрезы, устанавливающейся посредством плавающего патрона в шпинделе инструментальной головки, представляет собой эксцентрик постоянного диаметра. Расстояния между любыми противоположными точками этого эксцентрика равны между собой. Сечение эксцентрика очерчено тремя дугами круга, центры которых расположены в вершинах правильного треугольника и радиус которых равен стороне требуемого квадрата. Все точки режущих лезвий фрезы при ее вращении описывают квадраты, формируя контуры отверстия.
Недостатком описанного способа является то, что практически получается отверстие с несколько округленными углами, и для достижения точной формы многогранного отверстия обычно прибегают к последующей пробивке их калибровочным дорном. Неудобства этого способа заключаются в том, что для обработки отверстия новой конфигурации и размера необходимо предварительно изготовить граненую кондукторную втулку с сечением отверстия. Этот фактор снижает производительность труда.
Кроме того, скорость резания при таком способе работы ограничивается возникновением сильных ударов, вызываемых мгновенной переменной направления поперечных движений сверла, что при больших скоростях ведет к быстрому износу инструмента и кондукторной втулки.
Указанные недостатки обусловлены конфигурацией режущего инструмента и устройством для реализации способа.
Грани инструмента в сечении представляют собой три дуги круга, центры которых расположены в вершинах правильного треугольника. При пересечении грани образуют угол 120о. Обработать таким инструментом угол в 90о квадратного отверстия практического невозможно.
Плавающий патрон как устройство для реализации способа предоставляет возможность инструменту совершать поперечные перемещения, а кондукторная втулка выступает в качестве ограничителя этих перемещений. Взаимодействие инструмента и втулки позволяет получить нужную конфигурацию отверстия и в то же время снижает стойкость инструмента и долговечность втулки.
Цель изобретения - расширение технологических возможностей путем получения правильного контура многогранного отверстия с проработанными угловыми переходами, повышение производительности труда и стойкости инструмента.
Для достижения указанной цели в способе фрезерования многогранных отверстий, согласно которому трехгранному инструменту сообщают осевую подачу и вращение вокруг его оси, а детали с предварительно просверленным отверстием сообщают относительно инструмента перемещение, фреза, имеющая в сечении режущей части равносторонний треугольник, совершает связанное с перемещением детали вращение в заданном направлении. Достаточный диаметр отверстия на глубину обработки равен наибольшему размеру необрабатываемой зоны. При проработке квадратного отверстия фреза совершает попутное фрезерование, а деталь перемещается по квадратной траектории с зависимостью между вращением и перемещением S0 = K . a = 0,009993а, где S0 - перемещение детали по один градус поворота фрезы, мм/град; а - сторона отверстия, равная длине грани фрезы, мм; К - коэффициент согласования, показывающий на какую долю от длины грани отверстия переместится деталь во время поворота фрезы на один градус,  . При проработке прямоугольного отверстия деталь пере мещается по траектории ромба с острым углом α , равным α = 2arctg
. При проработке прямоугольного отверстия деталь пере мещается по траектории ромба с острым углом α , равным α = 2arctg с зависимостью между вращением и перемещение So=
с зависимостью между вращением и перемещение So= 
 , где а - меньшая сторона отверстия, равная длине грани фрезы, мм; в = большая сторона отверстия, мм.
, где а - меньшая сторона отверстия, равная длине грани фрезы, мм; в = большая сторона отверстия, мм.
При проработке правильного восьмигранного отверстия коэффициент К = 0,04329, а достаточный диаметр предварительного отверстия D = 0,7 а. При проработке правильного шестигранного отверстия S0 = К . а, где K = 0.02385  , α= 72,4о. При этом фреза по отношению к детали совершает встречное фрезерование. Для повышения чистоты обработки поверхностей многогранных отверстий фреза по отношению к детали совершает импульсные осевые перемещения.
, α= 72,4о. При этом фреза по отношению к детали совершает встречное фрезерование. Для повышения чистоты обработки поверхностей многогранных отверстий фреза по отношению к детали совершает импульсные осевые перемещения.
Сечение фрезы в режущей части имеет равносторонний треугольник с одинаковыми углами 60о. Это позволит обрабатывать многогранные отверстия с минимальными углами между гранями 60о и повысить степень их проработки.
Вращение фрезы в заданном направлении, связанное с перемещением детали, необходимо для формирования контура отверстия. Деталь и фреза совершают относительно друг друга согласованные движения. В формировании контура отверстий принимают участие три режущие кромки, расположенные по граням.
Чтобы описать контур отверстия, фрезе достаточно повернуться на 120о, а детали - переместиться по заданной траектории. Фреза может совершать как попутное фрезерование, как бы обкатывание по периметру отверстия, так и встречное фрезерование при противоположном вращении фрезы. При разном направлении вращения фрезы получатся разные конфигурации отверстия, отличающиеся количеством граней. Также при изменении траектории перемещения детали получатся отверстия иной конфигурации и количества граней. При фрезеровании квадратных, прямоугольных и правильных шестигранных и восьмигранных отверстий траектория перемещения детали относительно инструмента представляет собой равносторонний четырехугольник с различными углами - квадрат либо ромб. Во всех случаях длина граней правильных многогранных отверстий и меньшая сторона прямоугольного отверстия равняются длине грани фрезы.
При обработке некоторых многогранных отверстий в центре образуется зона, не обрабатываемая фрезой. Например, при обработке восьмигранного отверстия в центре образуется необрабатываемая зона, зависящая от размеров граней отверстия. Для обработки этого участка предварительно сверлят отверстия на глубину обработки. В других случаях таких зон не образуется, но просверленное отверстие может облегчить работу трехгранной фрезы.
Зависимость S0 = K . а = 0,009993а получается из следующих соображений.
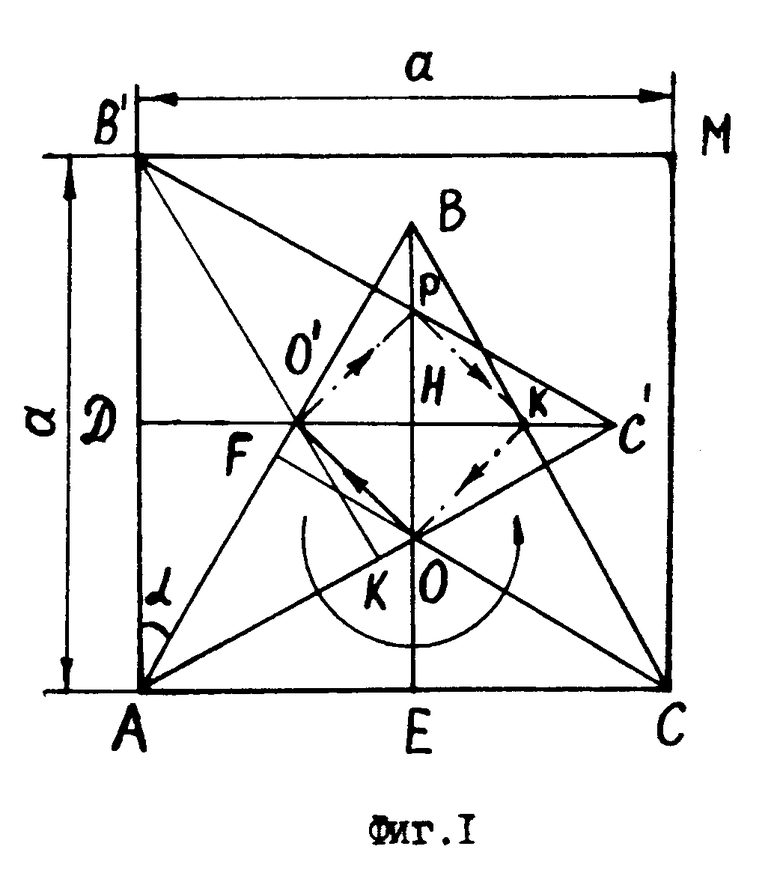
Полный контур квадратного отверстия (фиг. 1) образуется при повороте фрезы на 120о совместно с подачей детали. Первая грань АВIквадрата АВI МС образуется при повороте по стрелке инструмента АВС на 30о и его перемещении по линии ООI , из точки О в точку ОI (или перемещение детали по линии ОI О из т. ОI в точку О - что то же самое. Здесь и далее для упрощения рассматриваем перемещение инструмента с одновременным его вращением при неизменном положении детали). Величина перемещения зависит от размеров отверстия. Сторона квадрата а равна боковой грани фреза АС. Для нахождения длины хода по диагонали ООIпредварительно найдем величины продольного и поперечного перемещений ОН и НОI :
ОН = НЕ - ОЕ =  - ОЕ (1).
- ОЕ (1).
Точка О является центром инструмента, треугольника АВС; ОЕ = АЕ tg30o =  tg30o (2). Подставим значение ОЕ в выражение (1)
tg30o (2). Подставим значение ОЕ в выражение (1)
ОН =  -
-  tg30o =
tg30o =  (1 -tg 30o)= =
(1 -tg 30o)= =  (1-0,5774) = a 0,2114 m = 0,2113a
(1-0,5774) = a 0,2114 m = 0,2113a
ОН = НОI = 0,2113а m = n = 0,2113а. Тогда продольная и поперечная подача на 1о поворота инструмента составит: S1,2= 0,211a/30о
Длина хода l по диагонали ООI составит
l =  =
=  = 0,2988a
= 0,2988a
Подача S0 по диагонали на 1о поворота фрезы составит:
S0 = 0,2988а : 30 = 0,009993а.
Последующие повороты фрезы на 30о и изменения траектории детали на 90о образуют новые грани отверстия.
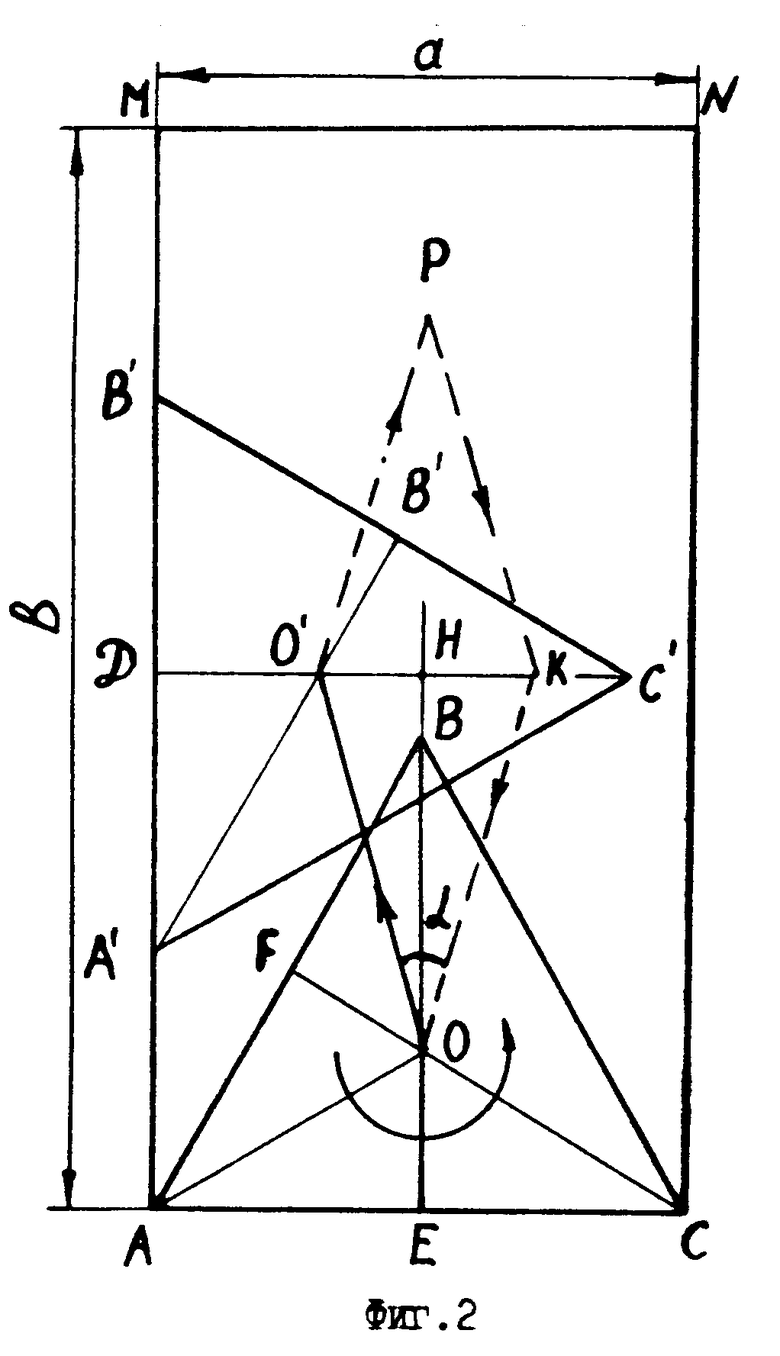
При обработке прямоугольного отверстия длиной в и шириной а (фиг. 2) величины продольного и поперечного перемещений ОН и НОI при повороте фрезы на 30о найдутся из соотношений:
ОН =  - ОЕ, из Ф. (2) ОЕ =
- ОЕ, из Ф. (2) ОЕ =  tg30о.
tg30о.
ОН =  -
-  tg 30o=
tg 30o=  - 0,2887 a.
- 0,2887 a.
m=  - 0,2887a.
- 0,2887a.
Продольная подача на один градус поворота фрезы:
S1 =  - 0,00962а.
- 0,00962а.
Поперечное перемещение НОI = DH - DОI , т. к. DОI = ОЕ см(2), а ОЕ =  tg30о
tg30о
НОI =  -
-  tg30o = 0,2113а, n = 0,2113а.
tg30o = 0,2113а, n = 0,2113а.
Поперечная подача на 1о поворота фрезы S2 = 0,2113a/30 = 0,007045а.
Длина хода l по диагонали ОО I составит
00′=  =
=  =
=  :
:
Подача S0 по диагонали ООI на 1о поворота фрезы составит
So= 
 при
при  = r.
= r.
So= 
При r = 1 получим значение величины подачи для квадрата.
В приведенных расчетах подач для прямоугольного отверстия предполагается, что длина грани фрезы равна ширине отверстия а.
Угол поворота траектории α при обработке прямоугольного отверстия: = tg
= tg  ; O′H= DH-DO′; DH=
; O′H= DH-DO′; DH=  ;
;
DO1 = OE =  tg 30°; O′H =
tg 30°; O′H =  -
-  tg30°=
tg30°=  (1 - tg 30°)
(1 - tg 30°)
OH =  -
-  tg30°=
tg30°=  (
( - tg30°)
- tg30°)
tg  =
=  =
=  =
=  =
=  ;
; = arctg
= arctg  ;
;
α = 2 arctg
при  = r получим α = 2 arctg
= r получим α = 2 arctg 
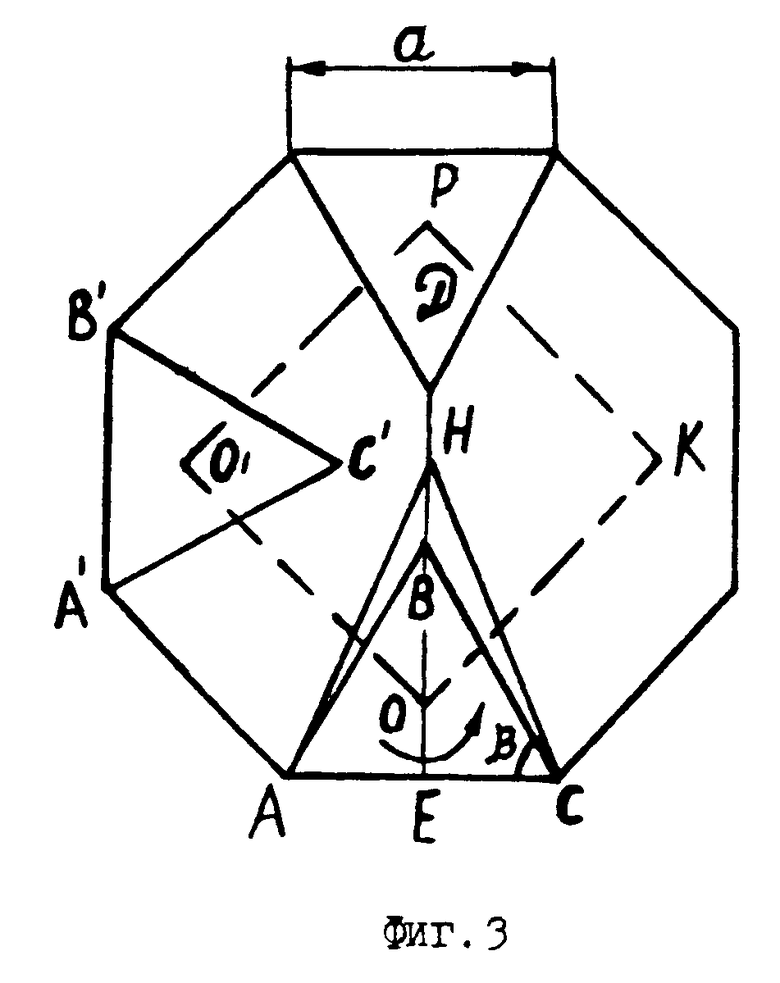
При получении восьмигранного отверстия (фиг. 3) продольное и поперечное перемещение ОН и НОI с поворотом фрезы на 30о будут равны:
ОН = ЕН - ОЕ; ОЕ =  tg30о
tg30о = tgβ; EC =
= tgβ; EC =  ; β =
; β =  = 67.5° ЕН =
= 67.5° ЕН =  tg67,5o; ОН =
tg67,5o; ОН =  tg67,5o -
tg67,5o -  tg30o =
tg30o =  (2,414 - 0,5774) = 0,9183а = m = n.
(2,414 - 0,5774) = 0,9183а = m = n.
Подача на 1о поворота фрезы составит:
S1,2 = 0,9183а : 30 = 0,03061а.
Длина хода l по диагонали ОО, составит:
l = 0,9183 = 1,29866а.
= 1,29866а.
Подача по диагонали S0 на 1о поворота фрезы:
S0 = 1,29866а : 30 = 0,0432886а.
Достаточный диаметр предварительного отверстия для устранения необрабатываемой зоны будет равен размеру этой зоны ВD.
BD = 2 . (ЕН - ВЕ); ЕН =  tg67,5o =
tg67,5o =  2,41; ВЕ =
2,41; ВЕ =  tg60o =
tg60o =  1,73
1,73
BD = 2(  2,41 -
2,41 -  1,73) = а 0,68 = 0,7а.
1,73) = а 0,68 = 0,7а.
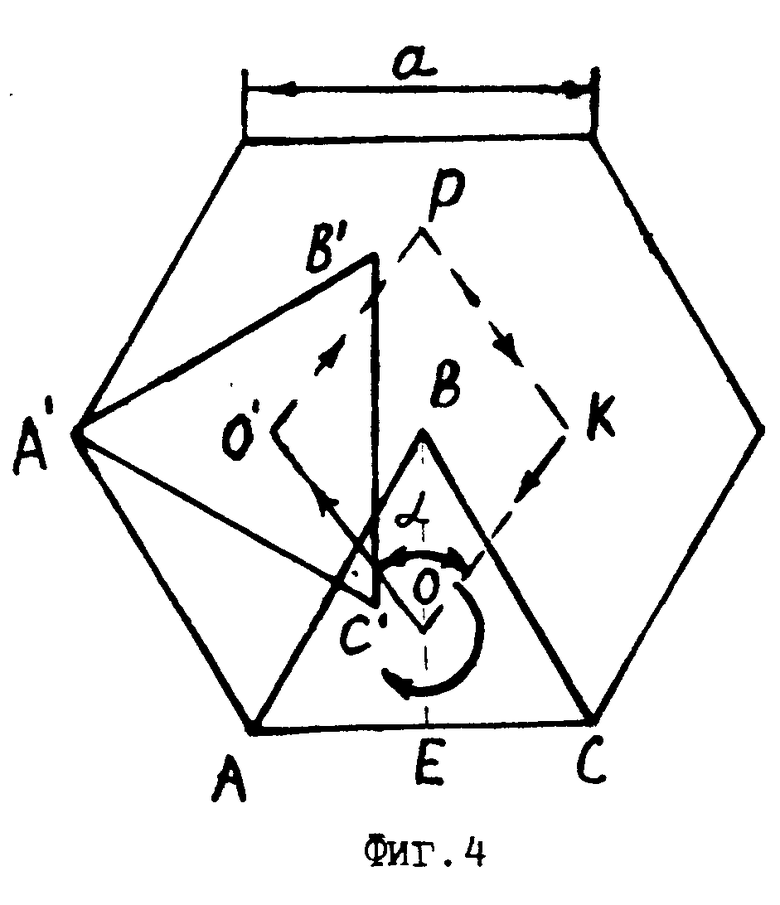
При получении шестигранного отверстия (фиг. 4) продольное перемещение m при повороте фрезы на 30о будет равно (фреза совершает встречное фрезерование, поворачивается по стрелке):
ОВ = ВЕ - ОЕ; ОЕ = 1/3 ВЕ; ОВ = 2/3 ВЕ = 2ОЕ; m = 0,5774, т. к. ОЕ =  tg30o, то ОВ = 2
tg30o, то ОВ = 2  tg30о = а tg30o= а 0,5774. Подача S1 на 1о поворота фрезы: S1 = 0,5774а : 30 = 0,01925а; Поперечное перемещение n равно: ВОI = АI В - АI ОI; т. к. АI ОI = ОВ, а АI В = а, то ВОI = а tg30о = а(1 - 0,5774) = 0,4226а n = 0,426а.
tg30о = а tg30o= а 0,5774. Подача S1 на 1о поворота фрезы: S1 = 0,5774а : 30 = 0,01925а; Поперечное перемещение n равно: ВОI = АI В - АI ОI; т. к. АI ОI = ОВ, а АI В = а, то ВОI = а tg30о = а(1 - 0,5774) = 0,4226а n = 0,426а.
Поперечная подача на 1о поворота фрезы: S2 = 0,4226а : 30 = 0,0141а.
Длина хода l по диагонали ООI равна
00′=  =
=  = a · 0,7155
= a · 0,7155
l = 0,7155а.
Подача на 1о поворота фрезы S0 = 0,7155 : 30 = 0,02385а;
Угол поворота α траектории подачи детали: = tg
= tg ВО′ = 0,4226а; ОВ= 0,5774а (см. выше);
ВО′ = 0,4226а; ОВ= 0,5774а (см. выше);
tg  =
=  = 0.7319 ;
= 0.7319 ;  = 36,2о; α= 72,4о
= 36,2о; α= 72,4о
При реализации предлагаемого способа обработки многогранных отверстий на гранях возможно налипание стружки.
Чтобы удалить налипшую стружку, фреза должна по отношению к детали совершать импульсные осевые перемещения в момент касания гранью инструмента стенок обрабатываемого отверстия. Стружка будет обламываться режущими кромками либо насечкой на грани фрезы.
По имеющимся у заявителя данным в известных решениях отсутствуют признаки, сходные с признаками, которые отличают от прототипа заявляемое техническое решение, что позволяет сделать вывод о его соответствии критерию "существенные отличия".
Для расширения технологических возможностей способа фрезерования многогранных отверстий путем получения правильного контура многогранного отверстия с проработанными угловыми переходами, повышения производительности труда и стойкости инструмента, необходимо обработку отверстий осуществлять трехгранным инструментом, имеющим в сечении равносторонний треугольник. Инструмент должен иметь на торце режущие зубья. Крайние режущие кромки, расположенные на пересечениях граней с торцом фрезы, образующие замкнутый равносторонний треугольник, предназначены для формирования контура отверстия. Острые углы кромок треугольника позволяет прорабатывать угловые переходы многогранных отверстий при поворотах фрезы. Контуры будущего отверстия получатся при согласованном движении детали и инструмента. Вращение фрезы в нужную сторону с необходимым числом оборотов и перемещением детали на определенное расстояние в заданном направлении по заранее известной траектории. Либо вращением и одновременным перемещением самой фрезы относительно детали при неизменном положении последней. Наличие осевой подачи обеспечит нужную глубину обработки отверстия. Перечисленные условия возможно выполнить на специальном станке для фрезерования многогранных отверстий. Такой станок должен иметь стол с продольной и поперечной подачей. Число оборотов шпинделя и скорости подач стола должны быть регулируемые.
Предварительно просверленное отверстие на глубину обработки облегчит работу трехгранной фрезы. Оно выполняется обычным сверлом по центру многоранного отверстия, обрабатывается часть объема отверстия, которая не может быть обработана фрезой. Диаметр предварительного отверстия должен быть не меньшим, чем наибольший размер устраняемой зоны. Например, для восьмигранного отверстия достаточный диаметр предварительного отверстия равен D = 0,7а, где а - длина грани отверстия.
Процесс фрезерования осуществляется без кондукторной втулки и плавающего патрона. Отсутствие этой оснастки высвобождает ранее затрачиваемое время на изготовление и замену кондукторных втулок для производительного труда.
Отсутствие соударений между втулкой и инструментом повысит стойкость последнего.
Для получения нужного контура отверстия должна быть выдержана зависимость между частотой вращения фрезы и скоростью ее перемещения: S0= K a, где S0 - подача фрезы (детали) на 1о ее поворота, мм/град ; а - сторона отверстия, равное грани фрезы, мм; К - коэффициент, показывающий, на какую долю от длины грани переместится фреза (деталь) по диагонали во время ее поворота на один градус, 1/град .
Кроме того, фреза должна вращаться в нужную сторону и перемещаться по заранее заданной траектории. Скорость перемещения фрезы зависит от размеров отверстия прямо пропорционально. Для разных контуров правильных многогранных отверстий зависимость S0 = К а составит:
для квадрата S0= 0/009993a мм/град
для шестиугольника S0= 0/02385a мм/град
для восьмиугольника S0= 0/04329a мм/град
для прямоугольника So= 
 мм/град. где в - большая сторона прямоугольного отверстия.
мм/град. где в - большая сторона прямоугольного отверстия.
Вращение фрезы для шестигранного отверстия по отношению к детали должно составить встречное фрезерование. Для квадратного, прямоугольного и восьмигранного отверстий фрезерование должно быть попутным.
Для всех упомянутых отверстий траектории фрезы относительно детали представляют собой равносторонние четырехугольники - ромбы, отличающиеся внутренними углами и длинами сторон. Для квадратного и восьмигранного отверстий углы ромбов равны 90о, т. е. траектории квадратные. Для шестигранного отверстия острый угол ромба равен 72,4о. Для прямоугольного отверстия углы траектории зависят от параметров отверстия - длины и ширины. Острый угол ромбической траекто- рии найдется из соотношения α = 2arctg
 . Полный контур отверстий получается при повороте фрезы на 120о. Длина одной стороны четырехугольной траектории получится при умножении величины S, перемещения детали на 1о поворота фрезы - на 30о, поскольку фреза (деталь) пройдет всего четвертую часть траектории.
. Полный контур отверстий получается при повороте фрезы на 120о. Длина одной стороны четырехугольной траектории получится при умножении величины S, перемещения детали на 1о поворота фрезы - на 30о, поскольку фреза (деталь) пройдет всего четвертую часть траектории.
При таком способе обработки возможно налипание стружки на боковые грани отверстия, что ухудшает чистоту поверхностей. Для удаления стружки фреза, имеющая насечку на гранях в ее режущей части, должна совершать импульсные перемещения в моменты касания своей гранью стенки отверстия. Движения фрезы в этом случае адекватны работе напильника.
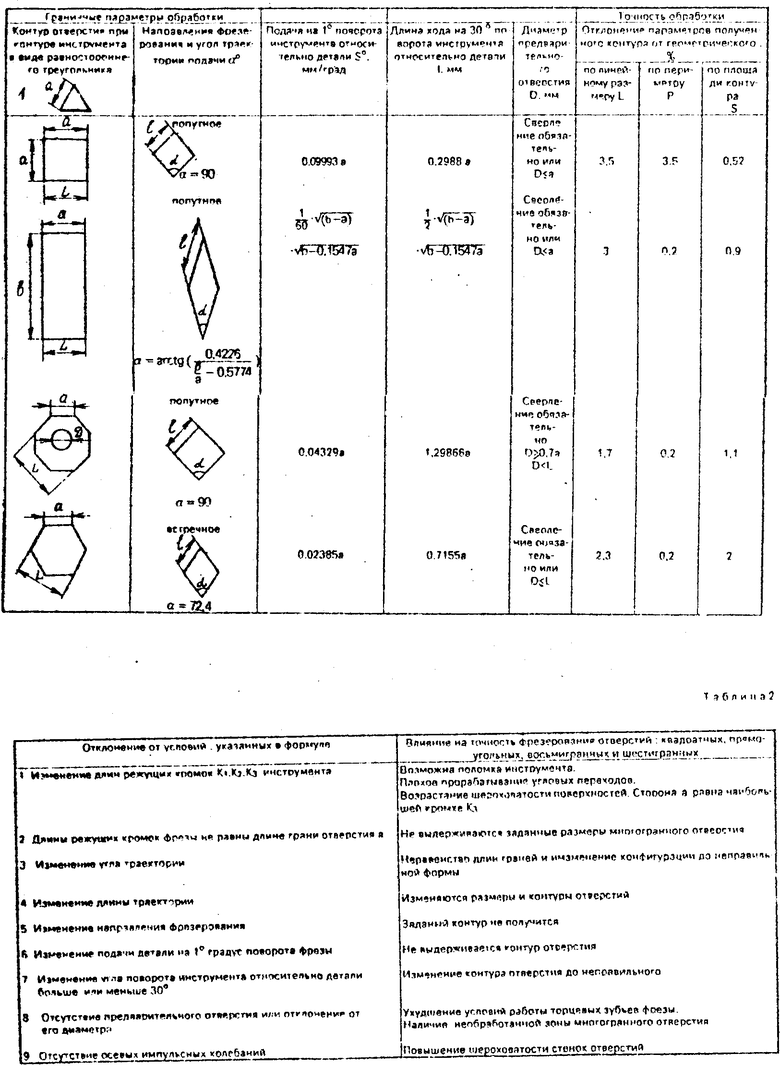
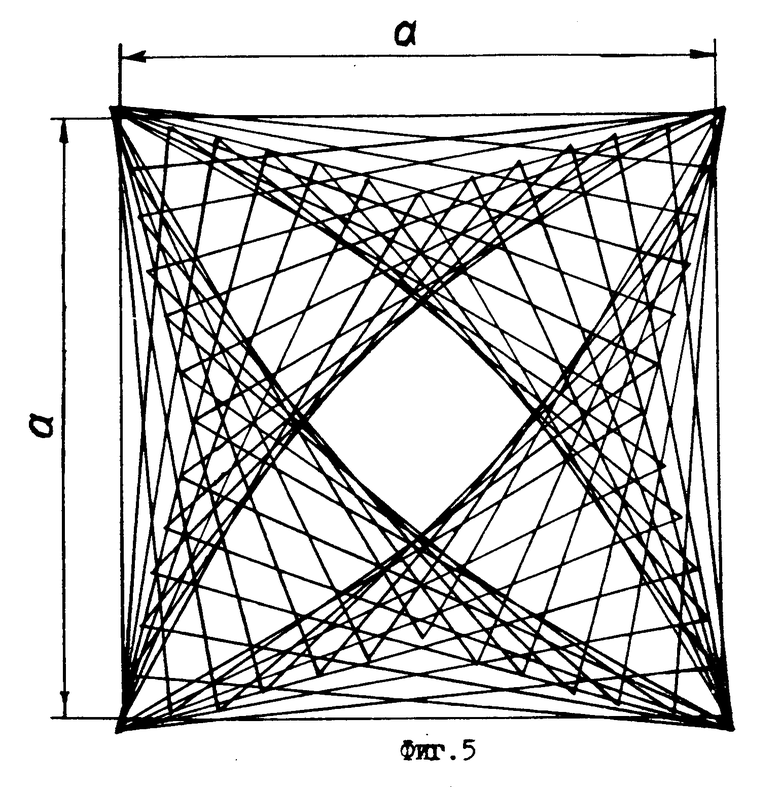
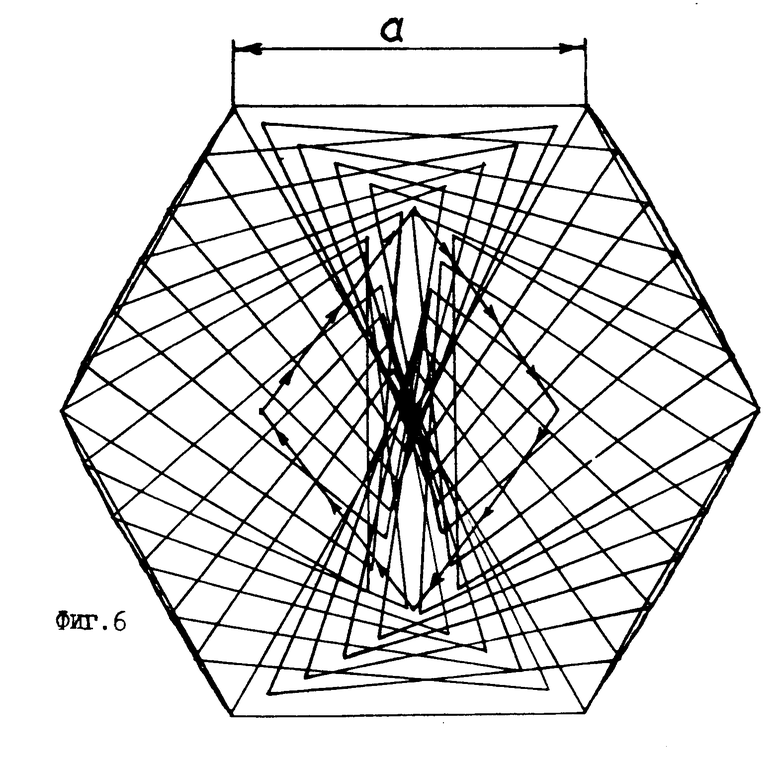
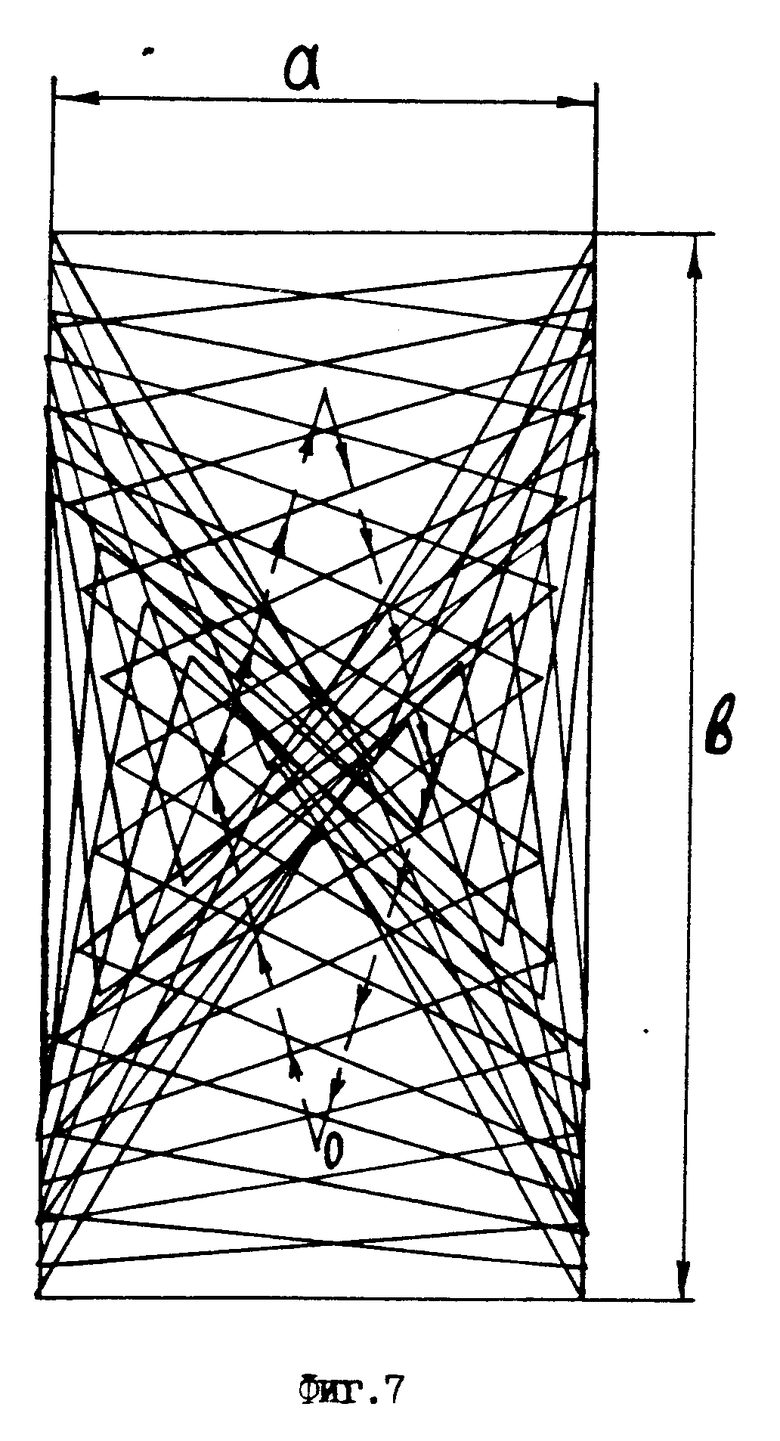
Выбор граничных параметров способа фрезерования многогранных отверстий обусловлен возможностью получения желаемого контура правильного многогранного отверстия. Точность отверстий, выполненных при соблюдении условий, указанных в формуле, отражена в табл. 1. Отличия между реальным и идеальным контуром многогранного отверстия можно увидеть на фиг. 5-8. Контуры отверстий получены отображением ориентации инструмента через каждые 5о поворота и перемещения его на 1/24 длины необходимой траектории.
Отклонения, вызванные изменением граничных параметров, приводят к отрицательных последствиям (табл. 2).
Если в сечении режущей части фреза не является равносторонним треугольником, то в процессе обработки возможен выход из строя инструмента. Например, три режущие кромки фрезы, участвующие в формировании контура, имеют разные длины - К1 < K2 < K3, При фрезеровании квадратного отверстия каждая режущая кромка поочередно входит в соприкосновение с одной и той же гранью. При фиксированной осевой подаче Рz на зуб фрезы режущая кромка К1 снимает стружку на глубине Рz. ПРи подходе к этой грани кромки К2 она снимает стружку толщиной Рz по длине ранее обработанной поверхности кромкой К1, а на длине К2-К1 режущая кромка К2 захватывает стружку толщиной 2Рz ; , так как этот отрезок грани не был обработан предыдущей кромкой. Кромка К3длиннее двух первых, на длине K3-К2 вынуждена срезать стружку толщиной 3Рz. В этих условиях возможна поломка фрезы.
Если длина режущих кромок фрезы не равна длине грани отверстия а, то заданные размеры многогранника не могут быть выдержаны. Изменение установленной траектории по ее длине либо углу, изменение направления фрезерования, отклонение от величины So (перемещения детали на один градус поворота фрезы), отступление от величины коэффициента согласования при обработке отверстия приводят к отклонениям от правильного контура многогранного отверстия.
Отсутствие предварительного отверстия ухудшает условия работы нижних зубьев фрезы. При фрезеровании восьмигранника в отсутствие предварительного отверстия по середине останется необработанный участок в виде столбика. Если диаметр предварительного отверстия для этой фигуры меньше, чем 0,7 а, то останется необработанный участок в виде цилиндра.
Приведенный анализ заявляемого способа фрезерования многогранных отверстий свидетельствует, что положительный эффект от изобретения будет получен благодаря расширению технологических возможностей путем получения правильного контура многогранного отверстия с проработанными угловыми переходами, повышению производительности труда и стойкости инструмента.
Расширение технологических возможностей путем получения многогранных отверстий с проработанными угловыми переходами произойдет за счет применения нового инструмента - трехгранной фрезы с сечением в режущей части равностороннего треугольника и ведение обработки с соблюдением установленных соотношений между скоростью вращения инструмента и перемещения детали, установленной траектории и направления фрезерования.
При осуществлении описанного способа отпадает необходимость в установке кондукторной плиты с кондукторной втулкой и исключается такая операция, как последующая пробивка отверстий калибровочным дорном, что сокращает затраты времени на эти операции, повышая производительность труда.
Стойкость инструмента повысится из-за отсутствия соударений инструмента о грани кондукторной втулки.
Импульсные осевые перемещения фрезой по отношению к детали при наличии насечки на грани фрезы в ее режущей части, способствуют повышению чистоты обработки поверхностей отверстия.
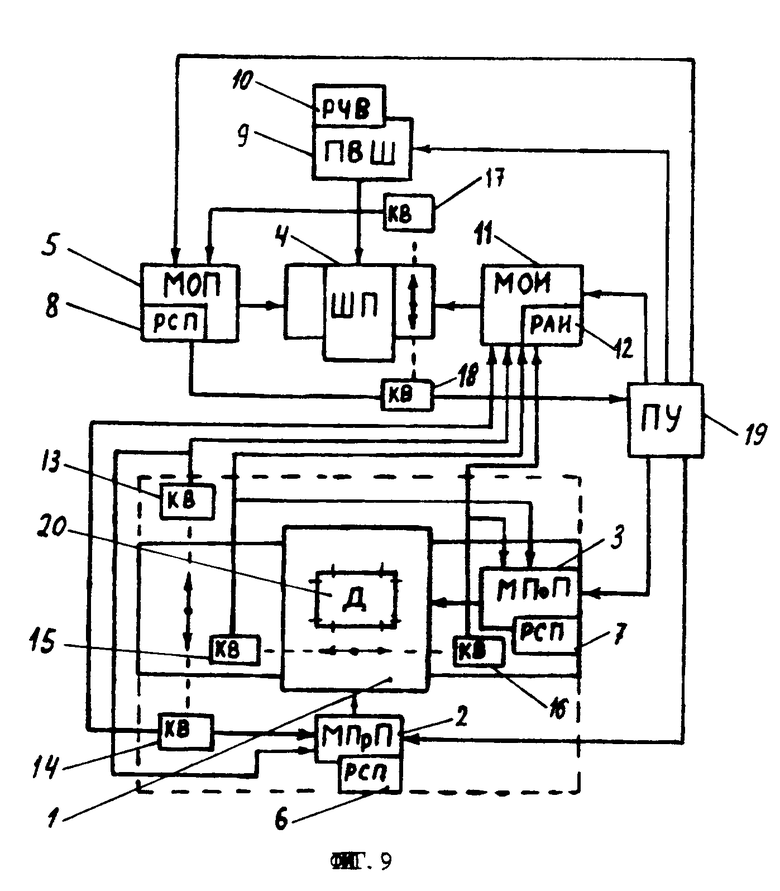
На фиг. 1 изображены геометрические построения вписанных треугольников для вывода коэффициента согласования и угла траектории для квадратного отверстия; на фиг. 2 - то же, для прямоугольного отверстия; на фиг. 3 - то же, для восьмигранного отверстия; на фиг. 4 - то же, для шестигранного отверстия; на фиг. 5 - схема формирования реального контура квадратного отверстия с помощью треугольного инструмента; на фиг. 6 - то же, для шестигранного отверстия; на фиг. 7 - то же, для прямоугольного отверстия; на фиг. 8 - то же, для восьмигранного отверстия; на фиг. 9 - блок-схема станка для реализации способа фрезерования многогранных отверстий;
Целесообразно в центре начерченного контура будущего многогранника просверлить предварительное отверстие на глубину обработки. Для восьмигранника такое отверстие обязательно, и его диаметр должен быть не менее 7/10 длины грани. Крайние режущие кромки фрезы, подобранной для обработки отверстия, должны равняться длине грани последнего. Деталь выставляется на рабочем столе станка относительно фрезы таким образом, чтобы грань отверстия совпадала с режущей кромкой инструмента (фиг. 1-4, линия АС). Устанавливаются режимы обработки на станке с соблюдением соотношения So = K. а для обрабатываемого контура. Вводятся ограничения длины стола в продольном и поперечном направлениях по заранее вычисленной траектории детали. Устанавливаются угол траектории, направление вращения фрезы и осевая подача с ограничением по глубине обработки. Изменение угла траектории детали происходит через каждые 30о поворота фрезы (фиг. 5-8). Полный контур отверстия оформится при повороте фрезы на 120о. Деталь при этом, пройдя траекторию равностороннего четырехугольника, окажется в исходной точке. Частично способ может быть реализован на станках с числовым программным управлением. В частности, фрезерование квадратных и шестигранных отверстий возможно на станке модели Ф П-27С. По имеющимся у заявителя данным (Лещенко В. А. Станки с числовым программным управлением (специализированные). М. : Машиностроение, 1988, 568 с. ) фрезеровать прямоугольные и восьмигранные отверстия не позволяют технические данные станков.
В полном объеме заявляемый способ может быть реализован с помощью станка (фиг. 9), содержащего укрепленный на станке стол 1 с механизмами 2 и 3 продольной и поперечной задачи и шпиндельную головку 4 с механизмом осевой подачи 5. Все три механизма имеют блоки 6, 7, 8 регулировки скоростей подач. Привод 9 вращения шпинделя имеет регулировку 10 частоты вращения с переключателем направления, а механизм осевых импульсов 11 имеет блок 12 регулировки амплитуды импульсов. Для ограничения хода продольной и поперечной подачи стола служат включатели 13++16. Величина хода шпинделя регулируется включателями 17, 18. Механизмы станка электрически связаны с пультом управления 19 для их включения. Включатели 13-14 подключены в электрическую цепь механизмов 2 продольной подачи стола для изменения направления его подачи в обратную сторону. Включатели 15-16 выполняют ту же функцию для механизма 3 поперечной подачи. Кроме того, включатели 13-16 соединены электрически с механизмом 11 осевых импульсов для подачи команды на его срабатывание.
Включатель 18 электрически соединен с пультом управления 19 для отключения станка при достижении фрезой нужной глубины фрезерования, и с механизмом 5 осевой подачи для включения его реверса и ускоренного подъема шпинделя. Включатель 17 соединен с механизмом 5 осевой подачи для его отключения при достижении шпинделем 4 верхнего исходного положения.
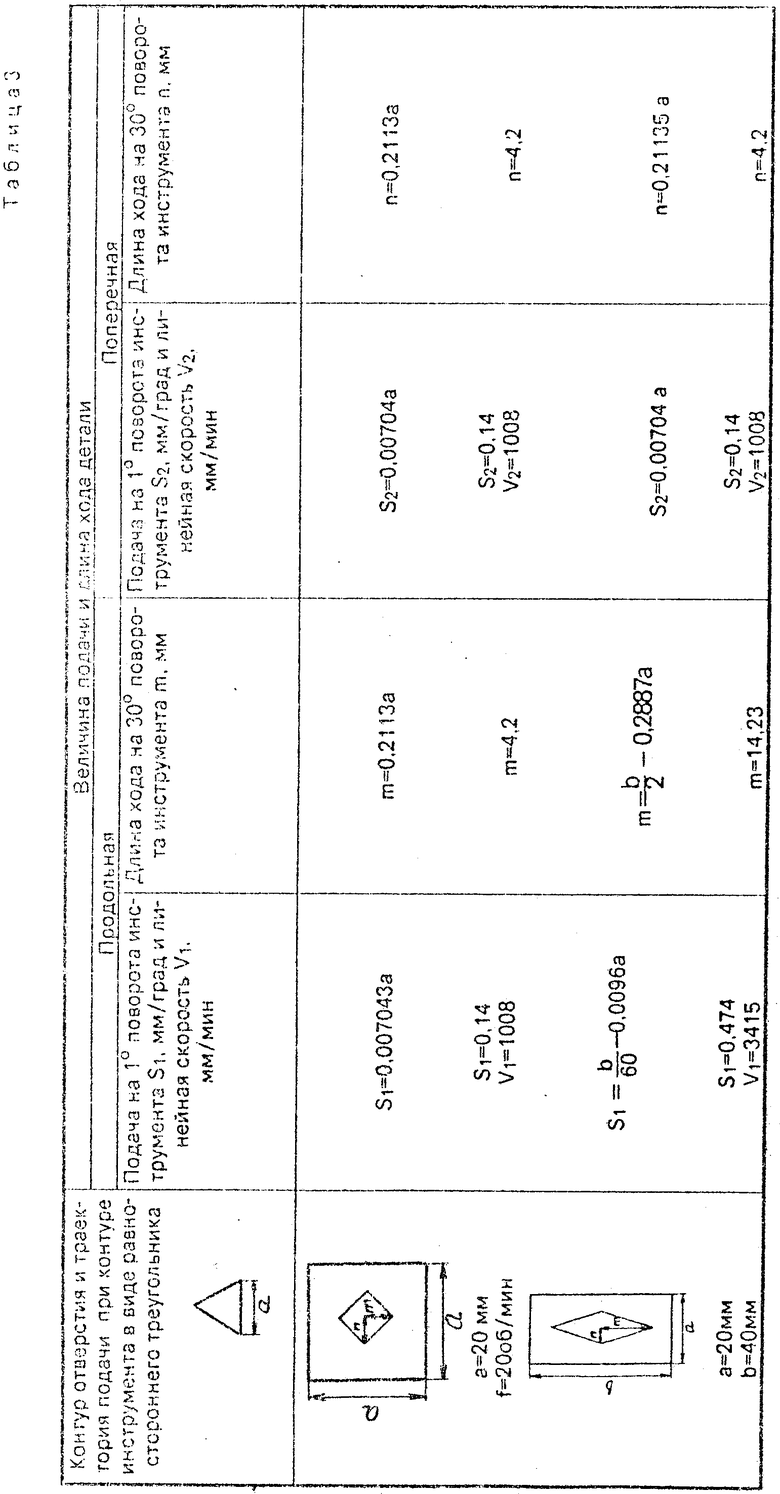
Так, например, при фрезеровании глухого квадратного отверстия размером 20 х 20 мм и глубиной 10 мм на детали 20 наносятся контуры этого отверстия с указанием центра. Предварительное отверстие диаметром 18-19 мм сверлится по центру квадрата на глубину 10 мм. Для фрезерования квадратного отверстия понадобится инструмент - трехгранная фреза, - длина сторон которой в ее режущей части равна 20 мм. По заранее заготовленным таблицам (табл. 3) находятся параметры и режимы обработки. Для отверстия со стороны а = 20 мм длина хода в продольно и поперечном направлении на 30о поворота - равна 4,2 мм. На столе станка выставляется деталь 20 так, чтобы грань вычерченного контура отверстия совпала с режущей кромкой инструмента, когда центр треугольника, образованного режущими кромками фрезы, совпадает с точкой О начала траектории (фиг. 1).
Выставляются ограничители перемещений - конечные включатели. В продольном направлении включатели 13-14 (фиг. 9) - симметрично от условно принятого нулевого положения стола - по 4,2 мм, в поперечном направлении - включатели 15 и 15: 0-8,4 мм. Касание детали 20 фрезой принимается за нулевое положение шпинельной головки. Конечные включатели осевой подачи 17, 18 выставляются соответственно в положение 0-10 мм.
При частоте ращения шпинделя - 20 об/мин продольная подача и поперечная будут равны S1 = S2 = 0,14 мм/град, или V1 = V2 = 1008 мм/мин. Осевая подача - 0,3 мм/об фрезы. Величина амплитуды импульсов - 0,01 мм. Указанные режимы выставляются на станке.
Угол траектории 90о будет выдержан, поскольку подачи S1 и S2равны по величине.
При включении станка на пульте управления 19 (фиг. 9) в работу одновременно вступают привод вращения шпинделя 9, механизмы продольной и поперечной подач 2, 3, а также механизм осевых импульсов 11 и осевой подачи 5. Фреза совершает вращения, связанные с перемещением дет али. Если рассматривать этот процесс относительно детали, то фреза будет перемещаться по траектории четырехугольника ОIО РК (фиг. 1). Изменение траектории под прямым углом, осущетвляемое через каждые 30о поворота фрезы, производится последовательным срабатыванием конечных включателей: 15 - в точке ОI . 13 - в точке Р, 16 в точке К и 14 - в точке О. Указанные включатели подают команды на механизмы продольной 2 и поперечной 3 подачи для переключения их работы в противоположную сторону. За 120o поворота фреза завершает полный цикл траектории перемещения и формирует контур отверстия. В продольном и поперечном направлениях стол совершает по одному возвратно-поступательному движению, возвращаясь в исходную точку О. Каждый включатель 13-16, кроме команд реверса стола, подает еще команды на механизм осевых импульсов 11, вынуждая фрезу совершать короткое возвратно-поступательное движение во время касания стенки отверстия гранью инструмента. По достижении глубины отверстия 10 мм включатель 18 выдает команду на пульт управления 19 на отключение станка и команду на обратный ход механизма осевой подачи 5 шпинделя, который при обратной ходе работает ускорение. При выходе фрезы из отверстия срабатывает включатель 17, подающий команду на механизм осевой подачи 5 для его отключения.
Фрезерование прямоугольного отверстия будет происходит таким же образом, как и квадратного, с единственным отличием, что скорость продольной подачи будут больше поперечной. При частоте вращения шпинделя 20 об/мин продольная подача находится из формулы (табл. 3). S1 = b/60 - 0,009623а; S2 = 40/60 - 0,009623·20 = 0,474 мм/град . Поперечная подача S2 = 0,007045·а = 0,007045·20 = 0,14 мм/град . За 1 минуту фреза обернется на 360о·2, об/мин = 7200о/мин; время затрачиваемое на 30о поворота,
t = 30·1/7200 = 0,004167 мин. При длине продольного хода m = 14,23 мм
V1 = 14,23/0,004167 = 3415 мм/мин. При длине поперечного хода n = 4,2 мм
V2 = 4,2/0.004167 = 1008 мм /мин. Острый угол траектории ромба α должен быть равен (табл. 1)
α = 2arctg
 =
=  = 0,297;
= 0,297;
α = 2arctg 0,297; arctg 0,297 = 16,54о; α= 2.16,54о = 33,08о; тупой угол траектории равен  = 146.92°.
= 146.92°.
Найдем острый угол α траектории ромба исходя из подобранных линейных скоростей подач. Если углы совпадут, то скорости выбраны верно:
tg  =
=  =
=  = 0.295;
= 0.295;  = arctg 0.295 = 16.45°;
= arctg 0.295 = 16.45°;
α = 16,45.2 = 32,9о.
tg  =
=  =
=  = 0.295; α/2 = 16,45о. 16,45о. 2 = 32,9о.
= 0.295; α/2 = 16,45о. 16,45о. 2 = 32,9о.
Углы практически совпали.
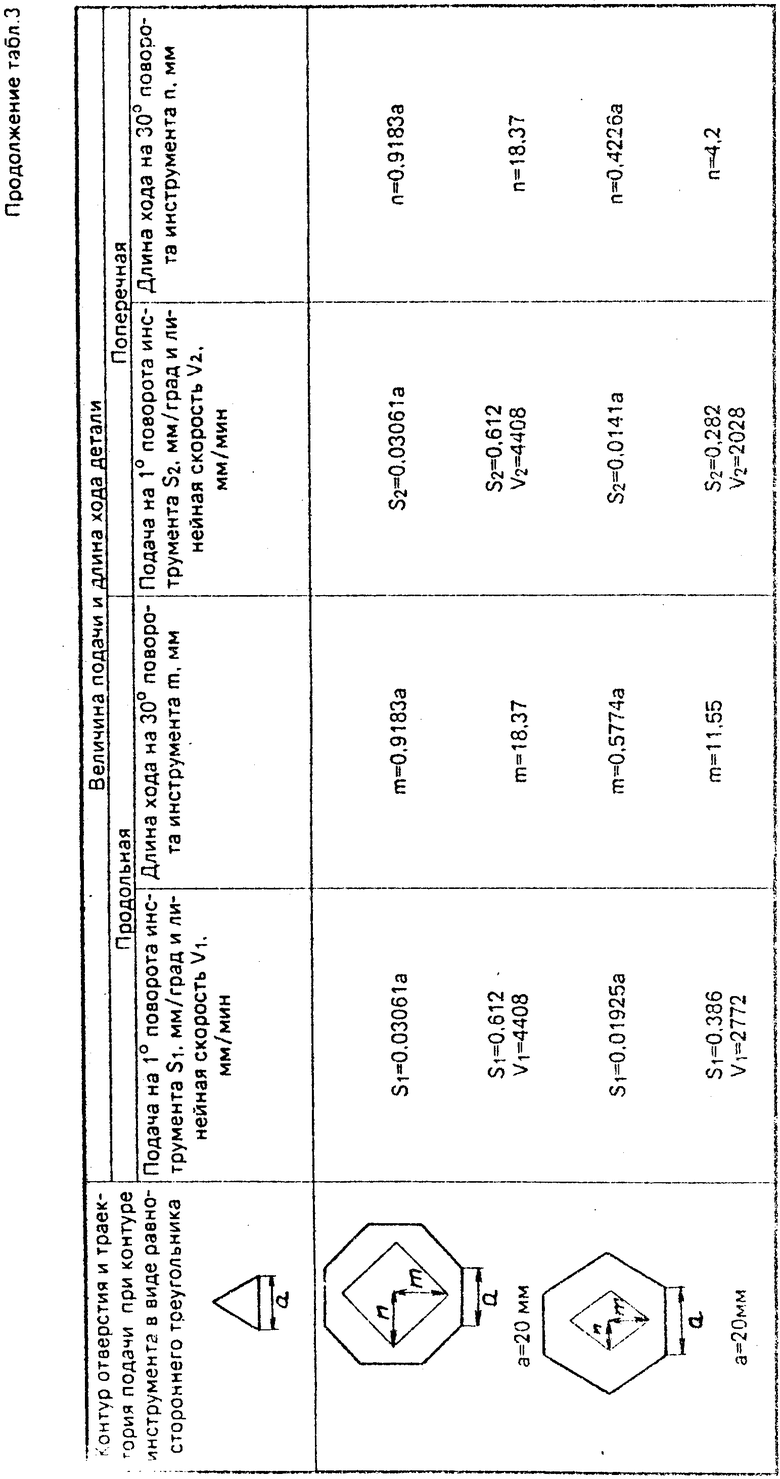
Для фрезерования восьмигранного отверстия этой же фрезой с частотой вращения шпинделя 20 об/мин необходимое установить скорость продольной и поперечной подачи S1 = S2 = 0,612 мм /град. V1 = V2 = 4408 мм/мин. Длина хода на 30о поворота составит 18,37 мм. Для шестигранного отверстия этой же фрезой с той же частотой вращения шпинделя необходимо на приводе вращения осуществить переключение направления, чтобы фрезерование было встречным. Длина ходов m = 11,55 мм, n = 8,45 мм. Подача S1 = 0,385 мм/град; V1 = 2772 мм/мин, S2 = 0,282 мм/град; V2 = = 2028 мм/мин.
Острый угол ромбической траектории равен:
tg  =
=  =
=  = 0.7325;
= 0.7325;  = 36.22°; α = 72.44°;
= 36.22°; α = 72.44°;
tg  =
=  =
=  = 0.7316;
= 0.7316;  = 36.19°; = 72.38°.
= 36.19°; = 72.38°.
Согласно табл. 1 α = 72,4о. Углы практически совпали, следовательно скорости выбраны верно.
При сверлении сверлами получаются отверстия 5-4 класса точности. Погрешность в диаметре просверленных отверстий в среднем для размера 18-30 мм можно принимать 0,2 мм. Это составляет 1% диаметра 20 мм. Точность обработки предлагаемого способа фрезерования многогранного отверстия будет ниже точности сверления. Отклонение параметров полученного контура по линейному размеру (табл. 1) составляет от 1,66 до 3,5% для разных конфигураций. Точность обработки по данному способу будет находиться в пределах 6-7 класса.
Как показали данные расчетов и конструкторских проработок, в результате использования заявляемого способа расширятся технологические возможности фрезерования многогранных отверстий. Степень проработки угловых переходов достигнет практически 100% .
Производительность труда возрастет в 1,2 раза, стойкость инструмента - в 1,5 раза.
Согласно данным приведенных расчетов и конструкторских проработок изобретение в сравнении с прототипом обладает следующими преимуществами. Способ позволяет фрезеровать многогранные отверстия с проработанными угловыми переходами более простым и удобным путем, чем указано в прототипе. Отпадает необходимость в применении дополнительной оснастки - кондукторной плиты и плавающего патрона. При использовании фрезы с сечением в режущей части в виде равностороннего треугольника уменьшился угол между гранями инструмента со 120о (у эксцентрика постоянного диаметра) до 60о (у равностороннего треугольника), что позволило довести проработку угловых переходов отверстий до 100% и исключить доработку отверстий калибровочным дорном. Устранение операции калибрования отверстий автоматически повышает производительность труда.
Стойкость фрезы, изготовленной из более твердой основы, чем обрабатываемый материал, повысится в сравнении с прототипом, согласно которому инструмент изнашивается от взаимодействия с каленой кондукторной втулкой.
Заявляемый способ фрезерования многогранных отверстий представляет значительный интерес для народного хозяйства, так как позволит обеспечить внедрение новой технологии, позволяющей расширить технологические возможности путем получения правильного контура многогранного отверстия с проработанными угловыми переходами, повысить производительность труда и стойкость инструмента. (56) Авторское свидетельство СССР N 11611275, кл. В 23 С 3/20, 1985.
Т а б л и ц а 2
Т а б л и ц а 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ БЕЗУЗЛОВЫХ ПЛЕТЕНЫХ СЕТЕЙ | 2000 |
|
RU2179207C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| ЗАМКНУТАЯ БЕЗУЗЛОВАЯ ПЛЕТЕНАЯ СЕТЬ | 2002 |
|
RU2233921C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| Устройство для обработки внутренних граненых поверхностей | 1983 |
|
SU1161275A1 |

Использование: в обработке металлов резанием, фрезеровании многогранных отверстий. Сущность изобретения: обработку ведут трехгранным инструментом, грани которого представляют собой стороны равностороннего треугольника длиной, равной длине грани обрабатываемого отверстия. В детали предварительно сверлят отверстия по центру. Инструменту сообщают вращение, а детали - перемещение по траектории, представляющей собой равносторонний четырехугольник. Направление вращения инструмента и угол его поворота согласовывают с перемещением детали в зависимости от вида обрабатываемого отверстия: количества и размера его граней. Диаметр центрального отверстия в детали выбирают равным наибольшему размеру зоны, не перекрываемой инструментом при обработке. 4 з. п. ф-лы, 9 ил. , 3 табл.
S0 = k · a,
где S0 - подача детали на 1o поворота инструмента, мм/град;
a - сторона отверстия, равная длине грани инструмента, мм;
k - коэффициент согласования, показывающий на какую долю от длины грани переместится деталь во время поворота инструмента на один градус, 1/град = 0,009993.
α = 2arctg ,
,
а угол повоpота инстpумента и пеpемещение детали согласовывают по зависимости
So= 
 ,
,
где a - меньшая сторона отверстия, равная длине грани фрезы, мм,
b - большая сторона отверстия, мм.
