Изобретение относится к производству изделий из стеклопластиков на основе полиэфирного связующего с малым временем гелеобразования преимущественно непрерывным методом и может быть использовано в химической промышленности, машиностроении и других отраслях техники.
Целью изобретения является расширение технологических возможностей способа и его упрощение, снижение загрязнения окружающей среды и улучшение качества изделий.
Изобретение иллюстрируется следующими примерами.
П р и м е р 1. Изготавливают трубы из стеклопластика на основе полиэфирного связующего. 200 мае.ч. полиэфирной смолы марки ПН-15 (ТУ6-05-631-89) делят на две
равные дозы. Одну дозу, равную 100 мае,ч., загружают в реактор, куда добавляют ускоритель - нафтенат кобальта марки НК-1 (ТУ 6-05-1075-75) в количестве 8 мае. ч. (из рас-- чета на всю массу смолы - 200 мае. ч.), и перемешивают в течение 15 мин до получения однородного раствора ускорителя в смоле. Другую дозу смолы, равную 100 мас.ч., загружают во второй реактор, куда добавляют отвердитель - перекись метилэ- тилкетона (ТУ 6-01-465-80) в количестве 6 мас.ч. (из расчета на всю массу смолы - 200 мас.ч) и перемешивают в течение 15 мин до получения однородного раствора отверди- теля в смоле.
Приготовленную смесь смолы марки ПН-15 с отвердителем и смесь смолы марки ПН-15 с ускорителем подают свободно в виде отдельных струй под углом 45° друг к
О
о о со
о ю
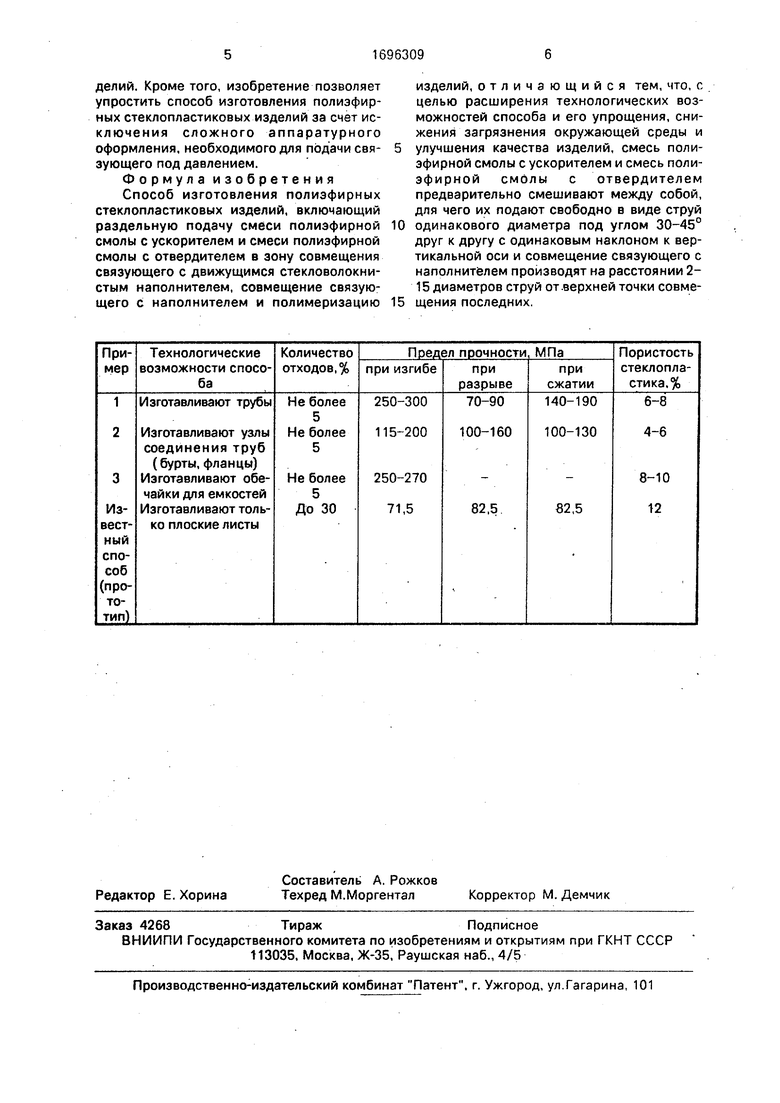
другу с одинаковым наклоном к вертикальной оси и совмещают их в один поток, а затем подают на движущийся стекловолок- нистый наполнитель, который представляет собой пакет из поверхностного мата марки МПС (ТУ 6-11-403-84), рубленого стекловолокна (ГОСТ 17139-79) и стеклоровинга марки РБН-13-2520-4П (ГОСТ 17139-79). Предварительно сформованный армирующий материал подают непрерывно на расстоянии 15 диаметров струй (450 мм) от верхней точки их совмещения. Массовое соотношение связующего и армирующего наполнителя составляет 1:1. При угле слияния струй 45° происходит совмещение их площадью, достаточной для условий качествен- ного смешения струй. Пропитанный наполнитель непрерывно подают на вращающуюся оправку, а затем на отверждение. Готовые изделия (трубы) обладают хорошим качеством без воздушных включений и раковин. Сравнительные данные по свойствам полученных труб и труб, полученных известным способом (по прототипу) приве- дены в таблице,
П р и м е р 2. Изготавливают бурты из стеклопластика на основе полиэфирного связующего для соединения стеклопласти- ковых труб.
200 мас.ч. полиэфирной смолы марки ПН-16 (ТУ 6-06-63-89) делят на две равные дозы. Одну дозу, равную 100 мас.ч., загружают в реактор, куда добавляют ускоритель - нафтенат кобальта марки НК-1 в количестве 4 мас.ч. (из расчета на всю массу смолы - 200 мас.ч,), и перемешивают в течение 20 мин до получения однородного раствора ускорителя в смоле. Другую дозу смолы , равную 100 м.ч. загружают во второй реактор, куда добавляют отвердитель - перекись ме- тилэтилкетона в количестве 3 мас.ч. (из расчета на всю массу смолы - 200 мас.ч,), и перемешивают в течение 20 мин до получения однородного раствора отвердителя в смоле. Приготовленную смесь смолы марки ПН-16 с ускорителем и смесь смолы марки ПН-16 с отвердителем подают свободно в виде отдельных струй под углом 37° друг к другу с одинаковым наклоном к вертикальной оси и совмещают их в один поток, а затем подают на движущийся наполнитель, который представляет собой поверхностный мат из синтетических лавсановых нитей (ТУ 17-14-216-83). на который сверху подают рубленое стекловолокно длиной 10-20 мм. Предварительно сформованный наполнитель подают непрерывно на расстоянии 7 диаметров струй (70 мм) от верхней точки их совмещения. При угле смешения струй 37° происходит совмещение их площадью, достаточной для условий качественного смешения струй. Пропитанный наполнитель не- прерывно подают на вращающуюся стеклопластиковую трубу, а затем на от верждение. Массовое соотношение связующего и армирующего наполнителя составляет 1:2. Готовые изделия (бурты) обладают хорошим качеством без воздушных включений и раковин. Сравнительные данные по саойст0 вам полученных буртов и буртов, полученных известным способом (по прототипу), приведены в таблице.
П р и м е р 3. Изготавливают обечайки для емкостей из стеклопластика на основе
5 полиэфирного связующего. 200 мас.ч. полиэфирной смолы марки ПН-15 делят на две равные дозы. Одну дозу, равную 100 мас.ч., загружают в реактор, куда добавляют ускоритель - нафтенат кобальта марки НК-1 в
0 количестве 5 мас.ч. (из расчета на всю массу смолы - 200 мас.ч.), и перемешивают в течение 17 мин до получения однородного рас- твора ускорителя в смоле. Другую дозу смолы, равную 100 мас.ч., загружают во вто5 рой реактор, куда добавляют отвердитель - перекись метилэтилкетона в количестве 5 мас.ч. (из расчета на всю массу смолы - 200 мас.ч.), и перемешивают до получения однородного раствора отвердителя в смоле. При0 готовленную смесь смолы марки ПН-15 с ускорителем и смесь смолы марки ПН-15 с отвердителем подают свободно в виде отдельных струй под углом 30° друг к другу с одинаковым наклоном к вертикальной оси,
5 совмещают их при этом в один поток, а затем подают в пропитанную ванночку (расширитель потока), через которую пропускают стеклонаполнитель в виде нитей стеклоровинга марки РБН-13-2520-4П.
0 Пропиточная ванночка находится на i расстоянии 2 диаметров струй (60 мм) от верхней точки их совмещения. Массовое соотношение связующего и армирующего наполнителя составляет 2:1,5. При угле слияния
5 струй 30° происходит совмещение-их пло- щадью, достаточной для условий качествен- ного смешения струй: Пропитанный стеклоровинг непрерывно подают на вращающуюся оправку, а затем на отвержде0 ние. Готовые изделия (обечайки для емкостей) обладают хорошим качеством без воздушных включений и раковин. Сравнительные данные по свойствам полученных обечаек для емкостей и обечаек для емко5 стей, полученных известным способом (по прототипу), приведены в таблице.
Как видно из таблицы, изобретение позволяет расширить технологические возможности способа, снизить загрязнение окружающей среды и улучшить качество изделий. Кроме того, изобретение позволяет упростить способ изготовления полиэфирных стеклопластиковых изделий за счёт исключения сложного аппаратурного оформления, необходимого для подачи свя- зующего под давлением.
Формула изобретения Способ изготовления полиэфирных стеклопластиковых изделий, включающий раздельную подачу смеси полиэфирной смолы с ускорителем и смеси полиэфирной смолы с отвердителем в зону совмещения связующего с движущимся стекловолокни- стым наполнителем, совмещение связующего с наполнителем и полимеризацию
изделий, отличающийся тем, что, с целью расширения технологических возможностей способа и его упрощения, снижения загрязнения окружающей среды и улучшения качества изделий, смесь полиэфирной смолы с ускорителем и смесь поли- эфирной смолы с отвердителем предварительно смешивают между собой, для чего их подают свободно в виде струй одинакового диаметра под углом 30-45° друг к другу с одинаковым наклоном к вертикальной оси и совмещение связующего с наполнителем производят на расстоянии 2- 15 диаметров струй от .верхней точки совмещения последних.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ ГЕЛЬКОУТНОГО СОСТАВА, ИСПОЛЬЗУЕМОГО В ПРОИЗВОДСТВЕ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКА | 2007 |
|
RU2378306C2 |
| ТРУДНОГОРЮЧИЙ НИЗКОТОКСИЧНЫЙ СТЕКЛОПЛАСТИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2286881C1 |
| СОСТАВ СВЯЗУЮЩЕГО ДЛЯ ПРОПИТКИ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ, ПРЕПРЕГ НА ЕГО ОСНОВЕ, СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПРЕПРЕГА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ | 2006 |
|
RU2304591C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГЕЛЬКОУТНОГО СОСТАВА, ИСПОЛЬЗУЕМОГО ПРИ ИЗГОТОВЛЕНИИ ДЕКОРАТИВНОГО ПОКРЫТИЯ ДЛЯ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКА | 2007 |
|
RU2350640C1 |
| СВЯЗУЮЩЕЕ ДЛЯ СТЕКЛОПЛАСТИКА И ПУЛТРУЗИОННЫЙ ПРОФИЛЬ ИЗ СТЕКЛОПЛАСТИКА | 2012 |
|
RU2502602C1 |
| ПУЛТРУЗИОННЫЙ ПРОФИЛЬНЫЙ СТЕКЛОПЛАСТИК | 2015 |
|
RU2602161C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2002 |
|
RU2270217C2 |
| Композиция на основе полиэфирных смол для производства стеклопластиковых труб и емкостей | 2016 |
|
RU2634015C2 |
| СЛОИСТЫЙ СТЕКЛОПЛАСТИК | 1990 |
|
RU2015926C1 |
| Герметизирующая мастика | 2017 |
|
RU2653828C1 |
Изобретение относится к производству изделий из стеклопластиков на основе полиэфирного связующего с малым временем гелеобразования преимущественно непрерывным методом и может быть использова но в химической промышленности, машиностроении и других отраслях техники. Изобретение позволяет расширить технологические возможности способа изготовления полиэфирных стеклопластико- вых изделий, упростить его, снизить загрязнение окружающей среды и улучшить качество изделий за счет того, что смесь полиэфирной смолы с ускорителем и смесь полиэфирной смолы с отвердителем предварительно смешивают между собой, для чего их подают свободно в виде струй одинакового диаметра под углом 30-45° друг к другу с одинаковым наклоном к вертикальной оси и совмещение связующего с наполнителем производят на расстоянии 2-15 диаметров струй от верхней точки совмещения последних. 1 табл. у И
| Справочник по композиционным материалам | |||
| Под ред | |||
| Дж | |||
| Любина, книга вторая | |||
| М.: Машиностроение, 1988, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Солесос | 1922 |
|
SU29A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
