Изобретение относится к обработке металлов давлением и может быть использовано для получения заготовок, в частности, из титановых и труднодеформируемых сплавов типа панелей с выступами, высота которых существенно больше толщины полотна панели.
Цель изобретения - повышение качества поковок за счет уменьшения их коробле- ния путем снижения величины неоднородности деформации полотна панели.
На фиг.1 показана предварительно нагретая заготовка, служащая полуфабрикатом для последующих операций; на фиг.2 - поковка типа панели с выступами и ее форма в результате коробления; на фиг.З - сечение А - А на фиг.2; на фиг.4 - стадия
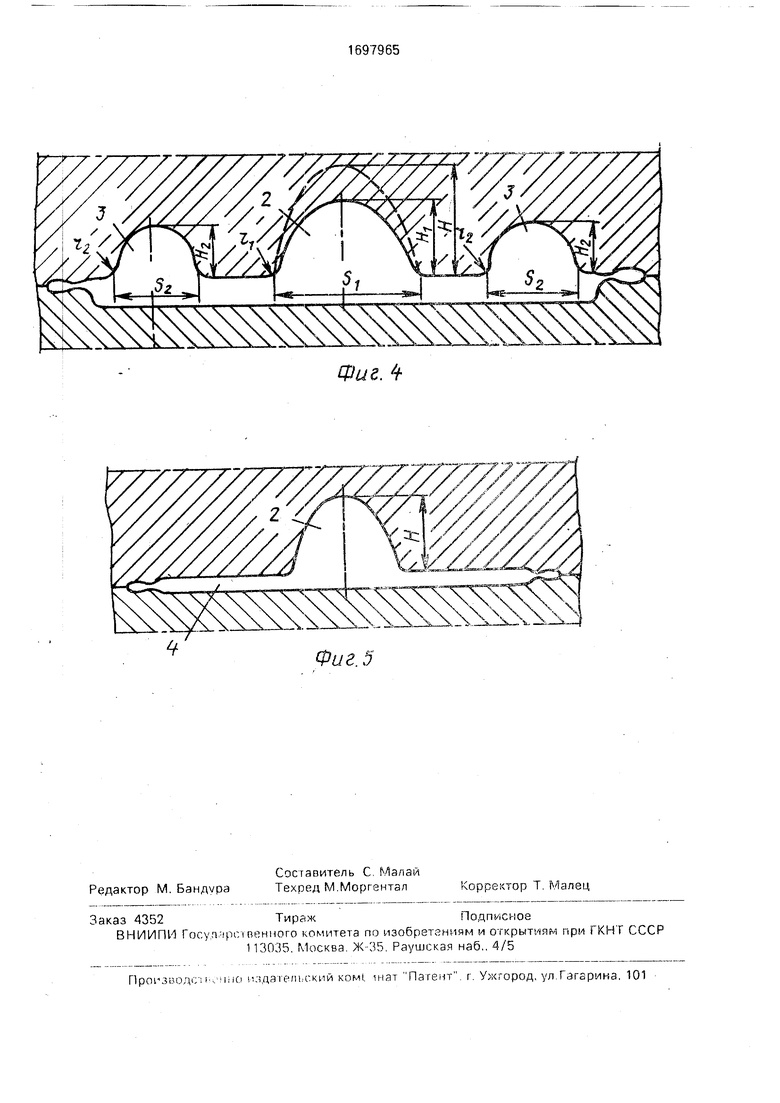
предварительной формовки на заготовке основного и двух компенсирующих выступов; на фиг 5 - стадия окончательной формовки на поковке основного выступа
Способ осуществляется следующим образом.
Предварительно нагретую исходную заготовку 1 штампуют с образованием на предварительном переходе основных 2 и компенсирующих 3 выступов Высоту Н2 компенсирующих выступов выполняют меньше высоты Hi предварительных основных выступов, а их ширину За меньше шири- ны Si предварительных выступов, поскольку нарушение условия приводит к появлению поперечных зон неоднородности деформации полотна 4 панели При этом сечение компенсирующих выступов выполON О Х|
О О
сл
няют соответственно сечению основных выступов.
На заключительном переходе штамповки происходит переформовка компенсирующих выступов до необходимой формы и размеров полотна и выступов,
Выполнение компенсирующих выступов должно учитывать следующие геометрические соотношения. В случае, когда изготавливаются поковки с одним центральным выступом, остаточные напряжения возникают в области от основного выступа к полотну панели, вызывая прогиб заготовки по направлению к выступу. Для компенсации этих остаточных напряжений слева и справа от основного выступа выпол- няют компенсирующие выступы на рассто- янии I от основного выступа, Радиус кривизны у основания выступов м Г2.
В случае, когда необходимо получить поковку с двумя и большим числом односторонних выступов, необходимо создать компенсирующие выступы с обеих сторон каждого изданных выступов.
С учетом того, что компенсирующие выступы и основной можно аппроксимировать в первом приближении треугольниками с высотами Hi и На и шириной Si и Sa основания и с учетом того, что после деформирования компенсирующих выступов высота основного выступа принимает значение Н, а ширина основания остается прежней, а также с учетом приближенного сохранения объема, должны выполняться простые соотношения:
е -. Si ,, -. Н HI
Sa --/ и На 2-т
Очевидно, что верхними пределами ширины основания компенсирующего выступа $2 и его высота На будут являться соответствующие геометрические параметры основного выступа: в случае нечетного числа основных выступов
Si Sa
Si
у w
2Ki - 1
Hi Ha H-Hi
V Ж1 2Ki - 1
где К.1 , m - число основных выступов: в случае четного числа основных выступов
Si
у ака + г
2К2
H-Hi
V 2К2 + 1 2К2
где Ка у
Пример, Предварительно выбирали заготовку сечением 180 х 180 из титанового
сплава ВТ 22, нагревали до 960°С с целью получения заготовки длиной 960 мм, шириной 115 мм и с односторонним выступом высотой мм и шириной основания Si 160 мм. Деформировали исходную заготовку 1 в заготовительном ручье с целью создания основного и компенсирующих выступов, после штамповки в заготовительном ручье получали компенсирующие выступы с учетом, что для основного высота начальная составляла Hi 2/3H 2/3.164 109мм. Тогда с учетом приведенных соотношений высота и ширина компенсирующих выступов составляла
30
u 164-109 „о На 39 мм,
JT
За
160
JT
184 мм.
После этого завершали создание полуфабриката, заготовка извлекалась из предварительного штампа и производилась обрезка облоя, затем полуфабрикат нагре0 вался до 960°С.После нагрева заготовка помещалась в окончательный штамп. В u окончательном штампе формировали основной выступ путем деформации компен5сирующих выступов. После окончания штамповки заготовка извлекалась из штампа, производилась обрезка облоя.
По сравнению с известным предлагае0 мый способ позволяет повысить качество заготовок за счет уменьшения коробления. Уменьшается трудоемкость получения поковок типа панелей за счет исключения операции регламентированной правки.
5 Фо-рмула изобретения
1. Способ изготовления поковок панелей с выступами при одностороннем их расположении относительно полотна, включающий предварительное деформирование исходной заготовки с образованием
основных и компенсирующих выступов и окончательное деформирование путем обжатия компенсирующих выступов, о т л и - чающийся тем, что, с целью повышения качества поковок за счет уменьшения их коробления путем снижения величины неоднородности деформации полотна панели, компенсирующие выступы формируют на той же стороне полотна, где и основные, при этом каждому основному выступу со ответ- ствует два компенсирующих, расположенных по обе стороны от основного, а общее количество компенсирующих выступов на единицу превышает общее количество основных,
2. Способ по п,1, отличающийся тем, что при формировании четного числа основных выступов компенсирующие выступы выполняют с шириной основания S2 и высотой Неопределяемыми по зависимо- стям:
Si S2
Si
уЖ2 + 1 2 К2
Hi H2
H-Hi
V ZK2 +Т 2К2
где Si, Hi - соответственно ширина основания и высота основных выступов на предварительном этапе деформирования;
Н - высота основного выступа после окончательного этапа деформирования;
иГП
К2 -у-,т -числоосновных выступов,
3. Способ по п. 1,отличающийся тем, что при формировании нечетного числа основных выступов компенсирующие выступы выполняют с шириной основания S2 и высотой Н2,1 определяемыми из зависимостей:t-Si
S1 S2 :ZKI
2Ki -1 H-Hi
ZKi
2Ki -1
где Ki
fm+.u
2 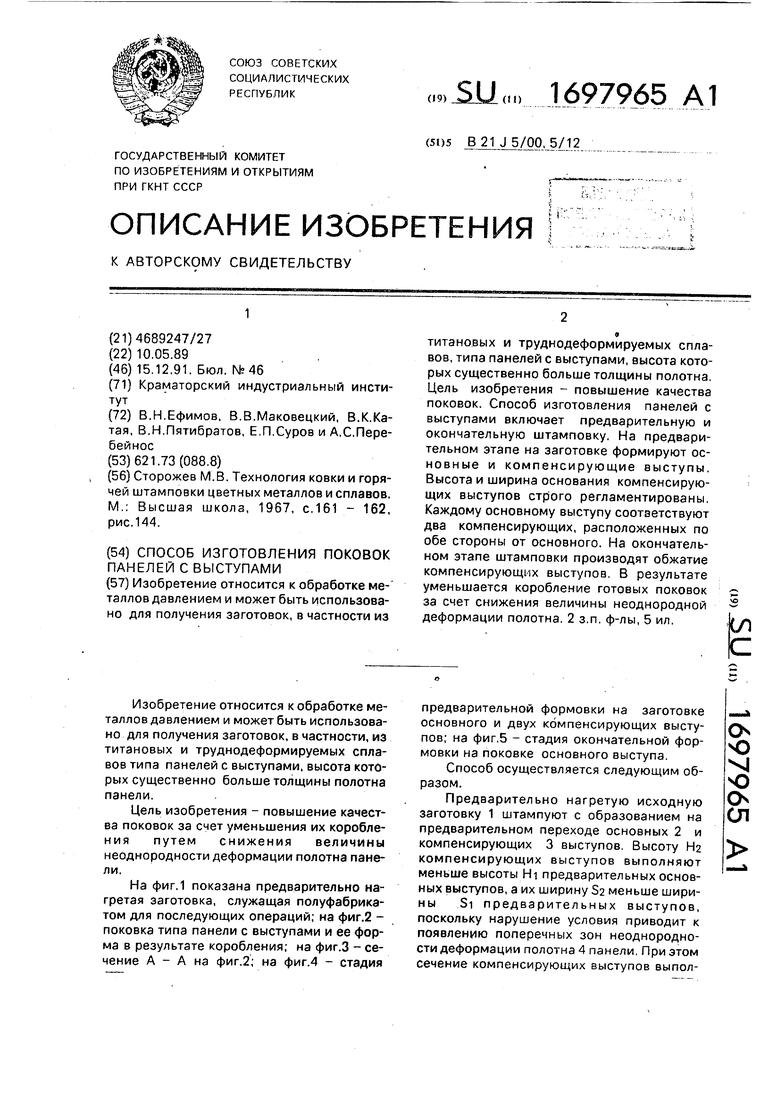

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок типа панелей с разносторонне расположенными выступами | 1990 |
|
SU1789317A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ определения деформируемости элементов конструкций | 1990 |
|
SU1756800A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ И ПОЛОТНОМ | 1990 |
|
RU1824786C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Способ получения кольцевых поковок | 1988 |
|
SU1671394A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК | 1995 |
|
RU2076013C1 |
| Способ штамповки конических шестерен | 1990 |
|
SU1731399A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения заготовок, в частности из титановых и труднодеформируемых сплавов, типа панелей с выступами, высота которых существенно больше толщины полотна Цель изобретения - повышение качества поковок. Способ изготовления панелей с выступами включает предварительную и окончательную штамповку. На предварительном этапе на заготовке формируют ос- новные и компенсирующие выступы Высота и ширина основания компенсирующих выступов строго регламентированы. Каждому основному выступу соответствуют два компенсирующих, расположенных по обе стороны от основного. На окончательном этапе штамповки производят обжатие компенсирующих выступов В результате уменьшается коробление готовых поковок за счет снижения величины неоднородной деформации полотна 2 з п ф-лы, 5 ил. СП с
Фиг.1
A
Фиг. 2
/
A-A
-O
Фиг.З
Фиг. 4
Фиг. 5
| Сторожев М.В | |||
| Технология ковки и горячей штамповки цветных металлов и сплавов, М | |||
| Высшая школа, 1967, с.161 - 162, рис.144. |
