Изобретение относится к обработке металлов давлением и может использоваться в кузнечно-штамповочном производстве при изготовлении кольцевых штампованных поковок, например заготовок колес, шпангоутов и т.п.
Цель изобретения - повышение КЗЧРСТ- ва поковок за счет устранения торцового заусенца по внешнему контуру поковки, повышение стойкости штампов за счет уменьшения давления штамповки и облегчение удаления перемычки при обработке резанием (торцовке) штампованной поковки.
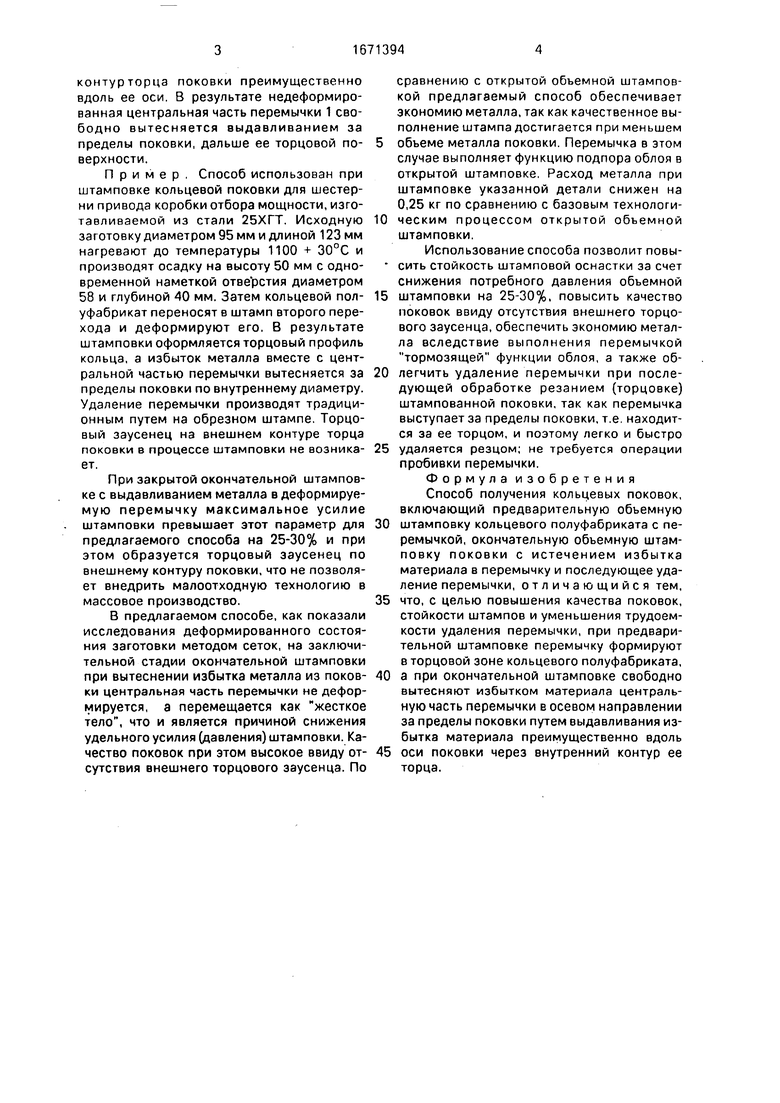
На фиг. 1 показан кольцевой полуфабрикат с торцовой перемычкой на стадии предварительной штамповки; на фиг.2 - поковка
с вытеснением за ее пределы центральной части перемычки на стадии окончательной штамповки.
Нагретую мерную заготовку помещают в штамп первого (предварительного) перехода (фиг. 1) и в результате деформирования осуществляют осадку с наметкой отверстия так, что перемычка 1 расположена в зоне торца поковки 2. Затем полученный кольцевой полуфабрикат переносят в штамп второго (окончательного) перехода (фиг.2), зацентрировав его по бочке 3. При рабочем ходе пресса верхняя половина штампа 4 воздействует на поковку, в результате чего происходит деформирование кольцевого полуфабриката избытка металла 5 в перемычку через внутренний
О VI
GJ О
контурторца поковки преимущественно вдоль ее оси. В результате недеформированная центральная часть перемычки 1 свободно вытесняется выдавливанием за пределы поковки, дальше ее торцовой поверхности.
Пример. Способ использован при штамповке кольцевой поковки для шестерни привода коробки отбора мощности, изготавливаемой из стали 25ХГТ. Исходную заготовку диаметром 95 мм и длиной 123 мм нагревают до температуры 1100 + 30°С и производят осадку на высоту 50 мм с одновременной наметкой отве рстия диаметром 58 и глубиной 40 мм. Затем кольцевой полуфабрикат переносят в штамп второго перехода и деформируют его. В результате штамповки оформляется торцовый профиль кольца, а избыток металла вместе с центральной частью перемычки вытесняется за пределы поковки по внутреннему диаметру. Удаление перемычки производят традиционным путем на обрезном штампе. Торцовый заусенец на внешнем контуре торца поковки в процессе штамповки не возникает.
При закрытой окончательной штамповке с выдавливанием металла в деформируемую перемычку максимальное усилие штамповки превышает этот параметр для предлагаемого способа на 25-30% и при этом образуется торцовый заусенец по внешнему контуру поковки, что не позволяет внедрить малоотходную технологию в массовое производство.
В предлагаемом способе, как показали исследования деформированного состояния заготовки методом сеток, на заключительной стадии окончательной штамповки при вытеснении избытка металла из поковки центральная часть перемычки не деформируется, а перемещается как жесткое тело, что и является причиной снижения удельного усилия (давления) штамповки. Качество поковок при этом высокое ввиду отсутствия внешнего торцового заусенца. По
сравнению с открытой объемной штамповкой предлагаемый способ обеспечивает экономию металла, так как качественное выполнение штампа достигается при меньшем
объеме металла поковки. Перемычка в этом случае выполняет функцию подпора облоя в открытой штамповке. Расход металла при штамповке указанной детали снижен на 0,25 кг по сравнению с базовым технологическим процессом открытой объемной штамповки.
Использование способа позволит повы сить стойкость штамповой оснастки за счет
снижения потребного давления объемной
штамповки на 25-30%, повысить качество поковок ввиду отсутствия внешнего торцового заусенца, обеспечить экономию металла вследствие выполнения перемычкой тормозящей функции облоя, а также облегчить удаление перемычки при последующей обработке резанием (торцовке) штампованной поковки, так как перемычка выступает за пределы поковки, т.е. находится за ее торцом, и поэтому легко и быстро
удаляется резцом; не требуется операции пробивки перемычки.
Формула изобретения Способ получения кольцевых поковок, включающий предварительную объемную
штамповку кольцевого полуфабриката с перемычкой, окончательную объемную штамповку поковки с истечением избытка материала в перемычку и последующее удаление перемычки, отличающийся тем,
что, с целью повышения качества поковок, стойкости штампов и уменьшения трудоемкости удаления перемычки, при предварительной штамповке перемычку формируют в торцовой зоне кольцевого полуфабриката,
а при окончательной штамповке свободно вытесняют избытком материала центральную часть перемычки в осевом направлении за пределы поковки путем выдавливания избытка материала преимущественно вдоль
оси поковки через внутренний контур ее торца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ И ПОЛОТНОМ | 1990 |
|
RU1824786C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении объемной штамповкой кольцевых поковок. Цель изобретения - повышение качества поковок, стойкости штампов и уменьшение трудоемкости удаления перемычки при механической обработке поковки. Заготовку подвергают предварительной штамповке с образованием кольцевого полуфабриката и перемычки в зоне его торца. Затем, при окончательной объемной штамповке, полуфабрикат деформируют (воздействуя на его торец) так, что избыток металла выдавливается только в перемычку через внутренний контур торца поковки, преимущественно вдоль ее оси. В результате центральная часть перемычки свободно вытесняется в осевом направлении как жесткое тело (не деформируясь). Поэтому по внешнему контуру поковки торцовый заусенец не образуется. Поскольку штамп не воздействует непосредственно на перемычку, давления штамповки невелики. При последующей обработке резанием штампованной поковки выступающая над ее торцом перемычка легко и быстро удаляется резцом (торцовкой). 2 ил.
Фиг. г
| Охрименко Я.М | |||
| Технология куэнечно- штамповочного производства, - М., 1966, с, 389-390. |
