Изобретение относится к технологии сварки взрывом и может использоваться в химической, атомной, машиностроительной и других отраслях промышленности при получении ребристых конструкций.
Целью изобретения является повышение жесткости полученной конструкции.
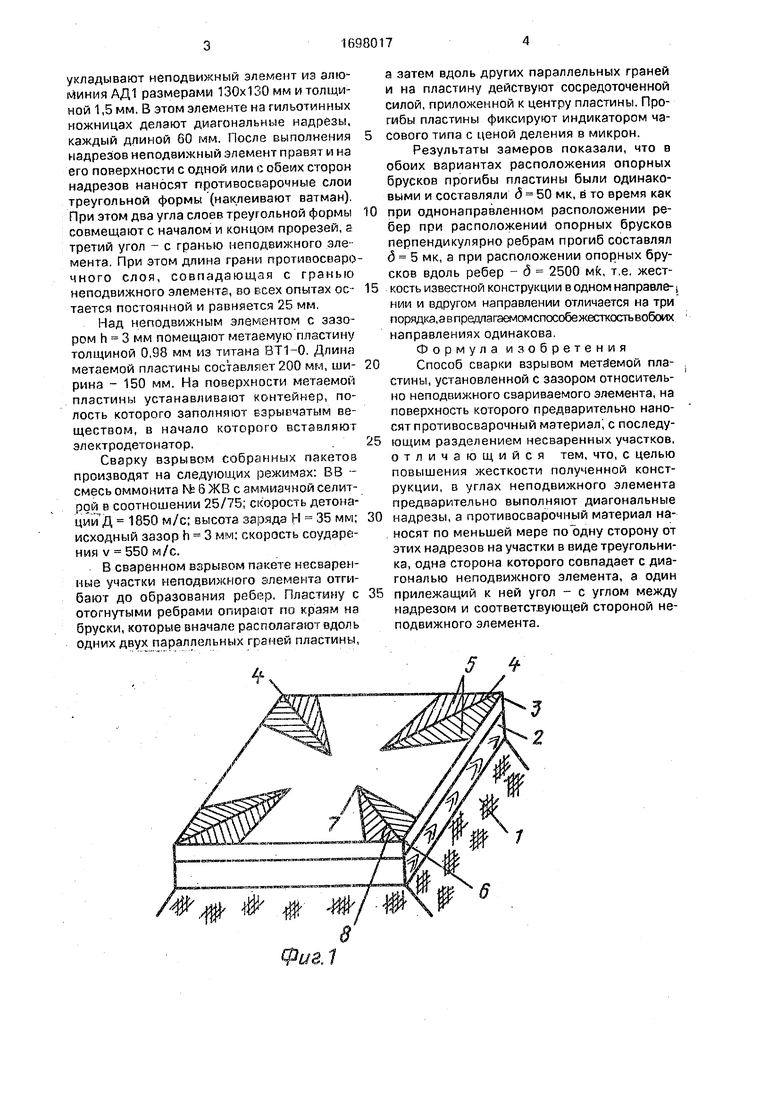
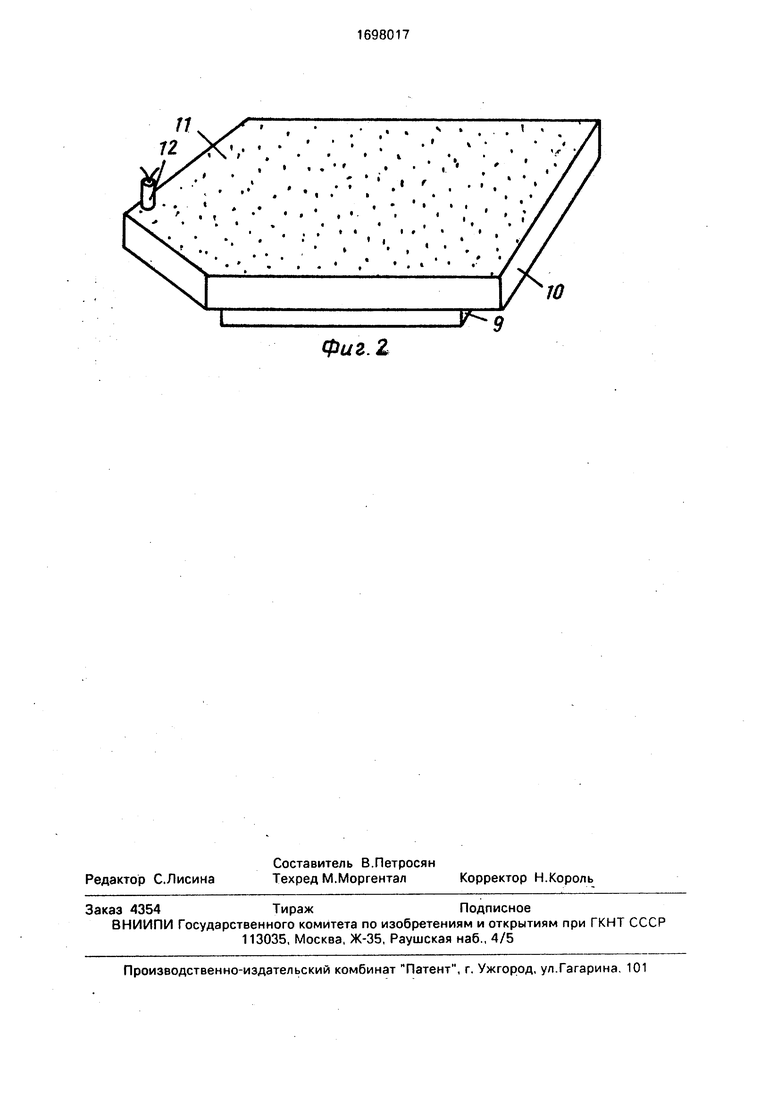
На фиг.1 показана неподвижная пластина с подрезами; на фиг.2 - метаемая пластина с контейнером.
Способ осуществляют следующим образом.
На грунт 1 устанавливают подложку 2, на которую укладывают неподвижный элемент 3 с диагональными надрезами 4 и про- тивосварочными слоями 5 треугольной формы, нанесенными на одну или обе стороны от этих надрезов. При этом одну сторону треугольных противосварочных слоев 6 и 7 совмещают с диагональю неподвижного элемента, а один прилегающий к ней угол 8 - с углом между надрезами и соответствующей стороной элемента. Над неподвижным элементом 3 с зазором помещают метаемую
пластину 9 с контейнером 10, полость которого заполняют взрывчатым веществом 11 и вставляют в него электродетонатор 11. В сваренном взрывом пакете несваренные участки разделяют и получают сребренные пластины с различно ориентированными по отношению друг к другу ребрами, что повышает жесткость конструкции.
Нанесение противосварочных слоев на поверхность неподвижного элемента по одну или обе стороны надрезов с приданием им формы треугольников, два угла которых совмещают с началом и концом надреза, а третий - с гранью неподвижного элемента, позволяет отслаивать только требуемые его участки, а также различно ориентировать образовываемые ребра одно по отношению к другому (за счет изменения формы треугольных противосварочных слоев), что приводит к повышению жесткости получаемой конструкции.
П р и м е р. На подготовленный земляной холм горизонтально устанавливают подложку размерами 130x130x10 мм. На нее
I4
fe
О
о
00 О
укладывают неподвижный элемент из алюминия АД1 размерами 130x130 мм и толщиной 1,5 мм. В этом элементе на гильотинных ножницах делают диагональные надрезы, каждый длиной 60 мм. После выполнения надрезов неподвижный элемент правят и на его поверхности с одной или с обеих сторон надрезов наносят противосварочные слои треугольной формы (наклеивают ватман). При этом два угла слоев треугольной формы совмещают с началом и концом прорезей, а третий угол - с гранью неподвижного элемента. При этом длина грани противосваро чного слоя, совпадающая с гранью неподвижного элемента, во всех опытах ос- тается постоянной и равняется 25 мм.
Над неподвижным элементом с зазором h 3 мм помещают метаемую пластину толщиной 0,98 мм из титана ВТ1-0. Длина метаемой пластины составляет 200 мм, ши- рина - 150 мм. На поверхности метаемой пластины устанавливают контейнер, полость которого заполняют взрывчатым веществом, в начало которого вставляют электродетонатор.
Сварку взрывом собранных пакетов производят на следующих режимах: В В - смесь оммонита № б ЖВ с аммиачной селитрой в соотношении 25/75; скорость детонации Д 1850 м/с; высота заряда И 35 мм; исходный зазор h 3 мм; скорость соударения v 550 м/с.
В сваренном взрывом пакете несваренные участки неподвижного элемента отгибают до образования ребер. Пластину с отогнутыми ребрами опирают по краям на бруски, которые вначале располагают вдоль одних двух параллельных граней пластины,
а затем вдоль других параллельных граней и на пластину действуют сосредоточенной силой, приложенной к центру пластины. Прогибы пластины фиксируют индикатором часового типа с ценой деления в микрон.
Результаты замеров показали, что в обоих вариантах расположения опорных брусков прогибы пластины были одинаковыми и составляли д 50 мк, ё то время как при однонаправленном расположении ребер при расположении опорных брусков перпендикулярно ребрам прогиб составлял (5 5 мк, а при расположении опорных брусков вдоль ребер - д 2500 мк, т.е. жесткость известной конструкции в одном направле- нии и вдругом направлении отличается на три порядка,авпоедпагаемс мспоазо жесжостьвобоих направлениях одинакова.
Формула изобретения Способ сварки взрывом метйемой пластины, установленной с зазором относительно неподвижного свариваемого элемента, на поверхность которого предварительно наносят противосварочный материал, с последующим разделением несваренных участков, отличающийся тем, что, с целью повышения жесткости полученной конструкции, в углах неподвижного элемента предварительно выполняют диагональные надрезы, а противосварочный материал наносят по меньшей мере поЪдну сторону от этих надрезов на участки в виде треугольника, одна сторона которого совпадает с диагональю неподвижного элемента, а один прилежащий к ней угол - с углом между надрезом и соответствующей стороной неподвижного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ АЛЮМИНИЕВО-НИКЕЛЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343055C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТЕРЖНЕЙ В ПРЯМОЛИНЕЙНУЮ БАЛКУ | 2007 |
|
RU2340734C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2486042C1 |
| ФЛАНЦЕВЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2024 |
|
RU2827905C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2486043C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2488468C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343057C2 |
| ДЕРЕВОМЕТАЛЛИЧЕСКАЯ ПАНЕЛЬ | 2000 |
|
RU2176299C1 |
Изобретение относится к технологии сварки взрывом и может использоваться в химической, атомной, машиностроительной и других отраслях промышленности при получении ребристых конструкций, Цель изорпетенмя - повышение жесткости полученной конструкции. Для этого в неподвижном элементе выполняют диагональные сквозные надрезы, а противо- сварочные слои наносят по одну или обе стороны этих надрезов. При этом им придают форму треугольников. При отгибании несваренных участков полученные ребра имеют различную ориентацию, что повышает жесткость конструкции. 2 ил.
/
в
Фиг.1
6
Фиг. 2
10
| Авторское свидетельство СССР № 1570169, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
