Фиг. 2
Изобретение относится к обработке металлов давлением, а именно к металлообработке, конкретно к призматическим отрезным инструментам для отрезки выступающего на плоском торце детали технологического отхода с малой площадью поперечного сечения,
Цель изобретения - повышение производительности качества получаемых деталей и экономии металла.
На фиг.1 изображен отрезной инструмент; на фиг.2 - схема отрезки технологического отхода„
Отрезной призматический инструмент содержит призматическую державку 1 стержневой формы с режущим клином 2, выполненный с режущей кромкой 3. Участок перехода державки 1 в режущий клин 2 выполнен со сквозным продольным пазом , образующий на боковых поверхностях державки 1 две перемычки 5 и 6 на одной из которых 5 со стороны передней поверхности режущего клина 2 выполнена сквозная прорезь 7 в плоскости, параллельной продольной оси, а противоположная перемычка 6 образует пружинящий элемент. Режущий клин 2 выполнен с углом заострения (3 и углом резания . .
Отрезной инструмент работает следующим образом.
При установке отрезного инстру- мента на станке сквозной продольный паз k должен выступать из суппорта полностью, остальная часть стержневой державки крепится в суппорте.
Отрезной инструмент перемещается до соприкосновения режущей кромки 3 с плоским торцом 8 детали 9 на некотором удалении от технологического отхода 10 и упруго отжимается на величину несколько большую, чем погрешности изготовления установки и закрепления детали, а также неточности поперечного перемещения ин- стру/мента по торцу детали в направлении к технологическому отходу. При этом наличие пружинного элемента на сквозном пазу державки 1 обес- I
печивает свободное отжатие режущего клина 2 при упоре режущей кромки 3 в торец детали. Инструмент начинает перемещаться вверх и врезается в технологический отход 10. Под действием
силы сопротивления на отрезке тех- нологического отхода кромки прорези 7 замыкаются, повышая жесткость державки, при этом отжатие режущей кромки 3 в направлении, противоположном
5 действию сил сопротивления отрезке, практически прекращается.
Инструмент осевой режущей кромкой 3 определяет технологический отход 10. После отрезки технологического
0 отхода прорезь 7 размыкается, и инструмент возвращается в исходное положение.
Формула изобретения
Отрезной инструмент содержащий державку стержневой формы с рабочей частью в виде клина с режущей кромкой, отличающийся тем, что,
с целью повышения качества получаемых деталей, производительности и экономии металла, державка в зоне, примыкающей с режущим клином, выполнена со сквозным пазом, профиль которого образован двумя параллельными плоскостями, сопряженными одна с другой поверхностями кругового цилиндра и расположенными вдоль боковых поверхностей державки, при этом
в стенке державки на участке плоской стенки сквозного шва со стороны режущей кромки выполнена сквозная прорезь в плоскости, перпендикулярной продольной оси державки, а режущая кромка режущего клина расположена вне боковой плоскости со сквозной прорезью со смещением в направлении смыкания стенок упомянутой прорези.
4
Фиг.1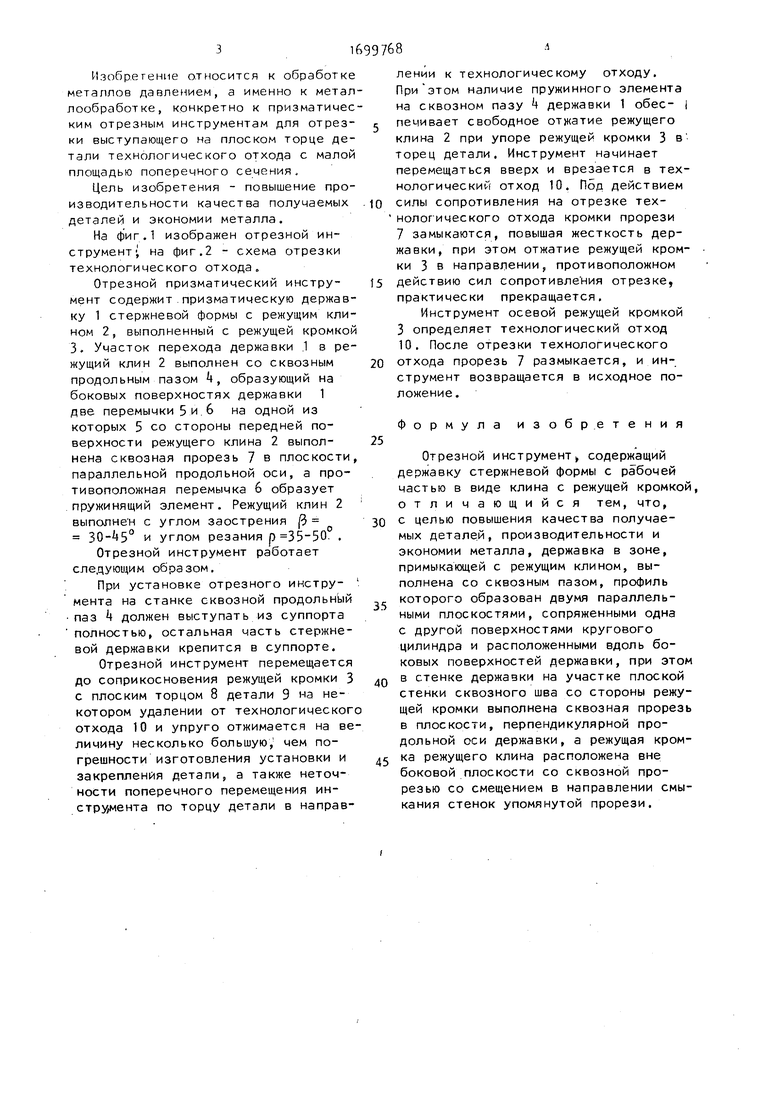
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Инструментальный блок для обрезки полых деталей | 1988 |
|
SU1678555A1 |
| ОТРЕЗНОЙ РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2026772C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПЛАСТИНАМИ, РАСПОЛОЖЕННЫМИ ПО ЗАДНЕЙ ГРАНИ | 2002 |
|
RU2290278C2 |
| Сборный отрезной резец | 1978 |
|
SU808209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
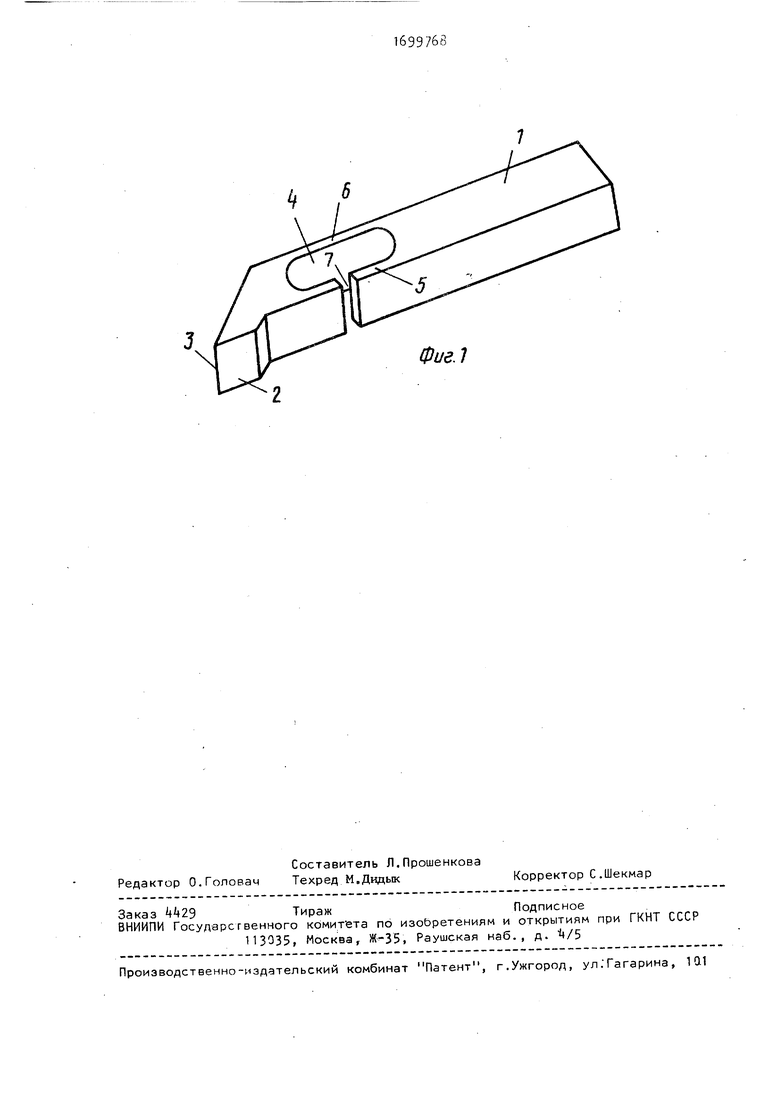
Изобретение относится к обработке металлов давлением и касается призматического инструмента для отрезки выступающего на плоском торце детали технологического отхода с малой площадью поперечного сечения. Цель изобретения - повышение производительности, качества получаемых деталей и экономии металла. При соприкосновении режущей кромки 3 с плоским торцом 8 детали 9 на некотором удалении от технологического отхода 10 инструмент упруго отжимается на величину несколько большую, чем погрешности изготовления, установки и закрепления детали. Инструмент начинает перемещаться вверх и врезается в техноло- , гический отход. Кромки прорези 7 замыкаются, повышая жесткость державки. Инструмент своей режущей Кромкой 3 отрезает технологический отход. 2 ил. о
| Резцы токарные отрезные | |||
| МЯЛЬНО-ТРЕПАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ЛЬНА | 1928 |
|
SU18884A1 |
