-5
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая пластина | 1990 |
|
SU1754337A2 |
| Двухслойная режущая пластина | 1990 |
|
SU1756076A1 |
| РЕЖУЩАЯ ПЛАСТИНА ИЗ СПЕЧЕННОГО ИЗДЕЛИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2104826C1 |
| Режущая пластина | 1987 |
|
SU1459816A1 |
| Лемех плужного корпуса | 1987 |
|
SU1496649A1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
| КОРПУС ФРЕЗЫ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ И ФРЕЗА ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2691480C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩИХ ПЛАСТИН И ЕГО КОРПУС С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2693225C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛО ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2796918C1 |
Изобретение относится к технике обработки материалов резанием, в частности к режущим инструментам. Целью изобретения является увеличение стойкости посредством повышения механической прочности. Режущая пластина содержит режущий слой 1 и подложку 2 меньшей твердости. Поверхность раздела между ними выполнена в форме параболоида, обращенного выпуклостью к подложке. При изготовлении режущей пластины, закреплении ее в гнезде режущего инструмента и в процессе резания предложенная форма поверхности раздела позволяет уменьшить напряжение в режущем слое, что повышает механическую прочность пластины и ее с гойкость. 2 ил.
Изобретение относится к обработке материалов резанием, в частности к режущему инструменту.
Цель изобретения - повышение стойкости посредством увеличения механической прочности.
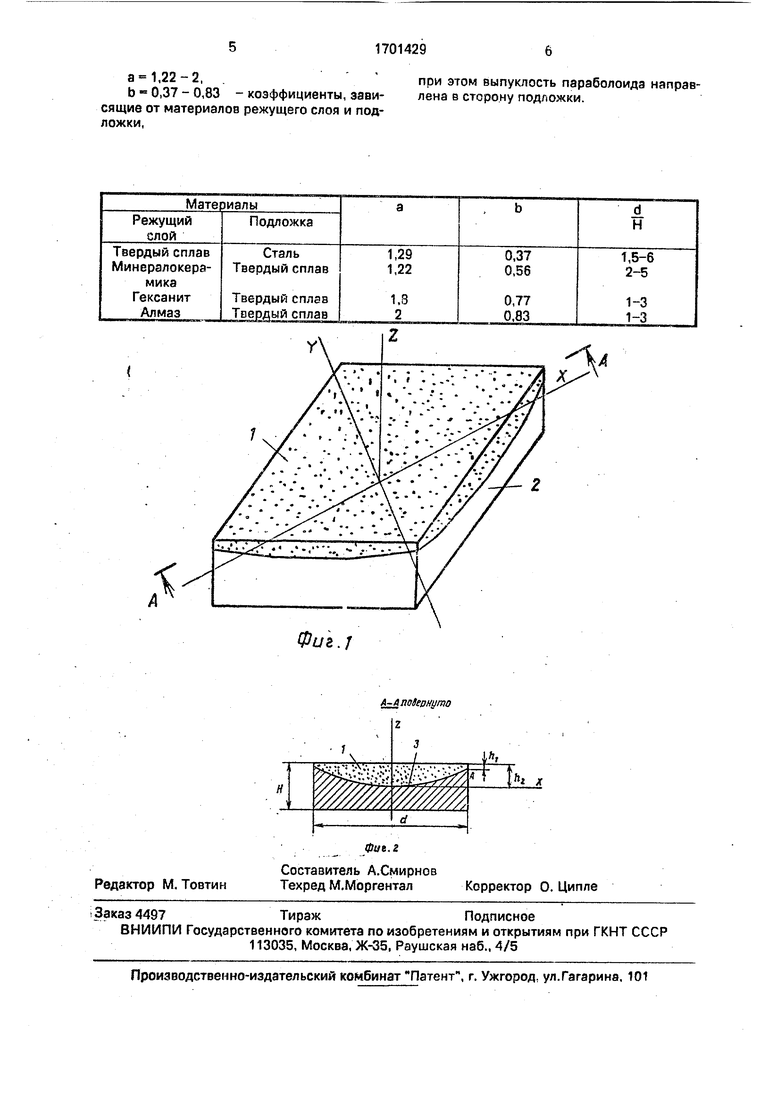
На фиг.1 показана аксонометрическая проекция пластины; на фиг.2 - сечение А-А на фиг.1.
Пластина содержит верхний режущий слой 1 и нижний слой - подложку 2. Твердость режущего слоя 1 выше, чем твердость подложки 2. Слои разделены по поверхности 3, имеющей форму параболоида вращения, ось которого проходит через центр пластины. В диагональном сечении поверхность раздела очерчена параболой.
Значение коэффициента К можно определить для точки А, координаты которой известны. Для этой точки х гАе °
диаметр окружности, описанной около пластины; Z h2 - hi, где hi - толщина режущего слоя у вершины пластины; П2 - толщина режущего слоя в ее центре. Откуда
h2-hi k(|)2 4Q-hi)
К d2
Это позволяет записать уравнение поверхности, разделяющей режущий слой и подложку
-J
4(2-hi)(x2+y2)
VI
О
Ј
N3 О
Экспериментально установлено, что наилучшими прочностными характеристиками обладают режущие пластины с соотношением геометрических параметров, определяемым из уравнения
to af.dNb
hi
где hi - толщина режущего слоя у «ершли пластины;
ha - толщина режущего слоя в центре пластины;
d - диаметр окружности, описанной около пластины;
Н - толщина пластины;
а 1,22 2, b 0,37 - 0,83 - коэффициенты, зависящие от материалов режущего слоя и подложки.
Для ромбических пластин и других пля- стин, форма сечения которых отлична от окружности или правильного многоугольника, в качестве d принят диаметр окружности, проведенной через наиболее удаленные от центра вершины. Оптимальное значение коэффициентов а и Ь, а также рекомендуемые отношения тт для некоторых инструментальных материалоп приведены в таблице.
Режущие пластины, геометрические параметры которых совпадают с указанными в таблице, имеют наибольшую прочность и дают наименьший процент брака при их изготовлении, креплении и в процессе оезанич.
При изготовлении пластин вначале формируют подложку, затем ее помещают со вместно с шихтой в камеру синтеза при сверхтвердом режущем слое или в камеру прессовании, если режущий слой твердосплавный, i-де и изготовляют п частику, воздействуя на заготовку высокими температурами и давлением. Основной причиной брака при изготовлении игзстин является отслоение или растрескивание режущего слоя, вследствие различия коэффициентов объемного расширения материалов слоев. Наибольшие напряжения и наибольшие деформации усадки отмечаются на периферии, прежде всего а области вершин режущих пластин, а наибольшее различие между слоями проявляется в зонах повышенной толщины. Значения напряжений изменяются от периферии к центру пластины по параболическому закону.
В связи с указанным, наименее вероятным является отслаивание рабочего слоя в случае, если его толщина увеличивается по параболическому закону в направлении от периферии к центру, что и реализуется в конструкции предложенной пластины.
При креплении режущей пластины, на нее воздействуют силы крепления, имеющие характер сил сжатия, приложенных в центральной области пластины. Такик. силам наилучше противостоят слои большей толщины, что также реализовано в конструкции пластины.
В процессе резания на пластину воздействуют прежде всего изгибающие усилил резания, приложенные к ее рабочим аершинам. Эти силы переменны по велмчи
не, а иногда и по знаку, Часто они носят характер вибраций и биений. Выход из строп режущих пластин в процессе резания обусловлен, как правило, не истиранием режущего слоя, а его растрескиванием, выкрашиванием, отслоением, поэтому уменьшение толщины режущего слоя не снижает рабочего ресурса пластины. Изгибающим вибрационным усилиям лучше всего противостоит слой, форма которого
приближена к равнопрочной балке, толщина которой увеличивается пропорционально увеличению момента действующих сил. Так как изгибающие силы резания приложены к вершине, а силы крепления - к центру
пластины, равнопрочная балка должна иметь толщину, увеличивающуюся от периферии к центру по параболическому закону, В конструкции пластины режущий слой имеет форму, которая обеспечивает максимальную прочность при воздействии изгибающих усилий и вибраций в процессе резания. Таким образом, предлагаемая конструкция режущей тастины обладает более высокой, чем ii известных пластин,
механической прочн стью при ее изготов- дении, креплении и в процессе резания, что повышает ее стойкость.
Формула изобретения Режущая пластина, содержащая режущий
слой и подложку с меньшей твердостью, разделенные фасонной поверхностью, отличающаяся тем, что, с целью УЕ сличения стойкости за счет повышения механической прочности, указанная фасонная поверхность выполнена в форме параболоида вращения с уравнением
-у „,,.
-iCtt-hi) (хгЧу2),
г.
где 1ц - толщина режущего слоя у вершин пластины;
hz - толщина режущего слоя в центре пластины;
d - диаметр окружности, описанной jKono пластины;
X, Y, Z - текущие координаты, причем отношение толщины режущего слоя а центре и у вершин пластины определяется из уравнения
П2 . f d ч b
(-H где Н - толщина пластины;
а 1,22-2, .
b « 0,37 - 0,83 - коэффициенты, зависящие от материалов режущего слоя и подложки,
Фиг. Г
при этом выпуклость параболоида направлена в сторону подложки.
А-Апо1ернуто г
| Режущая пластина для металлорежущего инструмента | 1983 |
|
SU1152712A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
