Изобретение относится к обработке ме таллов резанием и может быть использовано для стабилизации дробления стружки.
Известен резец с самоврящающимся винтовым лезвием, установленным на оси в державке через подшипники, а также само- вращвющийся резец с установленной в под- шипниках осью, несущей винтовую режущую часть. Он снабжен двумя эксцентриковыми втулками, вставленными одна в другую и размещенными между осью и под- шипниками.
Наиболее близким к изобретению является свободно вращающийся многолезвийный резец, лезвия которого выполнены в виде многозаходной винтовой линии. Резец выполнен с четным количеством винтовых лезвий, и каждое четное лезвие срезано на 1/3 его рабочей длины, Дробление стружки осуществляется различными стружколома- ми, выполненными в виде специальных устройств, ограничивающих сход стружки по
передней поверхности резания, или в виде самовращающихся допол -штельных элементов, режущих уже срезанную с.ружку в момент, когда она сходит по передней поверхности, или способом отведения инструмента, т.е. прерывистым резанием. На срезанном участке винтовой режущей кромки резание отсутствует. Недостатком таких резцов является ограниченная область процесса стружкодробления и боль aid я длина срезаемых стружек.
Цель изобретения - повышение производительности, за счет стабилизации процесса, стабильное дробление стружки.
Поставленная цель достигается тем, что в свободно вращающемся многолезвийном резце, лезвия которого выполнены в виде многозаходной винтовой линии, выполнены канавки, расстояние между которыми определено из соотношения
, 7Г D
cos a
VJ
О CJ ГО VI
ю
где D - диаметр резца;
а - угол подъема винтовой линии лезвия;
К - константа, подбирается из ряда нечетных чисел 3, 5, 7, 9, 11 и т.д., при этом канавки смежных лезвий смещены на величину 1/4.
В процессе резания обрабатываемый материал набегает на лезвие режущей кромки и в виде стружки срезается с детали, а сам резец, находясь в силовом контакте со срезаемым материалом, вращается под действием силе резания. В момент, когда к месту снятия металла подходит канавка (т.е. сплошность лезвия прерывается углублением - выточкой), металл не снимается данным лезвием, а проходит на следующее лезвие. Таким образом происходит прерывание образования стружки и, стружка получается короткая. При течении сэмоврэщающимися резцами съем стружки одним лезвием не превышет 0,2...0,5 мм, поэтому канавки достаточно изготавливать шириной 1 ...2 мм. Число канавок К не следует выбирать слишком большим, так как при близком расположении стружкоразделяю- щих канавок, например, когда длина прерывного лезвия между канавками будет равна ширине канавки, происходит сбой самовращения. Канавка на каждом последующем лезвии смещена относительно канавки предыдущего лезвия на величину 1/4.
Это делается для того, чтобы участок несрезанного металла попадал на другом лезвии обязательно в зону резания и срезался. Такая последовательность размещения позволяет избежать получение стружкоразделяющих канавок одна под другой. Выбранное расположение канавок со смещением позволяет избежать пропу сков съема металла, и получать высокую чистоту обрабатываемой поверхности.
Пример. При диаметре резца 30 мм, угол подъема винтовой линии 45°, число канавок К необходимо принять равным 7, тогда по математической зависимости, приводимой в формуле, находим расстояние между канавками: я D
I
20мм.
К COS 45°
Номинальное соотношение между шириной канавки (1 ...2 мм) и расстоянием между ними выражается числами 10 - 20. А в приведенном примере это соотношение будет
20...10 раз.
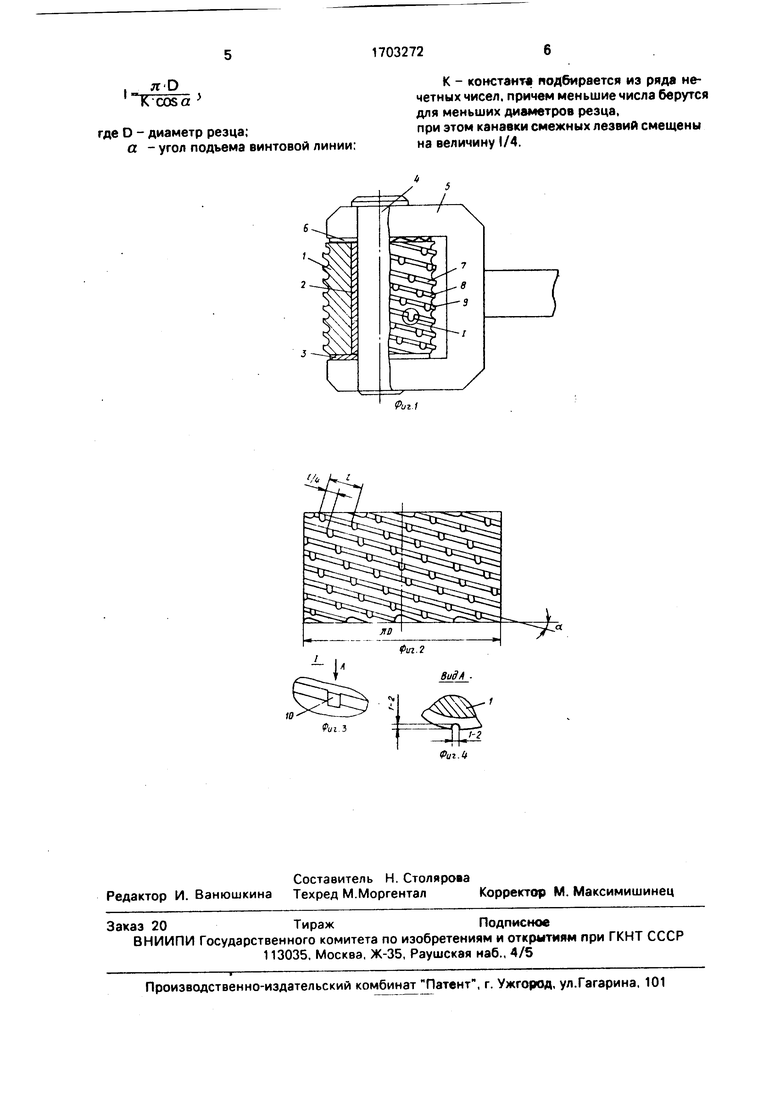
На фиг.1 показан резец, разрез; на фиг.2 - поверхность резания с расположением на ней стружкоразделяющих канавок; на фиг.З - узел I на фиг, 1; на фиг.4 - вид А
на фиг.З.
Корпус 1 резца на железографитовых подшипниках, втулка 2 и подпятник 3 с помощью оси 4 установлены в державке 5 и имеют возможность вращения. Пружинная
шайба 6 выбирает технологический зазор между вилкой державки 5 и торцами вращающегося резца. Винтовые лезвия обозначены 7 - 9 (например, трехзаходной винтовой линии).
Резец работает следующим образом. Резец под действием давления срезаемого металла вращается, при этом точка контакта срезаемого металла перемещается по режущему лезвию. В момент, когда к месту резания подходит канавка 10, металл не снимается, а проходит на следующее лезвие. Таким образом происходит разделение стружки. Число канавок К на одном витке
лезвия не следует выбирать слишком большим, так как при близком расположении стружкоразделяющих канавок происходит собой самовращения, т.е. силы самовращения резца становятся соизмеримыми с силами трения в подшипниковых узлах, и резец останавливается. Стружкоразделяющие канавки 10 на каждом последующем лезвии смещены относительно стружкоразделяющих канавок предыдущего лезвия на величину I/4.
Предлагаемое изобретение имеет значительные преимущества перед прототипом, а именно, мелкая дробленая стружка хорошо удаляется из зоны резания, легко
транспортируется по механическим транспортным устройствам, плотно заполняет тару, легко прессуется в брикет, при этом не требует дополнительных установок струж- кодробилок. Такая стружка менее травмоопасна, чем сливная. Предлагаемые резцы применяются в цехах трубных заводов на отделочных операциях, при стружке кромок и фасок трубной заготовки (полосы).
Формула изобретения Свободно вращающийся многолезвийный резец, лезвия которого выполнены а виде многозаходной винтовой линии, отл ичающийся тем, что, с целью повышения .производительности за счет стабилизации процесса дробления стружки, на лезвиях резца выполнены канавки, расстояние между которыми определено из соотношения
, Я Р
cosa
где D - диаметр резца;
а - угол подъема винтовой линии:
К - константа подбирается из ряда нечетных чисел, причем меньшие числа берутся для меньших диаметров резца, при этом канавки смежных лезвий смещены на величину I/4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Свободно вращающийся многолезвийный токарный резец | 1972 |
|
SU447226A1 |
| ЧАШЕЧНЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2457079C2 |
| Свободно вращающийся резец | 1982 |
|
SU1079369A1 |
| Способ токарной обработки | 1983 |
|
SU1186400A1 |
| Способ обработки на токарном станке, имеющем узел с вращающимся валом, и устройство для его реализации | 2019 |
|
RU2739461C1 |
| Ротационный резец | 1991 |
|
SU1808477A1 |
| Расточная головка | 1979 |
|
SU872044A1 |
| СВОБОДНО ВРАЩАЮЩИЙСЯ МНОГОЛЕЗВИЙНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 1972 |
|
SU426757A1 |
| Способ токарной обработки | 1983 |
|
SU1186401A1 |
| Способ прорезки кольцевых канавокНА ТОРцЕ зАгОТОВКи | 1979 |
|
SU821066A1 |
Изобретение относится к обработ ке металлов резанием и может быть использовано для стабилизации дробления стружки при использовании вращающихся резцов. Цель изобретения - повышение производительности за счет стабилизации процесса дробления стружки. Лезвия резца выполнены в виде многоззходной винтовой линии, на лезвиях выполнены канавки, расстояние между которыми определено из соотношения 1 тгО/К cosa , где D-диаметр резца; а- угол подъема винтовой линии лезвия; К- константа подбирается из ряда нечетных чисел 3, 5, 7, 9, 11 и т.д., при этом канавки смежных лезвий смещены на величину 1/4. 4 ил.
t. i
Фиг.
Фиг.U
| Свободно вращающийся многолезвийныйТОКАРНый РЕзЕц | 1979 |
|
SU806272A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
