(54) РАСТОЧНАЯ ГОЛОВКА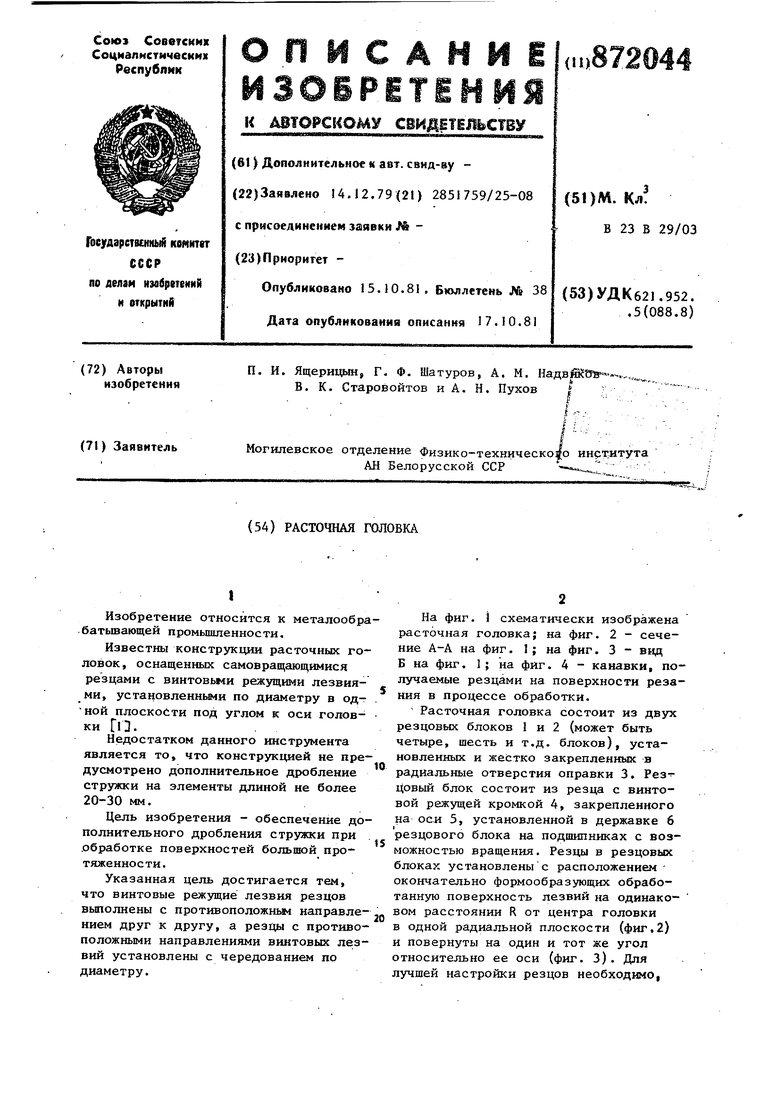

| название | год | авторы | номер документа |
|---|---|---|---|
| Свободно вращающийся многолезвийный резец | 1990 |
|
SU1703272A1 |
| Режущий инструмент | 1979 |
|
SU804237A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2015 |
|
RU2603417C1 |
| Расточная оправка | 1975 |
|
SU747622A1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ тангенциального точения тел вращения | 1984 |
|
SU1225695A1 |
| Самовращающийся чашечный резец | 1979 |
|
SU775929A1 |
| РЕЗЕЦ | 1999 |
|
RU2170160C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ДОРАБОТКИ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2119079C1 |

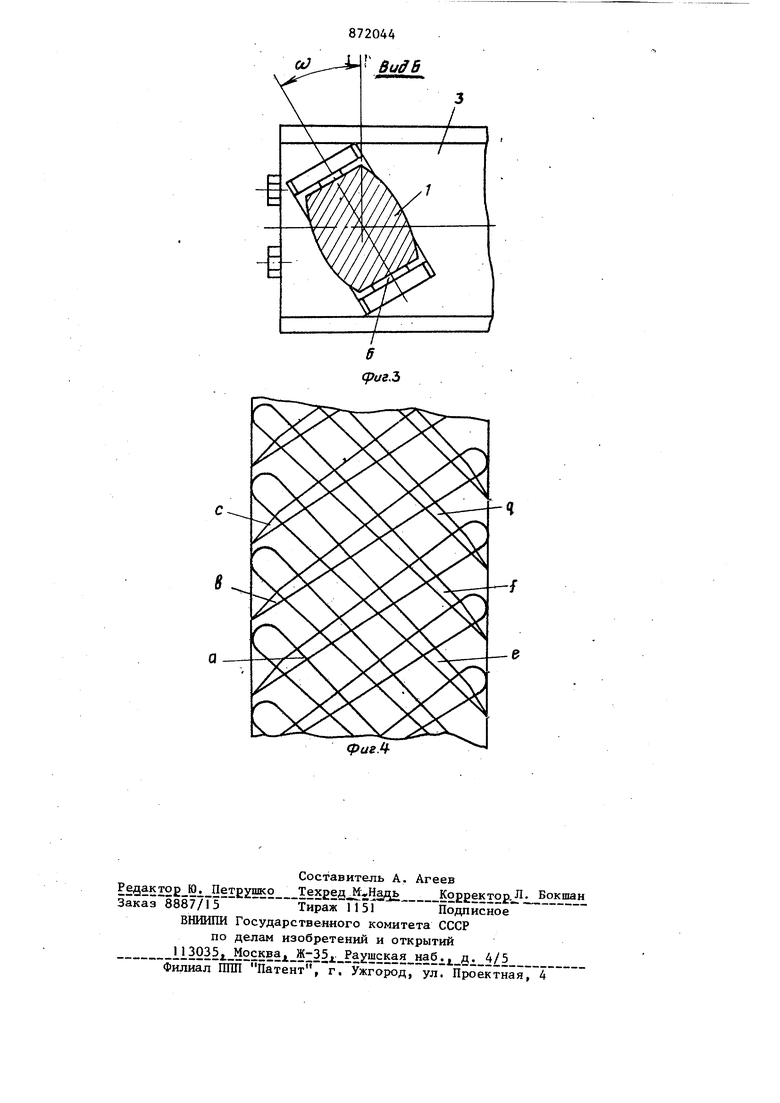
Изобретение относится к металообра батьшающей промьшшенности. Известны конструкции расточных го ловок, оснащенных самовращающимися резцами с винтовьми режущими лезвиями, установленными по диаметру в од ной плоскости под углом к оси головки п. Недостатком данного инструмента является то, что конструкцией не пре дусмотрено дополнительное дробление стружки на элементы длиной не более 20-30 мм. Цель изобретения - обеспечение до полнительного дробления стружки при .обработке поверхностей большой протяженности. Указанная цель достигается тем, что винтовые режущие лезвия резцов выполнены с противоположные направле нием друг к другу, а резцы с противо положными направлениями винтовых лез вий установлены с чередованием по диаметру. На фиг. i схематически изображена расточная головка; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - канавки, получаемые резцами на поверхности резания в процессе обработки. Расточная головка состоит из двух резцовых блоков I и 2 (может быть четыре, шесть и т.д. блоков), установленных и жестко закрепленных в радиальные отверстия оправки 3, Рез Цовый блок состоит из резца с винтовой режущей кромкой 4, закрепленного на оси 5, установленной в державке 6 резцового блока на подшипниках с возможностью вращения. Резцы в резцовых блоках установлены с расположением окончательно формообразующих обработанную поверхность лезвий на одинако вом расстоянии R от центра головки в одной радиальной плоскости (фиг.2) и повернуты на один и тот же угол относительно ее оси (фиг. 3). Для лучшей настройки резцов необходимо, 3 чтобы ось поворота резцовых блоков проходила через наибольший формообразующий диаметр бочкообразных или конических резцов. Резцы имеют разные направления лезвий: правые и левые. Они установлены через один. Блок 1 имеет резец с правым направле нием лезвий, блок 2-е левым направ лением лезвий. . При расточнщсе отверстия действием контакта с обрабатываемой деталью и вследствие своего разворота относительно ее оси вращаются резцы. При вращении резцов с правьм направлением режущих лезвий их точка контакта с деталью перемещается вдоль оси резца снизу вверх-и наповерхнос ти резания образуются канавки а,в,с имеющие направление слева направо вверх (см. фиг, 3), Для резцов с левым направлением режущих лезвий точка контакта перемещается сверху вниз и на поверхности резания образуются канавки е, f , имеющие направление справа налево вверх, В результате того, что снятие резцов полоски металла на поверхност резания прерывается из-за наличия по перечных к траектории канавок, наносимых впереди стоящим по диаметру резцов, осуществляется измельчение и дробление стружки. Величина длины 4 стружки равна расстоянию между канавками, измеренному вдоль траектории движения точки контакта лезвия, уменьшенному на величину усадки стружки (см, фиг. 4). Наличие резцов с разными направлениями режущего лезвия обеспечивает надежное измельчение и дробление стружки, что особенно важно при обработке отверстий большой протяженности. Формула изобретения Расточная головка , оснащена самовращающимися резцами с винтовьми режущими лезвиями, установленными по диаметру в одной плоскости под углом к оси головки, отличающаяс я тем, что, с целью дробления стружки при обр;аботке поверхностей большой протяженности, винтовые режущие лезвия резцов вмюлнены с противоположным направлением друг к а резцы с противоположньми направлениями винтовых лезвий установлены с чередованием по диаметру. Источники информации, принятые во внимание при экспертизе . Машиностроитель 1978, № 4, с. 29.
