ConopoA; i a фиг. 3-уни.;;фг.,ч.1ьная
С ОПГ.-; . ОЙ, 1/OTf. HOEJ/1 r:;i i ХГОСТОП1.КО . КЗ
чсст у.ляпиигелч; ил | :;г. и 5 - примеры .i; n О флн а :з потри,- с
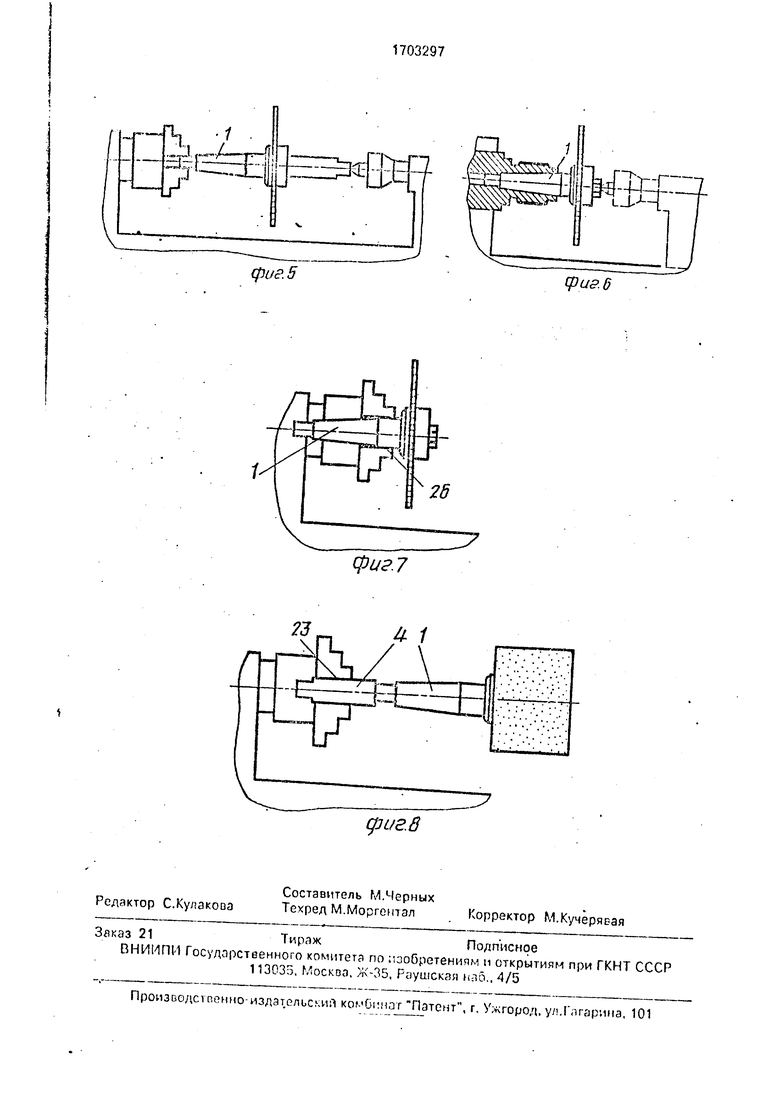
ПОД;- i i l -ЯДНЧМ Ц -lvpOfi ПОП ИСНОтЗОпзнп.: / i)) а. .: имя инструмента соо пкотот- г еннсп . зажимного ь;-чгк- м опор.:; на фиг. 6 - нр.;,г,ер установки очрапги в шпинделе с поджимом эдним центр: :-.1: или без вого; на Фиг. 7 - пример установки опразки в кулачковом патроне консольно; ii3 фиг. 8 -- пример установки опрэвки в кулачковом патромс консольно с пспользоезн лсм опоры с к.т-юспво удлинмтел;.
Универсально;- инструментальная оправка состоит из корпуса 1, прижимной втулки 2. зажимного шн тз 3 и опоры 4. В корпусе 1 выполнены да резьбовых отяср- стия С и 6 и два центрирующих посадочных отверстия 7 и 8. Зажимной винт имеет цилиндрический посадочный поясо, - . 9 под центрирующие посадочные отверстия 7, 10 и 11 соответственно, в корпусе оправки, в прижимной втулке 2, в торцовом режущем инструменте 12, например, чашечном абразивном круге, торцовой металлической щетке и т.п.
Прижимная втулка 2 t-ыполнена ступенчатой с цилиндрическим посадочным пояском ij и горцовий посэрхностыо 14 для установки в оправке, например, дисковой фрезы 15. На противоположном торце 16 втулки 2 сыполнено обнижение 17с диаметром, большим диаметра гсловки зажимного винта ;; упорного торца 1К опоры А. конце опоры 4 выполнен резьбовой конец 19 под рез-.5овыс отверстия 5 или 6 корпуса 1, На опоре выполнен центрирующий-посадочный полсок20, по которому опора быть центрирована в отверстие 7 или 8 кор- . пуса 1, По пояску 20 осуществляется также центрирование втулки 2 и торцевого инструмента 12. Предусмотрена возможность |фоплг.н;м универсальной инструментальной опр:-:::кч различными способами в зависимости от технологической необходимости и т ипэ ст jHKu. Для этого г корпусе 1 опр;.пси предусг-:итрен ; а хвсстосике конус Морзе 21 и две пруя-иннь е цилип/ /мческие гк-ч-ор- хнссти 2. и 23, выполненные соосно с цсн- трирующими позерхног.тями отверстий 7 и 8, в гслог ке пинта 3 и в crape А имеется центровме отверстия 21 и 15. Креме того на споре им- .ется цмлш лри юс я позерчпг.с.. ь 26, соосн-.п с 1,;-.линд , пояе,:ом 20 В корпусе 1 и опере л- .рел -тмотрены тлкко л: ic. Ui 2 i ; . /- 3 сел .
Нелично- р1Т ли11н - л jioca.. j . ifux диаМОТГОВ у ПрИХРМНПЙ Iiy;:kt1 И 3.V Л.Н. ГО
пинта позволяет использовать оправку для зпхима инструментов с различным размером посадочных отверстий.
Опраокя работает следующим образом.
При необходимости работы дисковой фрезой 15 она базируется по цилиндрическому посадочному пояску 13 втулки 2 и зажимается между ее торцовой поверхностью И и торцом корпуса оправки с п омощью винта 3 или опоры А. Точность расположения оси инструмента относительно оси оправки обеспечивается наличием соответствующих центрирующих поясков и отаорстий на опоре, зажимном винте, .н;ой втулке и корпусе оправки.
При необходимости зажима на оправке торцового инструмента 12, например, чашечных абразивных кругов, базирование инструмента осуществляется непосредственно по центрирующим пояскам, со ответ- ственно, зажимного винта или опоры. При этом втулка 2 переворачивается и зажим торцового инструмента осуществляется противоположным торцом 16 втулки.
Выбор в качестве зажимного элемента винта 3 или опоры 4 определяется конструктивными особенностями станка и технологической необходимостью.
Формула изобретения
Универсальная инструментальная оправка, содержащая корпус оправки с конусом для зажима в шпинделе станка, зажимной винт и прижимную втулку для прижима режущего инструмента к корпусу
оправки, в котором выполнены два резьбовых отверстия под зажимной винт и шомпол шпинделя, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения зажима
на оправке различных инструментов, оправка снабжена цилиндрической опорой .с упорным торцсм, резьбовым концом и центрирующим посадочным пояском, я в корпусе оправки соосно выполнены две
наружные цилиндрические поверхности и ДОУ центрирующих посадочных отверстия, кроме того зажимной винт имеет центрирующий поясок, а о прижимной втулке выполнено отверстие, причем на одном торце
0 втулки выполнен посадочный поясок под посадочное отверстие режущего инструмента, а нэ другом торце выполнено обни- женио с диаметром, большим диаметра юловки зажимного пиита и упорного торца
5 oncpL , при отом опера и зажимной винт вы по пены с возмо,чностью цеп грироаанин своими поясками с соответствующими отверг; в корпусе onp:)i , прижимной ту:.,; 1 и режуи .-чо инструмента.
ида
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для насадного режущего инструмента | 1982 |
|
SU1042947A1 |
| Оправка для насадного режущего инструмента | 1978 |
|
SU751523A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| Торцовая фреза И.В.Илыка | 1984 |
|
SU1253746A1 |
| Устройство для зажима деталей | 1980 |
|
SU910392A2 |
| Устройство для зажима деталей | 1979 |
|
SU831498A2 |
| Устройство соединения модулей | 1989 |
|
SU1791075A1 |
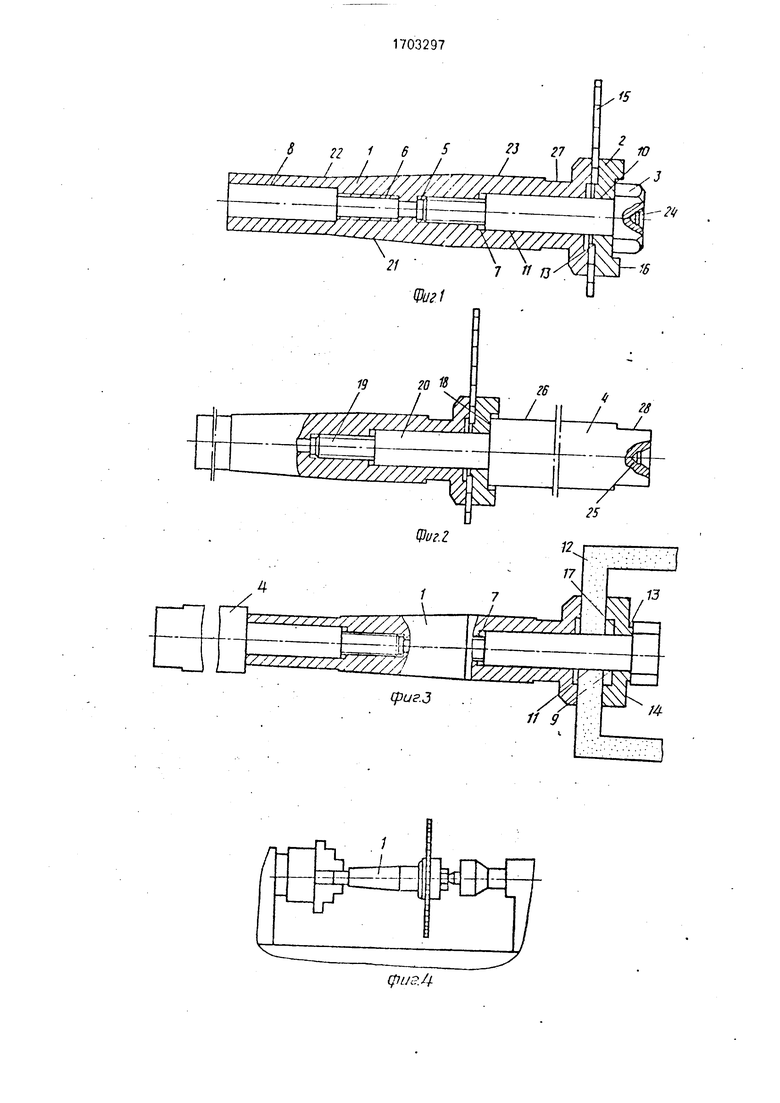
Изобретение относится к металлообработке и может быть применено в качестве вспомогательного инструмента для крепления различных режущих инструментов в широком диапазоне металлорежущих станков. Целью изобретения является расширение технологических возможностей за счет обеспечения зажима на справке различных инструментов, например дисковых фрез, чашечных абрззизных кругов и т.д.. при использовании на станках различного Изобретение относится к металлообработке и может быть применено в качестве вспомогательного инструмента для крепления различных ре.чущих инструментов в широком диапазоне металлорежущих станков. Целью изобретения явлчотся расширение технологически возможностей за счет обеспечения зажима на опрапке различных инструментов, например дископых Фрез, чатехнологического назначения. Причем оправка позволяет регулировать осевой вылет режущего инструмента. В корпусе 1 оправки выполнены два резьбовых отверстия 5 и 6 и.два центрирующих посадочных отверстия 7 и 8. Прижимная втулка 2 выполнена ступенчатой с цилиндрическим посадочным пояском 13 и торцовой посадочной поверхностью для установки в оправке, например, дисковой фрезы. На противоположном торце 16 втулки 2 выполнено обнижение с диаметром, большим диаметра головки .зажимного винта 3 и упорного торца опоры. На конце опоры также выполнен резьбовой конец под резьбосые отверстия 5 или 6 корпуса 1. Зажимной винтЗ имеет цилиндрический посадочный поясок под центрирующие посадочные отверстия 7, 10 и 11 соответственно, в корпусе 1 оправки, в прижимной втулке 2 и в торцовом режущем инструменте. При необходимости закоепления дискового инструмента его сначала базируют по цилиндрическому посадочному пояску 13 втулки 2, зажимают его между торцом и торцом корпуса 1 оправки с помощью зажимного винта 3 или опоры. 8 ил. шечных абразивных кругов, торцовых металлических щеток и т.п. при использовании на станках различного технологического назначения, причем оправка позволяет регулировать осеоой вылет режущего инструмента. На фиг. 1 представлена конструкция универсальной оправки при зажиме инструмента зажимным винтсы; на фиг. 2 - то же, ,с х О GJ ю ю VI
фиг. 5
I
фиг. 5
фиг.7
И- 1
дзигв
| Кузнецов Ю.Н., Маслов А.Р | |||
| и Банков А.Н | |||
| Оснастка для станков с ЧПУ | |||
| Справочник | |||
| М.: Машиностроение, 1983, с | |||
| Приспособление для выпечки формового хлеба в механических печах с выдвижным подом без смазки форм жировым веществом | 1921 |
|
SU307A1 |
| Горный компас | 0 |
|
SU81A1 |
