(5) УСТРОЙСТВО дт ЗАЖИМА ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима деталей | 1979 |
|
SU831498A2 |
| Устройство для зажима деталей | 1974 |
|
SU623698A1 |
| Способ контроля зубчатых колес перед зубошлифованием | 1983 |
|
SU1147919A1 |
| Способ контроля зубчатых колес | 1983 |
|
SU1147921A1 |
| Устройство для закрепления инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1348086A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| Шпиндельная бабка многооперационного станка | 1979 |
|
SU933290A1 |
| Способ наладки зубошлифовального станка | 1987 |
|
SU1419829A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
I
Изобретение относится к области станкостроения, а именно к оснастке для металлорежущих станков. ,
В основном авт. св. ff 623698 описано устройство для зажима деталей, в корпусе которого размещен вращаю-. щийся ложемент непосредственно на подвижной в осевом направлении тяге, связанной посредством двуплечего рычага с приводом. Корпус устройства снабжен фиксатором, выполненным в виде планки с фиксирующим наконечником на одном конце и стопорным винтом на другом, причем планка установлена на оси с возможностью перемещения параллельно тяге с ложементом.
Недостатком устройства является неравномерность распределения припусков при наладке устройства на операционных зубофрезерных станках без механизмов и гитары сменных шестерен дифференциала, то обусловлено возможностью только ступенчатого регулирования углового положения детали
.относительно инструмента, смещения зубчатых колес гитары деления.
Целью изобретения является повышение точности распределения припусков под обработку разноименных профилей зубьев устанавливаемой детали.
Эта цель достигается тем, что фиксатор снабжен втулкой с резьбой на наружной.поверхности и с эксцентриковым резьбовым отверстием, в кото10ром размещен фиксирующий наконечник.
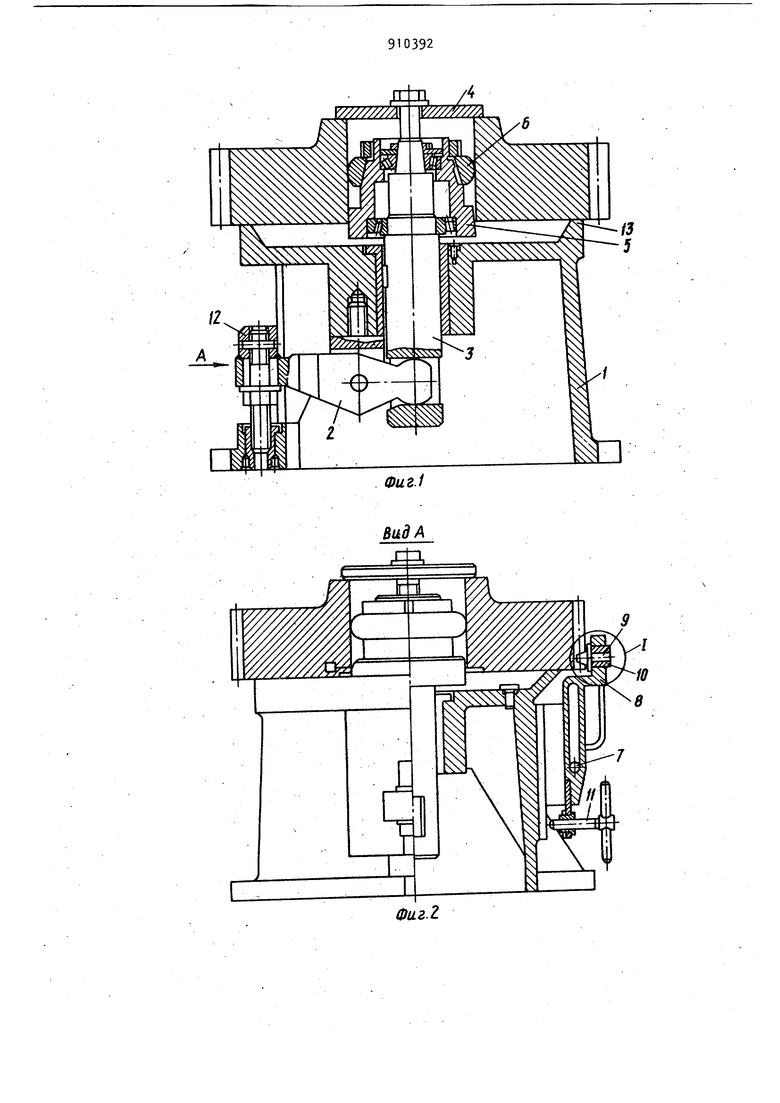
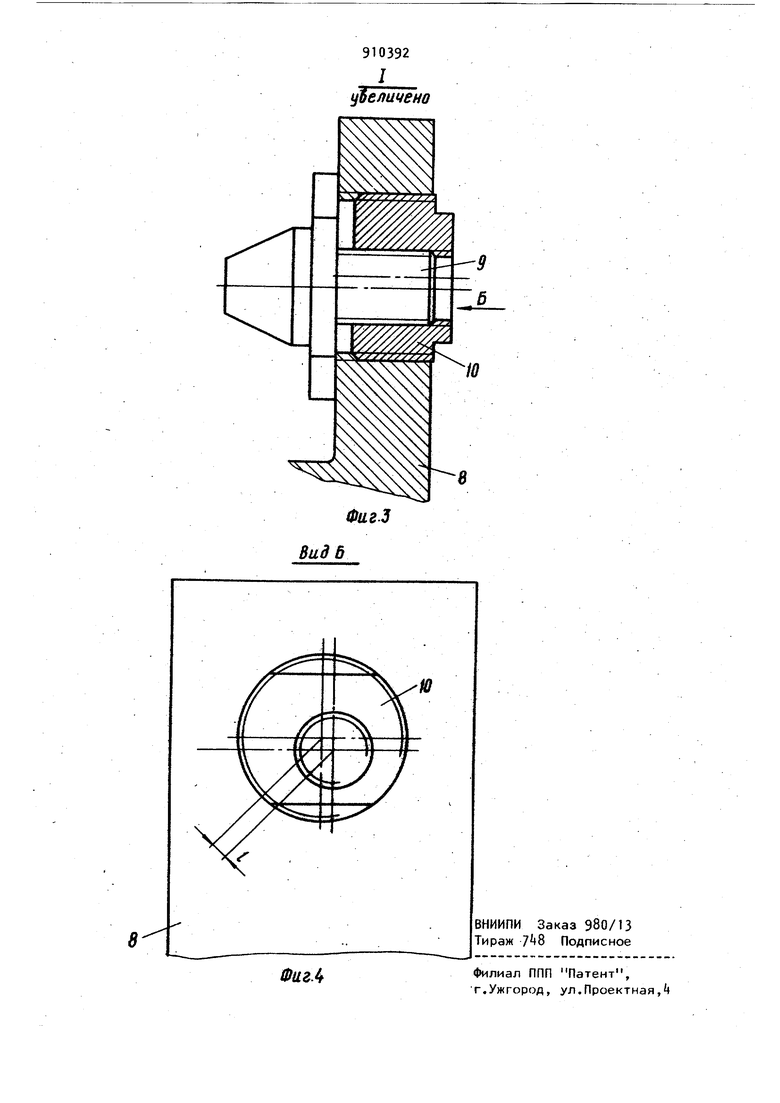
На фиг. 1 изображено устройство, общий вид на фиг. 2 - вид А на фиг. Ь, на фиг. 3 фиксирующий наконечник, установленный во втулке в
IS увеличенном виде на фиг. Ц - вид Б на фиг. 3Устройство содержит корпус 1, -в котором расположена связанная посредством двуплечего рычага 2 тяга
20 3, снабженная прижимной шайбой k и ложейентом, выполненным в виде конического базирующего пояска 5 и центрирующего сферического пояска 6. В корпусе 1 на оси 7 с возможностью перемещения параллельно оси тяги 3 с ложементом устандвлена пламка 8 на одном конце которой установлен фиксирующий наконечник 9 во втулке 10 с эксцентричным резьбовым отверстием, а на другом - стопорный винт11, Устройство работает следующим образом. Перед установкой детали, например зубчатого колеса, тягу 3 выводят в верхнее положение. Деталь устанавливают на ложемент с } оническим базирующим пояском и сферическим центри рующим пояском. Фиксирующий наконеч .ник 9 планки 8 вводят во впадину зуб чатого колеса с обеспечением усилия фиксации винтом 11. Для тонкого бесступенчатого распределения припусков под обработку разноименных профилей зубьев детали фиксирующий наконечник 9 несколько выворачивает из резьбового отверстия втулки 10,освобождая от натяга резьбо Bbte соединения, и поворотом: втулки 10 относительно планки 8 регулирует угловое положение предварительно установленной детали относительно режущего инструмента с контролем, например, по щупу. После распределения припусков с требуемой точностью фиксирующий наконечник 9 заворачивают в отверстие втулки 10 до упора в планку, шайбой деталь прижимают к коническому пояску 5 и от привода в данном случае гайки 2) через дву плечий рычаг 2 тяга 3 с ложементом опускается до упора детали на базиру ющий фланец 13 корпуса 1. .После базирования торца детали на фланец 13 конический поясок 5 является уже не упорной и центрирующей базой, а только центрирующим. Окончательный зажим детали осуществляют посредством дальнейшего перемещения тяги 3- Затем, отвернув винт 11, освобождают планку 8 и выводит ее из зоны обработки. При зажиме последующих заготовок регулировка фиксирующего наконечника 9 относительно планки 8 может не .выполняться, если не нарушается угловое положение инструмента относительно станка. Величину эксцентриситета 8 резьбового отверстия втулки 10 относительно наружной резьбовой поверхности выбирают равной половине диапазона бесступенчатого регулирования углового положения устанавливаемых деталей. Применение предложенного устройства обеспечивает повышение точности распределения припусков при обработке .заготовок на бездифференциальных зубообрабатывающих станках за счет бесступенчатой регулировки углового относительного положения инструмента и изделия. Это позволяет уменьшить погрешности обработки путем исключения ее систематической составляющей, связанной с неравномернос1 ью силового нагружения системы СПИД, что особенно значительно влияет на точность зубообработки деталей из материалов повышенной твердости и из закаленных сталей. Формула изобретения Устройство для зажима деталей по авт.св. № 623698, отличающееся тем, что, с целью повышения точности распределения припусков равномерных профилей зубьев, фиксатор снабжен втулкой с резьбой на наружной поверхности и с эксцентриковым резьбовым отверстием, в котором размещен фиксирующий наконечник. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N623698, кл. В 23 Q 3/00, 197 (прототип).
, /4
910392
7
удели ено
Вид б
