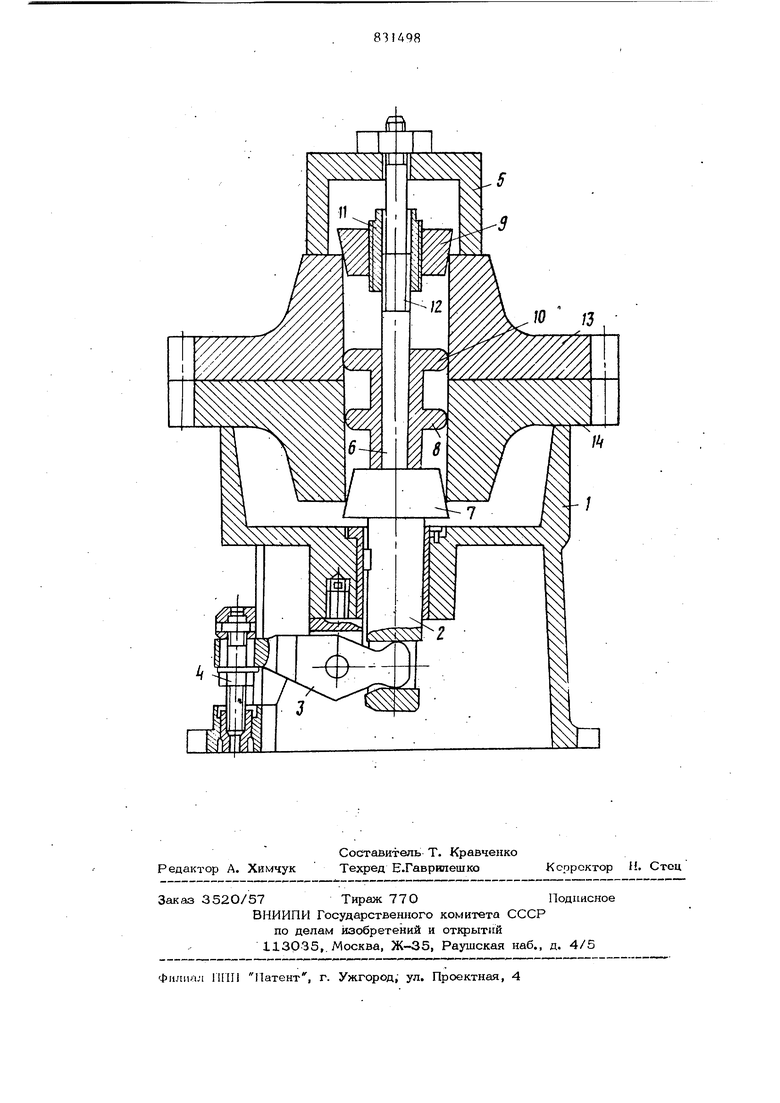
Изобретение относится к станкостроению, а именно, к оснастке для металлорежущих станков. По основному авт св. № 623698, известно устройство для зажима деталей в корпусе которого размещены вращающи йся ЛQжeмёнif и тяга с прижимной щайбой, подвижная в осевом направлении и связанная с приводом посредством двуплечего рычага, непосредственно на которой размещен ложемент с коническим базирующим и сферическим центрирующи поясками при этом корпус устройства снабжен фиксатором в виде плошки с фиксирующим наконечником на одном кон це и стопорным винтом на другом, прич площка установлена на оси с возможностью осевого перемещения. Указанное устройство обеспечивает базирование по торцу детали, обрабатываемого зубчато1Ч колеса с одновременным центрированием за счет упругого прижима конуса к отверстию детали i Недостатком известного устройства является отсутствие ВОЗМОЖНОС;ЕИ центрирования одновременно jdByxcoocHbix,деталей, что обусловлено отсутствием центрирующего элемента для верхней детали. Цель изобретения - обеспечение соосного центрщзования и зажима одновременно двух деталей; Указанная цель достигается тем, что на ложементе дополнительно выполнен сферический центрирующий поясок, а тяга снабжена подвижным в осевом направлении элементом с коническим базирующим пояском, вершина конуса, которого направлена навстречу конусу базирующего пояска ложемента. На чертеже изображено устройство, общий вид, в разрезе. В корпусе 1 размещена тяга 2, связанная посредством двуплечего рычага 3 с приводом 4. Тяга 2 снабжена прижимной щайбой 5 и ложементом 6, выполненным с опорным коническим бази383руюищм пояском 7, центрирующим сфери«ческим пояском 8, а также с коническим бааируюишм пояеком 9 и центрирующим сферическим пояском 10. Элемент с коническим базирующим пояском 9 подвижно установлен на наружной резьбе втулки 11, которая перемещается, по одноиме1шой по направлению и увеличенной по шагу (по сравнению с наружной) резьбовой поверхности 12 тяги 2, при этом вершина конуса базирующего пояска 9 направлена навстречу конусу базирую щего пояска ложемента 6. Устройство работает следующим образом.. Перед установкой деталей 13 и 14, например заготовок зубчатых колес, тяга 2 выводится в верхнее положение. Детали 13 и 14 устанавливаются пакето с базированием по центрирующим сферическим пояскам 8 и Ю с упором на конический базирующий поясок 7. Сферические центрирующие пояски 8 и 1О служат только для предварительного грубого центрирования, поэтому их диаметры выполняются меньшими возможного минимального диаметра отверстия детали для обесп ечения гарантированного зазора после окончательного центрирования па, кета деталей. На резьбовую поверхность 12 тяги 2 навинчивается втулка 11 в сборе с элементом, содержащим базирую щий поясок 9. После контакта конического базирующего пояска 9с отве рстием ве{)хней детали 13 вращением втулки 11 относительно тяги 2 и элеме та с базирующим пояском 9 последний перемещают в осевом направлении к опорному коническому базирующему пояску 7. Указанное осевое перемещение достигается тем, что резьбу 12 на тяге 2 выполняют с щагом в 2-3 раза больше, чем на наружной поверхности втулки 11 и соответственно в отверстии эле мента с базирующим пояском 9. Вращением втулки 11 достигают силового замыкания между коническими базирующими поясками 7 и 9 через тягу 2 и пакет установленных деталей 13 и 14, что приводит к окончательному цёнтрированию последних. Затем на.тягу 2 устанавл1шают приж ную щайбу 5 (с внутренней выточкой, Исключающей контакт щайбы 5 с втулкой 11 и элементом конического ба31фующего пояска 9) и предварительно 8 прижимают ее гайкой к пакету деталей. От привода 4 через двуплечий рычаг 3 тягу 2 опускают до упора торца нижней детали на базирующий фланец корпуса 1. После баз1фовання торца нижней детали по фланцу корпуса 1 конические пояски 7 и .9 являются уже не упорными и центрирующими базами для деталей, а только центрирующими. Окончательный зажим деталей осуществляется посредством дальнейшего, перемещения тяги 2. При гтом усилие прижима от тяги 2 передается на деталь через шайбу 5. Центрирование деталей сохраняется в результате остаточных осевых упругих деформаций элементов цепи от предварительного силового замыкании между коническими базирующими поясками 7 и 9. При съеме деталейзаготовок после их обработки тягу 2 выводят в верхнее положение, снимают щайбу 5 и вращением втулки 11 легко выводят элемент с коническим базирующим пояском 9 из отверстия верхней детали. Применение предложенного устройства обеспечивает повышение производительности обработки заготовок зубчатых колес с значительными колебаниями диаметра посадочного отверстия (например, с предварительно расточенными или шлицевыми отверстиями с центрированием по боковым поверхностям и т.д.) за счет сокращения холостых ходов машинного времени, а также удельного вспо- могательного времени при установке заготовок пакетами по две штуки. Формула изобретения Устройство для зажима деталей по авт. св. № 623698, отличающее с я тем, что, с целью обеспечения соосногчэ центрирования и зажи15 а одновременнодвух деталей, на ложементе дополнительно выполнен сферический цен трирующий поясок, а тяга снабжена подвижным в осевом направлении элементом с коническим базирующим пояском, вершина конуса которого направлена навстречу конусу базирующего пояска ложемента. Источники информации, принятые во внимание при экспертизе 1. Авторское cвидeтe цзcтвo СССР N9 623698, кл. В 23 Q З/ОО, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима деталей | 1980 |
|
SU910392A2 |
| Устройство для зажима деталей | 1974 |
|
SU623698A1 |
| Устройство для сборки узла | 1985 |
|
SU1316783A1 |
| Центрирующее захватное устройство | 1985 |
|
SU1283099A1 |
| Станок для отбортовки и закатки жестяных изделий | 1988 |
|
SU1683846A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1987 |
|
SU1511044A1 |
| РЕЗЬБОВАЯ ОПРАВКА | 2003 |
|
RU2248862C1 |
| Устройство соединения модулей | 1989 |
|
SU1791075A1 |
| Патрон кулачковый механизированный | 2019 |
|
RU2693667C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |