Изобретение относится к машиностроению и может быть использовано для окончательной обработки прецизионных отверстий малого диаметра.
Целью изобретения является повышение точности обработки прецизионных отверстий малого диаметра.
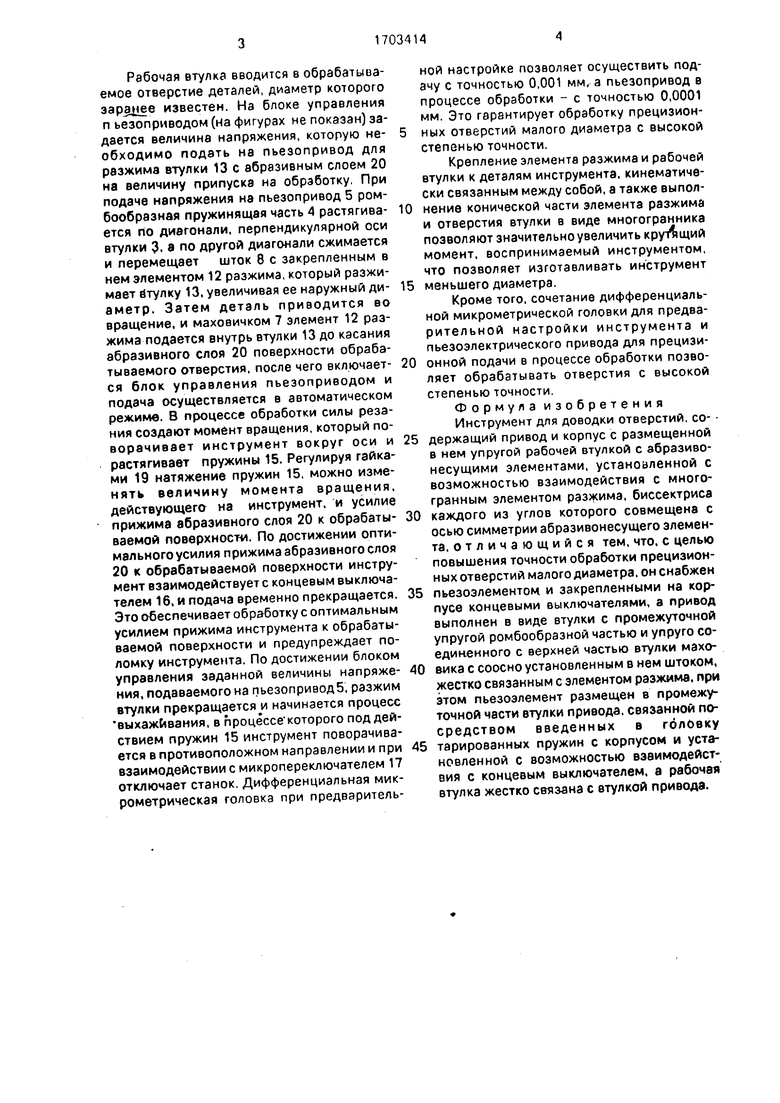
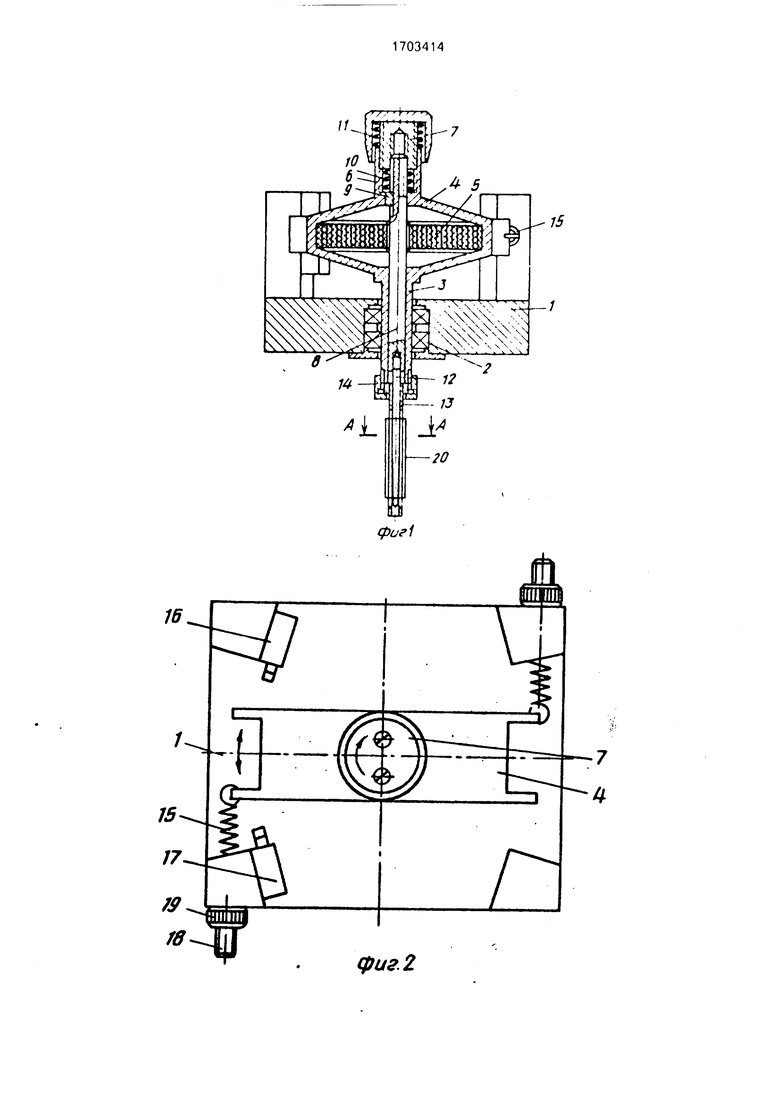
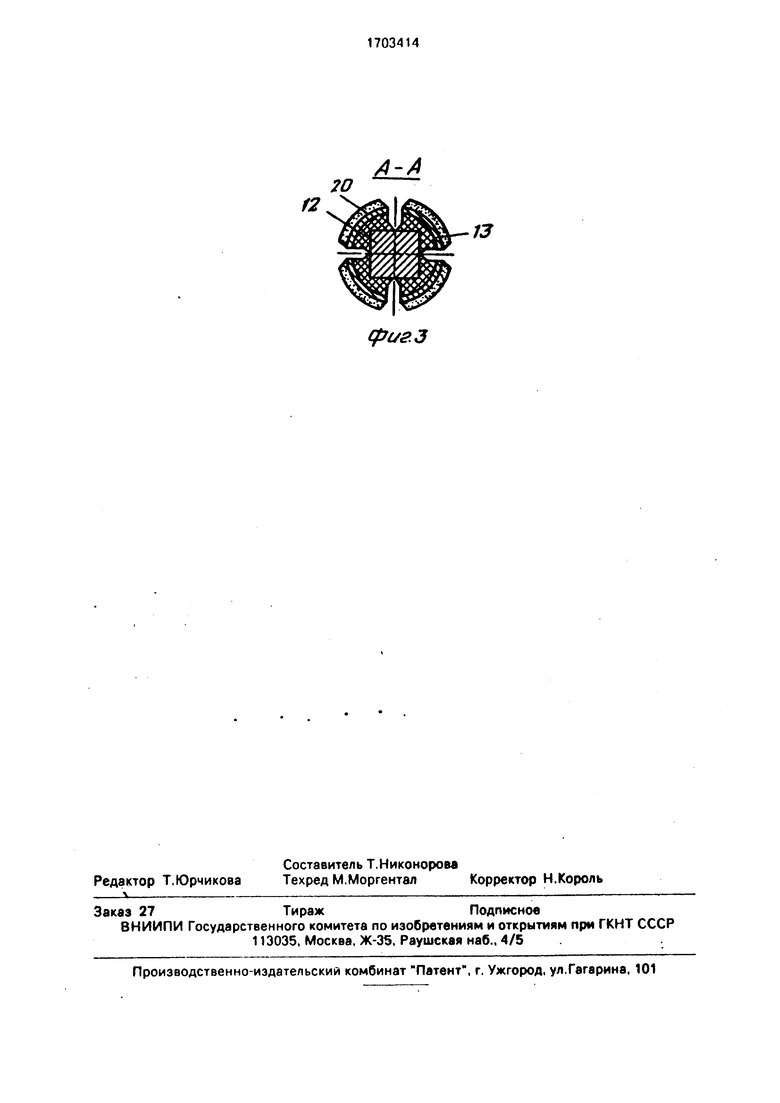
На фиг. 1 изображен инструмент, осевое сечение; на фиг. 2 - тот же инструмент, вид сверху; на фиг. 3 - сечение А-А на фиг. 1.
В корпусе 1 инструмента (фиг. 1) на подшипниках 2 установлена втулка 3, имеющая ромбоо браэную пружинящую часть 4, в которой установлен пьезопривод 5. Верхняя часть 6 втулки 3, в которой выполнена внутренняя резьба, вместе с маховичком 7 и штоком 8 образует дифференциальную микрометрическую головку. Шпонка 9 препятствует провороту штока 8 вокруг оси. а пру-. жины 10 и 11 служат для выборки люфтов в резьбовых соединениях. Элемент 12 разжима, коническая часть которого выполнена многогранной (фиг. 3), коепится в штоке 8, а рабочая втулка 13, в которой коническое отверстие выполнено такой же формы, при помощи гайки 14 крепится к втулке 3. Ром- бообразная пружинящая часть 4 втулки 3 пружинами 15 соединена с корпусом 1 (фиг. 2), на котором закреплены концевые выключатели 16 и 17. Винты 18 и гайки 19 служат для регулировки усилия натяжения пружин 15. На рабочей втулке 13 (фиг. 3) нанесен абразивный слой 20.
Инструмент работает следующим образом.
XI
О CJ
N
Ј
Рабочая втулка вводится в обрабатываемое отверстие деталей, диаметр которого заранее известен. На блоке управления п ьезоприводом (на фигурах не показан) задается величина напряжения, которую необходимо подать на пьезопривод для разжима втулки 13 с абразивным слоем 20 на величину припуска на обработку, При подаче напряжения на пьезопривод 5 ром- бообразная пружинящая часть 4 растягивается по диагонали, перпендикулярной оси втулки 3. а по другой диагонали сжимается и перемещает шток 8 с закрепленным в нем элементом 12 разжима, который разжимает и тулку 13, увеличивая ее наружный диаметр. Затем деталь приводится во вращение, и маховичком 7 элемент 12 разжима подается внутрь втулки 13 до касания абразивного слоя 20 поверхности обрабатываемого отверстия, после чего включается блок управления пьезоприводом и подача осуществляется в автоматическом режиме. В процессе обработки силы резания создают момент вращения, который поворачивает инструмент вокруг оси и растягивает пружины 15. Регулируя гайками 19 натяжение пружин 15, можно изменять величину момента вращения, действующего на инструмент, и усилие прижима абразивного слоя 20 к обрабатываемой поверхности. По достижении оптимального усилия прижима абразивного слоя 20 к обрабатываемой поверхности инструмент взаимодействует с концевым выключателем 16, и подача временно прекращается. Это обеспечивает обработку с оптимальным усилием прижима инструмента к обрабатываемой поверхности и предупреждает поломку инструмента. По достижении блоком управления заданной величины напряжения, подаваемого на пьезопривод 5, разжим втулки прекращается и начинается процесс выхажйвания, в процессе которого под действием пружин 15 инструмент поворачивается в противоположном направлении и при взаимодействии с микропереключателем 17 отключает станок. Дифференциальная микрометрическая головка при предварительной настройке позволяет осуществить подачу с точностью 0,001 мм, а пьезопривод в процессе обработки - с точностью 0,0001 мм. Это гарантирует обработку прецизионных отверстий малого диаметра с высокой степенью точности.
Крепление элемента разжима и рабочей втулки к деталям инструмента, кинематически связанным между собой, а также выполнение конической части элемента разжима и отверстия втулки в виде многогранника позволяют значительно увеличить крутящий момент, воспринимаемый инструментом, что позволяет изготавливать инструмент
меньшего диаметра.
Кроме того, сочетание дифференциальной микрометрической головки для предварительной настройки инструмента и пьезоэлектрического привода для прецизионной подачи в процессе обработки позволяет обрабатывать отверстия с высокой степенью точности.
Формула изобретения Инструмент для доводки отверстий, со-
держащий привод и корпус с размещенной в нем упругой рабочей втулкой с абразиво- несущими элементами, установленной с возможностью взаимодействия с многогранным элементом разжима, биссектриса
каждого из углов которого совмещена с осью симметрии абразивонесущего элемента, отличающийся тем, что. с целью повышения точности обработки прецизионных отверстий малого диаметра, он снабжен
пьезоэлементом и закрепленными на корпусе концевыми выключателями, а привод выполнен в виде втулки с промежуточной упругой ромбообразной частью и упруго соединенного с верхней частью втулки маховика с соосно установленным в нем штоком, жестко связанным с элементом разжима, при этом пьезоэлемент размещен в промежуточной части втулки привода, связанной посредством введенных в головку
тарированных пружин с корпусом и установленной с возможностью взаимодействия с концевым выключателем, а рабочая втулка жестко связана с втулкой привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| Шлифовальный инструмент | 1989 |
|
SU1710326A1 |
| Хонинговальная головка | 1988 |
|
SU1604577A1 |
| ЛИНЕЙНЫЙ ПРИВОД | 2007 |
|
RU2373611C2 |
| Устройство для хонингования | 1988 |
|
SU1618602A1 |
| ПЕРЕСТРАИВАЕМЫЙ ИНТЕРФЕРОМЕТР ФАБРИ-ПЕРО | 1995 |
|
RU2091732C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146602C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Абразивный инструмент для обработки отверстий | 1985 |
|
SU1294583A1 |
Изобретение относится к машиностроению, может быть использовано для окончательной обработки прецизионных отверстий малого диаметра и позволяет повысить точность обработки. Для этого инструмент для доводки отверстий, содержащий привод и корпус 1 с размещенной в нем упругой рабочей втулкой 13 с абразивонесущими элементами, установленной с возможностью взаимодействия с многогранным элементом 12 разжима, снабжен пьезоэлементом 5 и закрепленными на корпусе концевыми выключателями. Привод выполнен в виде втулки 3 с промежуточной упругой ромбообразной частью 4 и упруго соединенного с верхней частью 6 втулки 3 маховика 7 с соосно установленным в нем штоком 8. жестко связанным с элементом разжима. При этом пьезоэлемент 5 размещен в промежуточной части втулки привода, связанной посредством введенных в головку тарированных пружин 10 и 11 с корпусом 1 и установленной с возможностью взаимодействия с концевым выключателем, а рабочая втулка 13 жестко связана с втулкой 3 привода. 3 ил. (Л
16
1
фи г 2
фигЗ
| Авторское свидетельство СССР N 1514580 | |||
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
