Изобретение относится к инструментам для обработки трудношлифуемых металлов и может быть использовано для обычного и глубинного шлифования криволинейных поверхностей.
Известен сборный абразивный круг, имеющий крупнозернистые и мелкозернистые абразивонесущие элементы [1]. Мелкозернистые элементы имеют возможность радиально перемещаться относительно крупнозернистых за счет сил инерции при помощи механизма перемещения, выполненного в виде плунжеров, взаимодействующих с конической втулкой, которая в свою очередь соединена с гайкой поворотного устройства посредством винта, связанного с тормозом и пружиной возврата.
Этот круг не обеспечивает возможность повышенного качества обработки, так как все режущие зерна вращаются в параллельных плоскостях и большинство из них работают в ранее прорезанных рисках-царапинах, снижая режущую способность абразивных элементов. Кроме того, конструкции круга и привода излишне усложнены, не надежны в работе и имеют большие габаритно-массовые показатели.
Наиболее близким по технической сущности и достигаемому результату к изобретению является шлифовальный круг, содержащий корпус с группами абразивонесущих элементов и механизм радиального перемещения одной из групп этих элементов [2]. При этом абразивонесущие элементы, связанные с механизмом перемещения, выполнены эластичными, а круг снабжен вставками в виде упругих металлических пластин с выступами в средней части, размещенных с возможностью взаимодействия с механизмом перемещения, кроме того, края пластин шарнирно связаны с корпусом.
Этот шлифовальный круг не обеспечивает возможность повышенного качества обработки, так как все режущие зерна вращаются в параллельных плоскостях, работают главным образом передними гранями и большинство из них попадают в ранее прорезанные риски-царапины, снижая режущую способность абразивных элементов и круга в целом.
Задача изобретения - повышение качества обработки и расширение технологических возможностей инструмента путем кругового движения в осевом направлении подвижной группы абразивонесущих элементов, а также снижение энергозатрат.
Эта задача решается с помощью применения шлифовального круга, который выполнен в виде корпуса с группами абразивонесущих элементов и механизма синхронного перемещения одной группы этих элементов, при этом абразивонесущие элементы, связанные с механизмом перемещения, выполнены в виде частей кольца с выступами в средней части, размещенных с возможностью взаимодействия с механизмом перемещения в круговых направляющих корпуса, которые выполнены в форме ласточкиного хвоста и обеспечивают круговое движение в осевом направлении, кроме того, регулирование зазора между подвижными абразивонесущими элементами и круговыми направляющими корпуса осуществляется клином и винтом.
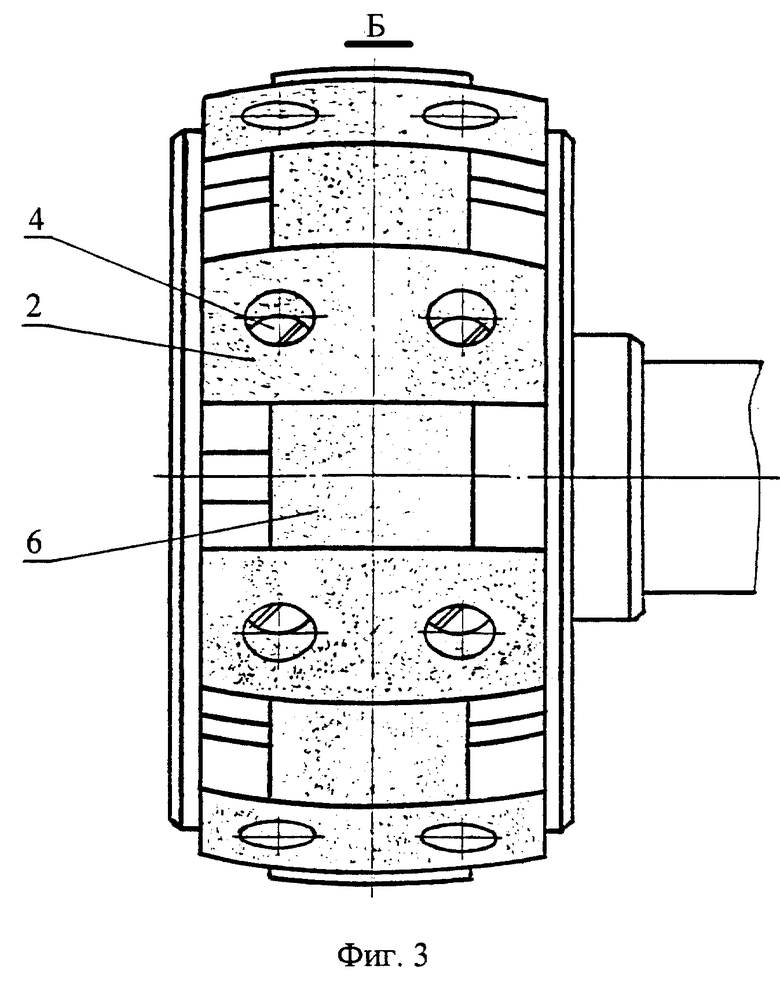
На фиг. 1 схематически показан шлифовальный круг, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Корпус 1 шлифовального круга представляет собой полый диск с пазами по наружному диаметру. Постоянно закрепленные, режущие абразивные элементы 2 выполнены съемными, состоят из абразивного слоя и металлического основания 3, крепятся к корпусу 1 винтами 4 и в совокупности представляют прерывистый шлифовальный круг. Конструкция оснований 3 такова, что в сборе с корпусом 1 они образуют радиальные пазы в виде круговых направляющих в форме ласточкиного хвоста. В этих пазах круга расположены салазки 5, выполненные в продольном сечении в виде части кольца. Снаружи салазки 5 несут на себе режущие абразивные элементы 6, заполняющие все пространство радиальных пазов с получением круга с непрерывной режущей поверхностью. Регулирование зазора между салазками 5 и основаниями 3 осуществляется с помощью клиньев 7 и винтов 8.
Корпус круга крепится на шпинделе 9 шлифовальной бабки 10 при помощи гайки 11. Внутри шпинделя 9 расположен толкатель 12, который кольцевой канавкой взаимодействует с выступами 13 салазок 5. Толкатель 12 через отверстие шпинделя связан с приводом его перемещения (не показан). На фиг. 1 толкатель показан в среднем положении, в котором подвижные салазки 5 с режущими абразивными элементами 6 располагаются в середине относительно поперечной плоскости симметрии шлифовального круга. В процессе работы подвижные абразивные элементы могут постоянно перемещаться в продольном осевом направлении, совершая возвратно-круговые движения. Такая конструкция круга обеспечивает уменьшение пульсации силы резания, участие в работе всей периферии круга, что повышает качество обрабатываемой поверхности.
Предлагаемая конструкция шлифовального круга позволяет реализовать принцип неповторяющегося следа. Это дает возможность повысить режущую способность абразивных брусков и значительно улучшить шероховатость обработанных поверхностей. Для того чтобы абразивные зерна подвижных элементов 6, перемещающиеся в осевом направлении, не попадали в ранее прорезанные риски, царапины неподвижных режущих элементов 2 салазки 5 должны переместиться на половину среднего расстояния между ними или на величину, кратную этому расстоянию. Зная число режущих зерен, находящихся на рабочей поверхности режущих элементов 2, которое рассчитывается по известной литературе, можно определить расстояние между ними и дискретную величину перемещения толкателя для каждого конкретного случая.
Благодаря круговым радиальным направляющим, в которых перемещаются салазки 5 с режущими абразивными элементами 6, изменяется угол положения зерен относительно обрабатываемой поверхности (зерна становятся под разными углами к поверхности при различном угловом положении абразивных элементов 6). Это способствует повышению качества обработки вследствие лучшего самозатачивания зерен.
Предотвращение снижения шероховатости поверхности происходит за счет того, что режущие зерна абразивных элементов 6 вращаются в непараллельных плоскостях и работают как передними, так и боковыми гранями.
Предлагаемая конструкция круга позволяет компенсировать износ жестко закрепленных режущих элементов 2 в процессе шлифования путем ввода в работу все новых и новых участков подвижных абразивных элементов 6. Тем самым увеличивается стойкость круга и повышается производительность обработки за счет уменьшения количества правок круга.
Если подвижные абразивные элементы 6 взять меньшей твердости и зернистости, то круговое перемещение в осевом направлении этих элементов дает возможность менять характеристику режущей части круга, влиять на качество обрабатываемой поверхности. Если предварительно работать только основными более твердыми режущими элементами 2 без перемещения подвижных 6, то и после выдвижения последних они становятся основными режущими элементами. Это дает возможность улучшить качество и производительность обработки путем проведения чернового и чистового шлифования одним и тем же кругом.
Так, при черновом шлифовании основными рабочими поверхностями являются режущие поверхности жестких элементов 2, а поверхности подвижных элементов 6 являются вспомогательными, обеспечивающими высокую стойкость круга и качество обрабатываемой поверхности.
При чистовом шлифовании основными рабочими поверхностями являются подвижные элементы 6, постоянно синхронно перемещаемые в осевом направлении в процессе работы.
Таким образом, в предлагаемой конструкции шлифовального круга реализована возможность увеличения стойкости круга по поддержанию кривизны в результате износа режущих поверхностей жестких элементов, когда они работают в режиме прерывистого шлифования (при этом подвижные элементы не участвуют в резании и находятся в крайнем левом или правом, согласно фиг. 1 и 3, положении) благодаря синхронно перемещаемым в осевом направлении подвижным элементам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2203796C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |

Изобретение относится к инструментам для обработки трудношлифуемых металлов и может быть использовано для обычного и глубинного шлифования криволинейных поверхностей. Шлифовальный круг выполнен в виде корпуса с группами абразивонесущих элементов и механизма синхронного перемещения одной группы этих элементов. Абразивонесущие элементы, связанные с механизмом перемещения, выполнены в виде частей кольца с выступами в средней части, размещенных с возможностью осевого перемещения в круговых направляющих корпуса. Последние выполнены в форме ласточкиного хвоста. Регулирование зазора между подвижными абразивонесущими элементами и круговыми направляющими корпуса осуществляют клином и винтом. Данная конструкция повышает качество обработки и расширяет технологические возможности инструмента путем кругового движения в осевом направлении подвижной группы абразивонесущих элементов, а также снижает энергозатраты. 3 ил.
Шлифовальный круг, содержащий корпус с группами абразивонесущих элементов и механизм синхронного перемещения одной группы указанных элементов, отличающийся тем, что в корпусе выполнены круговые направляющие в форме ласточкиного хвоста, а абразивонесущие элементы, связанные с механизмом перемещения, выполнены в виде установленных в круговых направляющих корпуса с возможностью кругового движения в осевом направлении частей кольца с выступами в средней части, предназначенными для взаимодействия с механизмом перемещения, при этом круг снабжен клиньями с винтами, размещенными между подвижными абразивонесущими элементами и круговыми направляющими корпуса для регулирования зазора между ними.
| Шлифовальный круг | 1988 |
|
SU1553366A1 |
| Устройство для комбинированного шлифования | 1985 |
|
SU1328177A1 |
| Комбинированный шлифовальный круг | 1990 |
|
SU1738625A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2076039C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2042497C1 |
| US 4048762 A, 20.09.1977 | |||
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ | 2005 |
|
RU2310837C2 |
