Изобретение относится к машиностроению, в частности к шпоночным соединениям деталей типа вал-втулка.
Цель изобретения - улучшение условий сборки и разборки соединения путем обеспечения радиальной фиксации штифта со стороны шпонки в заданном положении.
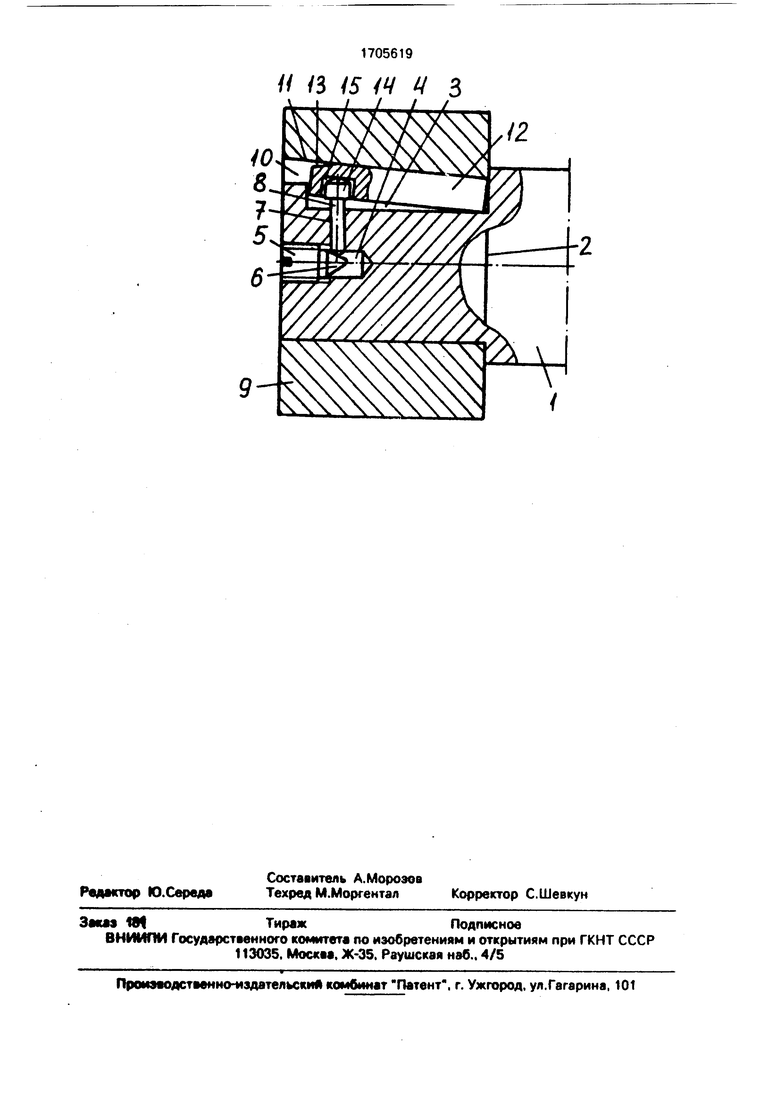
На чертеже схематично изображено предлагаемое разъемное соединение, разрез.
Разъемное соединение содержит охватываемую деталь 1 с буртом 2, шпоночным пазом 3 и торцовым осевым резьбовым отверстием 4, в которое ввинчен винт 5 с коническим хвостовиком 6. В охватываемой детали со стороны шпоночного паза выполнено сквозное радиальное отверстие 7, сопряженное с резьбовым под прямым углом. В радиальном отверстии с возможностью взаимодействия с коническим хвостовиком винта установлен штифт 8. На охватываемой детали размещена охватывающая деталь 9 со шпоночным пазом 10. имеющим
наклонную поверхность 11. В совмещенных шпоночных пазах охватываемой и охватывающей деталей установлена призматическая шпонка 12 с лыской 13. Штифт выполнен с головкой 14, а шпонка снабжена глухим отверстием 15. Головка штифта расположена в глухом отверстии шпонки, при этом высота головки штифта равна глубине этого глухого отверстия шпонки, а между их боковыми поверхностями обеспечен зазор, компенсирующий перекос между ними при монтаже. Расстояние от плоской опорной поверхности голоски штифта до его противоположного торца не превышает расстояние от дна паза вала до оси торцового резьбового отверстия.
Сборку соединения осуществляют следующим образом.
В радиальное отверстие 7 охватываемой детали 1 вставляют штифт 8 до упора его голоики 14 в основание шпоночного паза 3 и устанавливают в этот шпоночный паз призматическую шпонку 12 так, чтобы голоел
С
vi о
СП
сь ю
ю
вка штифта располагалась в глухом отверстии 15 шпонки. После этого на охватываемую деталь 1 надевают охватывающую ее деталь 9 таким образом, чтобы обеспечить совмещение их шпоночных пазов 3 и 10 и расположение в пазу 10 шпонки 12. Затем в резьбовое отверстие 4 охватываемой детали 1 ввинчивают винт 5, который своим коническим хвостовиком 6 воздействует на штифт 8, а последний при своем радиальном перемещении плотно поджимает шпонку 12 к наклонной поверхности 11 шпоночного паза 10 охватывающей детали 9, образуя таким образом надежное соединение. Выполнение головки штифта равной по высоте с глубиной глухого отверстия шпонки необходимо для того, чтобы можно Рыло обеспечить минимальный люфт в перемещении штифта и не допускать большой -нусности хвостооика винта, располагаемого п резьбовом отверстии охватываемой vuanii. Это, в свою очередь, при малом уклпне комической поверхности винта обеспечивает минимальный угол между ним и взаимодействующим концом штифта, а также облегчает затяжку винта и позволяет обеспечить высокую надежность соединения.
При разборке соединения отвинчивают оинт, вводят инструмент с заостренным концом между наклонной поверхностью ПРОГОННОГО паза охватывающей детали и и,..;и 13 шпонки, утапливая последнюю в in. ;-(- 1М.,1й охппгывэемой детали, при ном перомггцпется внутрь радиаль- юги с (норсшл 7 до упора своей головкой в о: Сньчнпи шпоночного паза охватываемой д .|, и фиксируется таким образом от дальней него своего перемещения в этом радиальном отверстии. Второй конец штифта в эюм положении выходит в осевое резьбо- оое отверстие охватываемой детали и располагается своим торцом не глубже оси перемещения винта с коническим хвостовиком в этом резьбовом отверстии, которым он должен взаимодействовать с указанным торцом штифта при повторной сборке соединения, при этом не требуется каждый раз полностью выворачивать винт из резьбового отверстия охватываемой детали и затем снова его устанавливать для каждой сборки
и разборки соединения. В случае необходимости полной разборки соединения после снятия шпонки с охватываемой детали, штифт может быть вынут со стороны радиального отверстия этой детали за располагаемую при этом в ее шпоночном пазу головку. Кроме того, наличие головки штифта позволяет обеспечить более свободную его установку (без натяга) в радиальном отверстии охватываемой детали.
Такое выполнение разъемного соединения за счет выполнения штифта с головкой, а шпонки с глухим отверстием для нее, позволяет улучшить условия сборки и разборки соединения, поскольку головка штифта
при сборке обеспечивает необходимое его исходное положение своим концом в осевом резьбовом отверстии охватываемой детали для гарантированного взаимодействия с ним конического хвостовика винта, располатаемого в этом резьбовом отверстии, а при разборке позволяет использовать его головку для захвата инструментом при демонтаже штифта со стороны радиального отверстия охватываемой детали/что эначительно улучшает условия сборки и разборки соединения.
Формула изобретения Разъемное соединение по авт. св.
№ 1208332,отличающееся тем,что,с целью улучшения условий монтажа и демонтажа, штифт выполнен с головкой, а призматическая шпонка с глухим отверстием, при этом головка штифта расположена в глухом
отверстии шпонки с радиальным зазором между их взаимообращенными поверхностями, высота головки штифта равна глубине глухого отверстия шпонки, а расстояние от плоской опорной поверхности голоеки
штифта до его противоположного торца не превышает расстояние от дна шпоночного паза вала до оси резьбового отверстия.
// /3 15 М Ч 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемное соединение | 1983 |
|
SU1208332A1 |
| УЗЕЛ СОЕДИНЕНИЯ СТАТОРНЫХ ДЕТАЛЕЙ ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2166101C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| УСТРОЙСТВО ДЛЯ ПРИВИТИЯ ПРАКТИЧЕСКИХ НАВЫКОВ | 2005 |
|
RU2300810C1 |
| УСТРОЙСТВО ДЛЯ ПРИВИТИЯ ПРАКТИЧЕСКИХ НАВЫКОВ | 2000 |
|
RU2196360C2 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| Шпоночное соединение | 1973 |
|
SU479895A1 |
| УЗЕЛ ЦЕПНОГО БАРАБАНА ДЛЯ ЦЕПНЫХ СКРЕБКОВЫХ КОНВЕЙЕРОВ И ИНСТРУМЕНТ ДЛЯ ОТДЕЛЕНИЯ ОХВАТЫВАЮЩИХ СЕГМЕНТЫ ЦЕПНОГО КОЛЕСА УДЕРЖИВАЮЩИХ КОЛЕЦ | 1997 |
|
RU2175944C2 |
| Устройство для соединения ступицы с концом вала | 1986 |
|
SU1368510A1 |
| Шпоночное соединение | 1990 |
|
SU1719729A1 |
Изобретение относится к машиностроению, в частности к шпоночным соединениям деталей типа вал-втулка. Цель - улучшение условий монтажа-демонтажа. С целью улучшения условий сборки и разборки соединения путем обеспечения радиальной фиксации штифта в заданном положении со стороны шпонки штифт выполнен с головкой, а призматическая шпонка с глухим отверстием. При этом головка штифта расположена в глухом отверстии шпонки с радиальным зазором между их цилиндрическими поверхностями, высота головки штифта равна глубине глухого отверстия шпонки. Расстояние от опорной поверхности головки штифта до его противоположного торца не должно превышать расстояние от дна шпоночного низа вала до оси резьбового отверстия. 1 ил.
| Разъемное соединение | 1983 |
|
SU1208332A1 |
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
