Изобретение относится к обработке материалов резанием и может быть использовано для обработки гнезд под крепеж в изделиях из полимерных композиционных материалов (ПКМ),
Целью изобретения является повышение качества обработанной поверхности изделий за счет уплотнения ПКМ в процессе обработки под воздействием осевой составляющей сил резания.
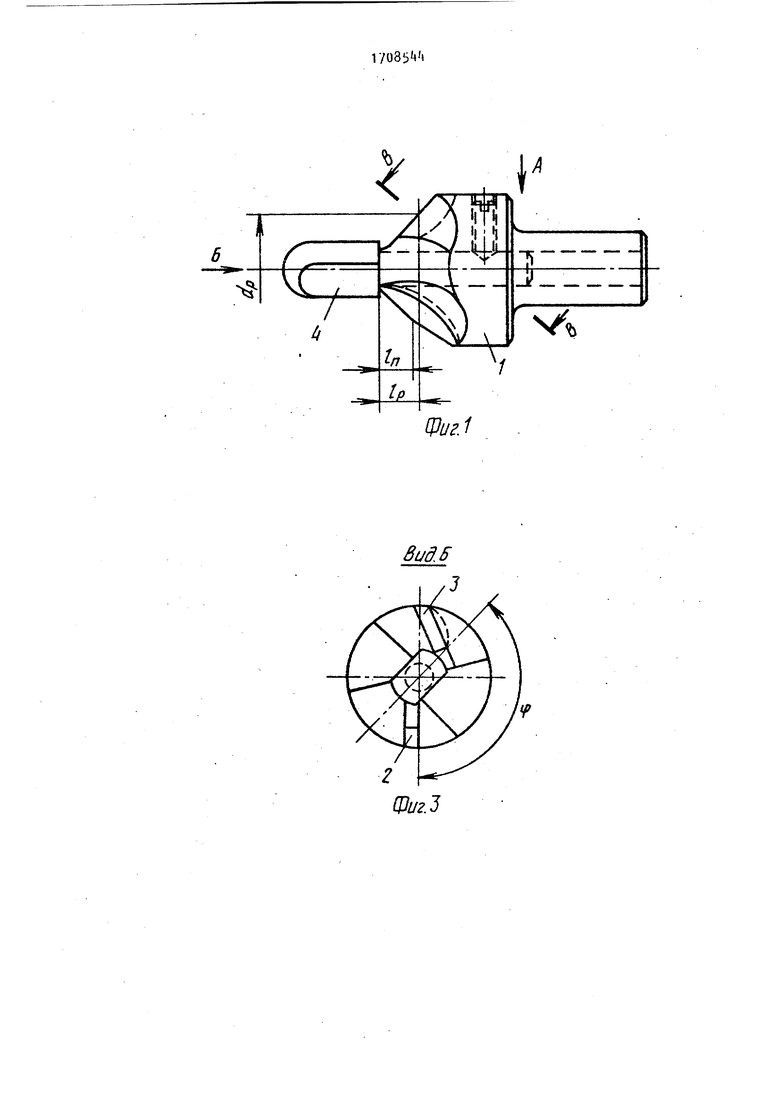
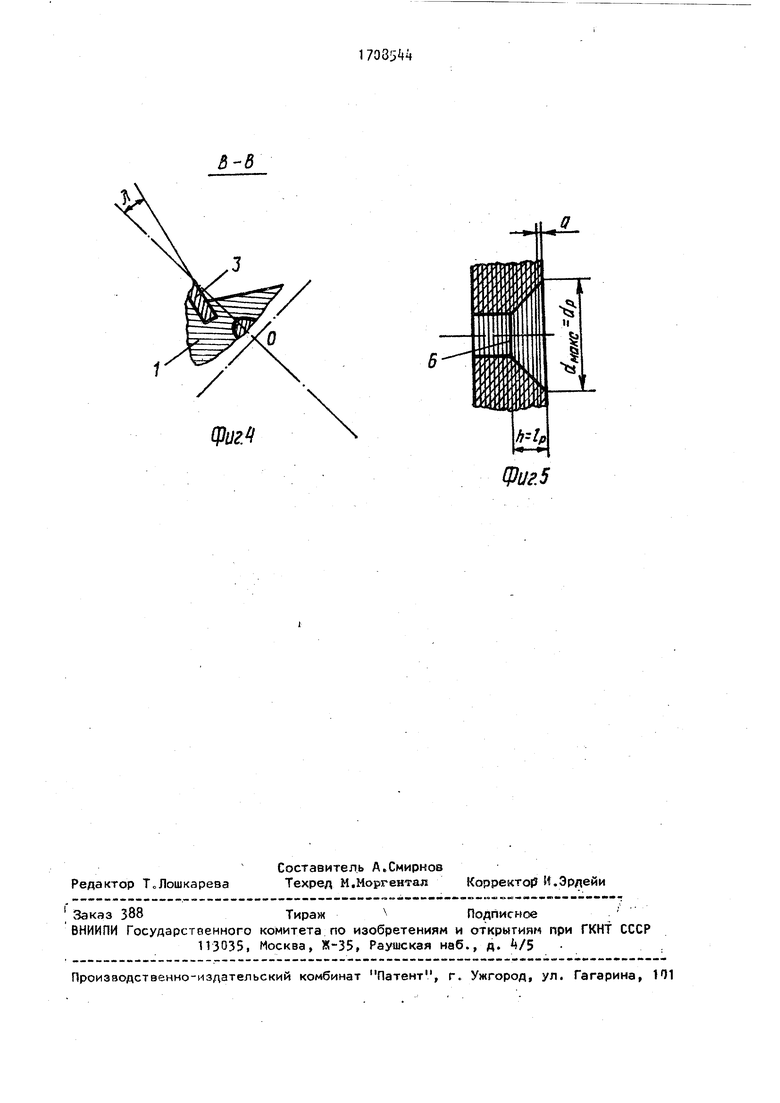
На фиг. 1 изображена зенковка, общий вид; на фиг. 2 - вид А на- фиг,1Гна фиг. 3 - вид Б на фиг,-, на фиг.1 сенение В-8 на фиг,1; на фиг, 5 - эс киз места обработки по диаметральному сечению отверстия с гнездом под крепеж,
Зенковка состоит из корпуса 1, в пазах которого закреплены посредством пайки или склеивания режущие пластины 2, 3 из твердого сплава или сверхтвердого материала, причем одна из пластин 2 с длиьюй режущей части 1, не более 0,9 от длины 1р режущей части зенковки, установлена по напразле.нию продольной оси зенковки с примыканием к нвпрэз.ляющей цапфе 4, закрепленной в корпусе аИНТОМ 5s а .другая пластина 3 смещена по направлению оси и псщ углом к ней оЭ 15-25, а ее передняя грань наклонена под углом X 8-10 по отношению к центральной оси нормального сечения В-В зенковки, проходящей через точку пересечения режу14ей кромки пластины с окружностью диаметра dp, соответствующего длине режущей части зенковки 1р(крличе ство пластин может быть больше двух).
Рабочая часть направляющей цапфы выполнена с параллельными лысками, расположенными под углом Ч к режущей кромке пластины, примыкающей к цапфе Лыски образуют отверстия для отвода пылевидных отходов обработанного материала.
Зенковка работает следующим образом.
Установленная во вращающемся пат роне зенковка вводится направляющей цапфой в зенкуемое отверстие 6 и под действием усилия подами начинается обработка по периметру цилиндрического отверстия режу1чей плагтиной 2, примыкающей к .
Затем по мере увеличения периметра обрабатываемой окружности и Г1ответственного yвeли.eния усилия резания вступает в работу пластина 3, сиеиаенная в осевом и угловом направлениях. По окончании обработки, соответствующей длине режущей части зенковки 1с, выполняется коническая поверхность гнезда под крепеж глубиной h 1р и наружным диаметром dfrtOKC dp (см.фиг,5, где показаны i слои толщиной d , состоящие из высокопрочных волокон и полимерного связую11 е го,образующие ПКН) ,при этом края обработанной поверхности получаются ровными, без выкрашиваний, расслоений и зорсистостио
Формула.изобретения
Зенковка, содержащая корпус с пазми, в которых закреплены режущие пластины, и с центральным отверстием, в котором механически закреплена сменная направляющая цапфа, отличающаяся тем, что, с целью повышения качества обработанной поверхно сти изделий из полимерных композионных материалов, режущие пластины установлены с осевым смещением и перекрытием относительно друг друга, причем пластина, примыкающая к цапфе имеет длину режущей части 1 не более 0,9 от длины 1р режущей части зенковки и установлена по направлению продольной оси зенковки, а смещенная ртнос11тельно нее пластина расположена под углом ц) и ее режущая кромка проходит через точку, лежащую на окружности диаметра dp, соответствующего длине режущей части зенковки 1р, а сама пластина установлена с наклоном под углом Л 8-10 к центральной оси нормального сечения зенковки, проходящей через точку пересечения ре-жущей кромки с окружностью диаметра dp, при этом рабочая часть направляющей цапфы выполнена с параллельными лысками, си1,метрично расположенными относительно продольной оси зенковки под углом tf - 130 к режущей кромке пластины, примыкающей к направляющей .
Щиг.1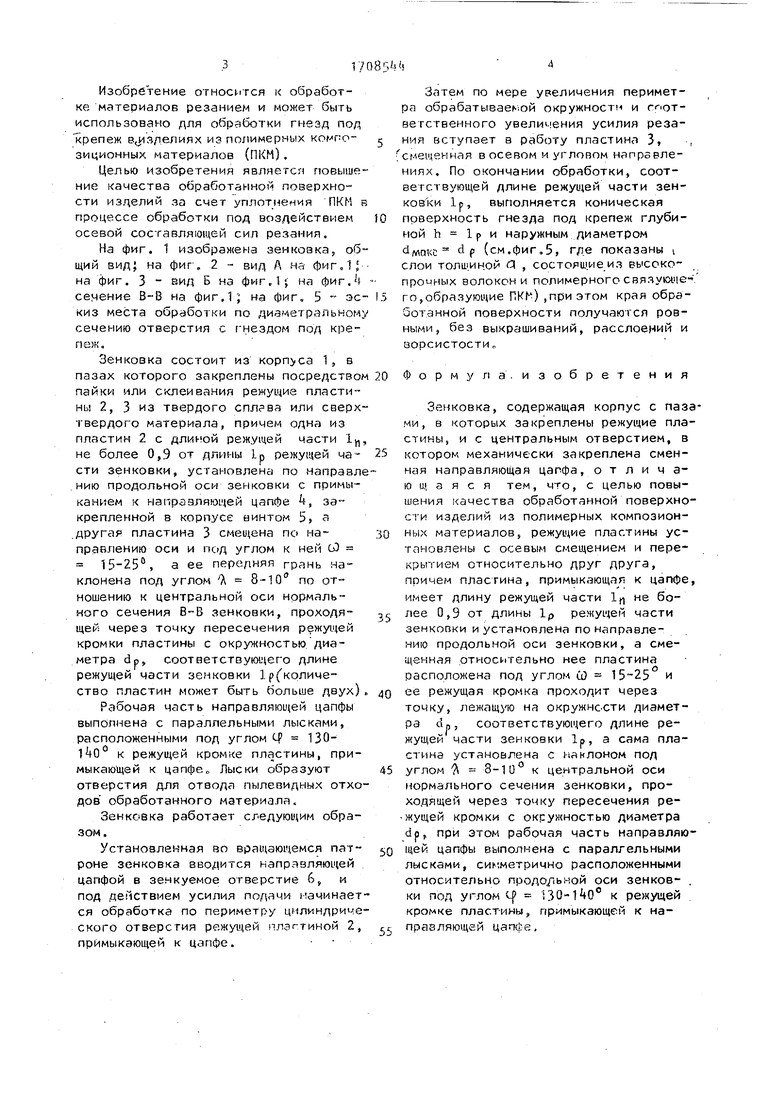
Изобретение относится к обработке материалов резанием и может быть использовано длй обработки гнезд под крепеж в изделиях из полимерных композиционных материалов (ПКМ). Целью изобретения является повышение качества обработанной поверхности за счет уплотнения ПКН в '' процессе обработки под воздействием осевой составляющей сил резания.Зенковка содержит корпус 1, в пазах которого закреплены режущие пластины. Одна из пластин установлена по направлению продольной оси зенковки с примыканием к направляющей цапфе 't, закрепленной в корпусе винтом 5. Дпина режущей части первой пластины составляет не более 0,9 от длины In- режущей части зенковки. Другая пластина 3 смещена относительно первой пластины и расположена под углом СО = 15-25** к ней, а ее передняя грань наклонена под углом ^ = 8-10 по отношению к центральной оси нормального сечения .зенковки. Рабочая часть направляющей цапфы выполнена с параллельными лыс- ками, расположенными под угломЦ>&= = 130-ЙО° к режущей кромке пластины, примыкающей к цапфе. 5 ил„(ЛBi/BAш5'<1Осх>&СП4^ 4;:^Фиг. г
Вид.5
ф1/г.5
Фиг5
| Система тропосферной связи с эквидистантным частотным разнесением | 1983 |
|
SU1215586A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
