Изобретение относится к нагревательным устройствам и может быть использовано при обработке давлением для непрерывного нагрева заготовок, преимущественно порошковых, перед деформацией, термообработкой в порошковой металлургии и для спекания.
Известны различные конструкции туннельных печей для нагрева заготовок под горячую деформацию и термообработку, в которых заготовки транспортируются вдоль нагревательного канала замкнутым в вертикальной плоскости конвейером.
Недостатком этих печей является то, что замкнутый транспортирующий элемент конвейера (цепи, транспортные тележки, гибкая лента) проходит в нагревательном канале печи, что снижает стойкость и надежность элементов конвейера, а также эффективность нагрева из-за необходимости периодически нагревать дополнительные массы тяговых и грузонесущих элементов конвейера и ограничивает технологические возможности таких печей из-за сложности их использования при высоких температурах.
Известна также печь для непрерывного отжига, содержащая замкнутый в горизонтальной плоскости тележечный конвейер. На части замкнутой траектории движения тележек установлен нагревательный канал, через который последовательно проходят тележки.
Недостатками известной печи является также то, что тележки проходят через рабочую зону нагревательного канала, что снижает стойкость и надежность элементов конвейера, а также эффективность нагрева из-за необходимости нагревать дополнительные массы тяговонесущих элементов конвейера. Кроме того, такая конструкция не позволяет использовать эти печи для порошковой металлургии из-за невозможности герметизации рабочего пространства, что снижает технологические возможности печей.
Цель изобретения - повышение надежности, долговечности, производительности и расширение технологических возможностей.
Поставленная цель достигается тем, что в туннельной конвейерной печИ, содержащей камеру с футерованным нагревательным каналом и расположенным вдоль него замкнутым в горизонтальной плоскости конвейером с тяговыми и грузонесущими элементами, камера выполнена с горизонтальной щелью 8 боковой стенке на уровне пода, тяговые элементы расположены вне нагревательного канала, фузокесущь выполнены ввидеустановленныхвщели;паллет,один конец которых соединен с тяговым элементом, а другой - расположен в нагревательном канале. С целью повышения производительности печи нагревательный канал выполнен и-образной формы. Кроме того, с целью расширения технологических возможностей путем дополнительного проведения спекания порошковых заготовок, печь снабжена
0 расположенным на выходе печи и соединенным с ней через загрузочно-разгрузочную воронку герметичным холодильником с отсекающим клапаном и системой продувки защитной атмосферой.
5 С целью повышения производительности печи при спекании холодильник выполнен многокамерным.
Конструкция печи позволяет практически замкнуть зону нагрева вдоль обеих ветвей конвейера и тем самым увеличить производительность печи при одинаковой с прототипом длине ее. При этом тележечный конвейер может быть заменен, конвейером с гибким тяговым элементом и иметь меньшие габариты по ширине печи, что позволяет заключить всю печь в герметичный корпус и использовать ее для нагрева порошковых заготовок в защитной атмосфере, Грузонесущие элементы - тележки в прототипе
0 заменяются, простыми и легкими пластинами - паллетами, что снижает их теплоемкость. Этому же способствует исключение периодического нагрева-охлаждения грузонесущих элементов. Наличие дополнительного холодильника позволяет без остановки печи быстро перейти от нагрева заготовок под штамповку или термообработку к спеканию порошковых заготовок и обратно, что расширяет ее технологические возможности. Причем холодильник не использует рабочего пространства печи, как это имеется в извест, ных печах спекания. Спекание осуществляется без специальных, обычно теплоемких графитовых лодочек, также периодически охлаждаемых, что способствует снижению габаритов рабочего пространства при одинаковой с ними полезной площади паллеты, повышению эффективности нагрева и в конечном счете повышению производительности. Удаление из зоны печи тягового элемента и настила конвейера повышает его долговечность и надежность работы.
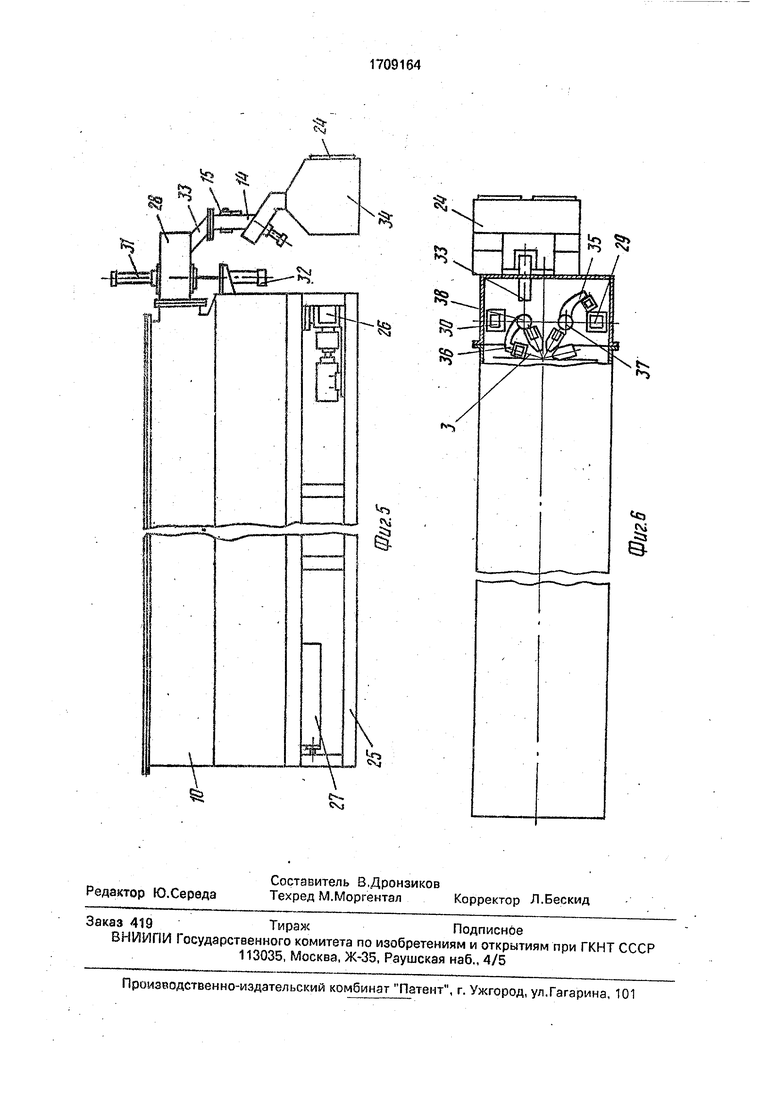
На фиг. 1 представлена печь, горизонтальный разрез {стрелками показано направление перемещения заготовок); на фиг. 2 - то же, поперечный разрез; на фиг. 3 - подсое- динение дополнительного холодильника со стороны разгрузки при использовании печи для спекания порошковых заготовок; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - печь
с холодильником, вид сбоку; на фиг. 6 - то же, вид сверху.
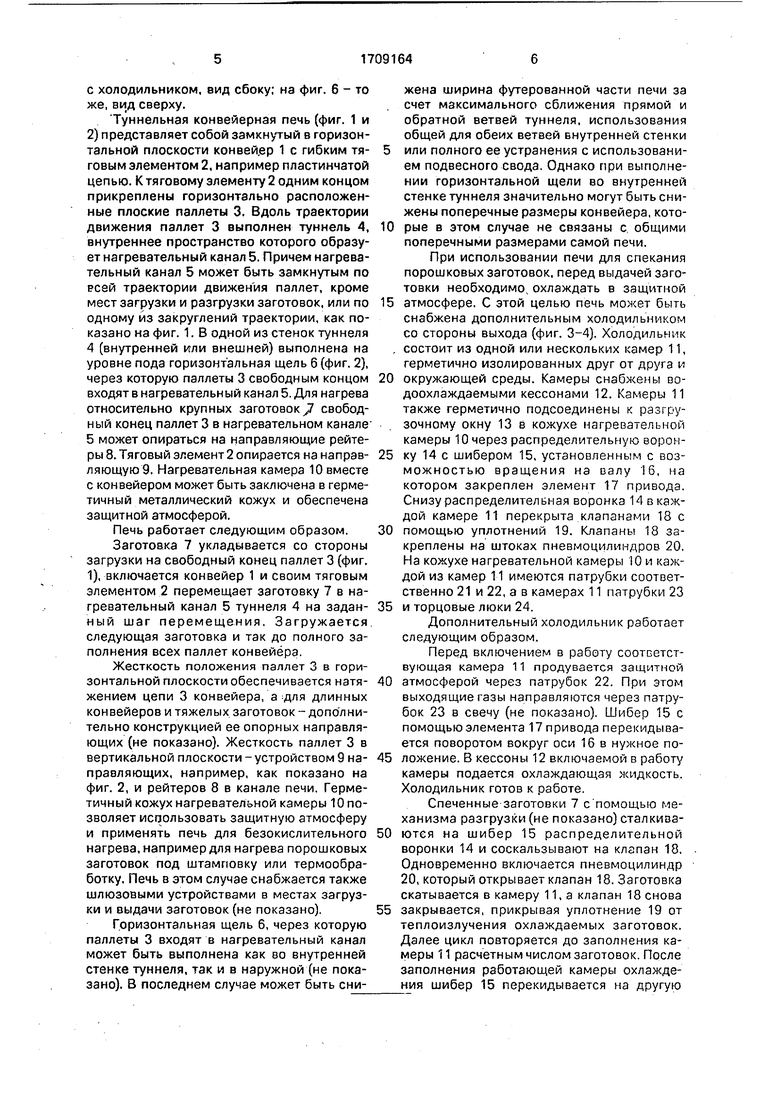
Туннельная конвейерная печь (фиг. 1 и 2) представляет собой замкнутый в горизонтальной плоскости конвей.ер 1 с гибким тяговым элементом 2, например пластинчатой цепью. К тяговому элементу 2 одним концом прикреплены гориэонтально расположенные плоские паллеты 3. Вдоль траектории движения паллет 3 выполнен туннель 4, внутреннее пространство которого образует нагревательный канал 5. Причем нагревательный канал 5 может быть замкнутым по рсей траектории движения паллет, кроме мест загрузки и разгрузки заготовок, или по одному из закруглений траектории, как показано на фиг. 1. В одной из стенок туннеля
4(внутренней или внешней) выполнена на уровне пода горизонтальная щель 6 (фиг. 2), через которую паллеты 3 свободным концом входят в нагревательный канал 5. Для нагрева относительно крупных заготовок свободный конец паллет 3 в нагревательном канале
5может опираться на направляющие рейтеры 8. Тяговый элемент 2 опирается на направляющую 9. Нагревательная камера 10 вместе с конвейером может быть заключена в герметичный металлический кожух и обеспечена защитной атмосферой.
Печь работает следующим образом.
Заготовка 7 укладывается со стороны загрузки на свободный конец паллет 3 (фиг. 1), включается конвейер 1 и своим тяговым элементом 2 перемещает заготовку 7 в нагревательный канал 5 туннеля 4 на заданный шаг перемещения. Загружается, следующая заготовка и так до полного заполнения всех паллет конвейера.
Жесткость положения паллет 3 в горизонтальной плоскости обеспечивается натяжением цепи 3 конвейера, а -для длинных конвейеров и тяжелых заготовок - дополнительно конструкцией ее опорных направляющих (не показано). Жесткость паллет 3 в вертикальной плоскости -устройством 9 направляющих, например, как показано на фиг. 2, и рейтеров 8 в канале печи. Герметичный кожух нагревательной камеры 10 позволяет использовать защитную атмосферу и применять печь для безокислительного нагрева, например для нагрева порошковых заготовок под штамповку или термообработку. Печь в этом случае снабжается также шлюзовыми устройствами в местах загрузки и выдачи заготовок (не показано).
Горизонтальная щель 6, через которую паллеты 3 входят в нагревательный канал может быть выполнена как во внутренней стенке туннеля, так и в наружной (не показано). В последнем случае может быть снижена ширина футерованной части печи за счет максимального сближения прямой и обратной ветвей туннеля, использования общей для обеих ветвей внутренней стенки
5 или полного ее устранения с использованием подвесного свода. Однако при выполнении горизонтальной щели во внутренней стенке туннеля значительно могут быть снижены поперечные размеры конвейера, которые в этом случае не связаны с общими поперечными размерами самой печи.
При использовании печи для спекания порошковых заготовок, перед выдачей заготовки необходимо, охлаждать в защитной
5 атмосфере. С этой целью печь может быть
снабжена дополнительным холодильником
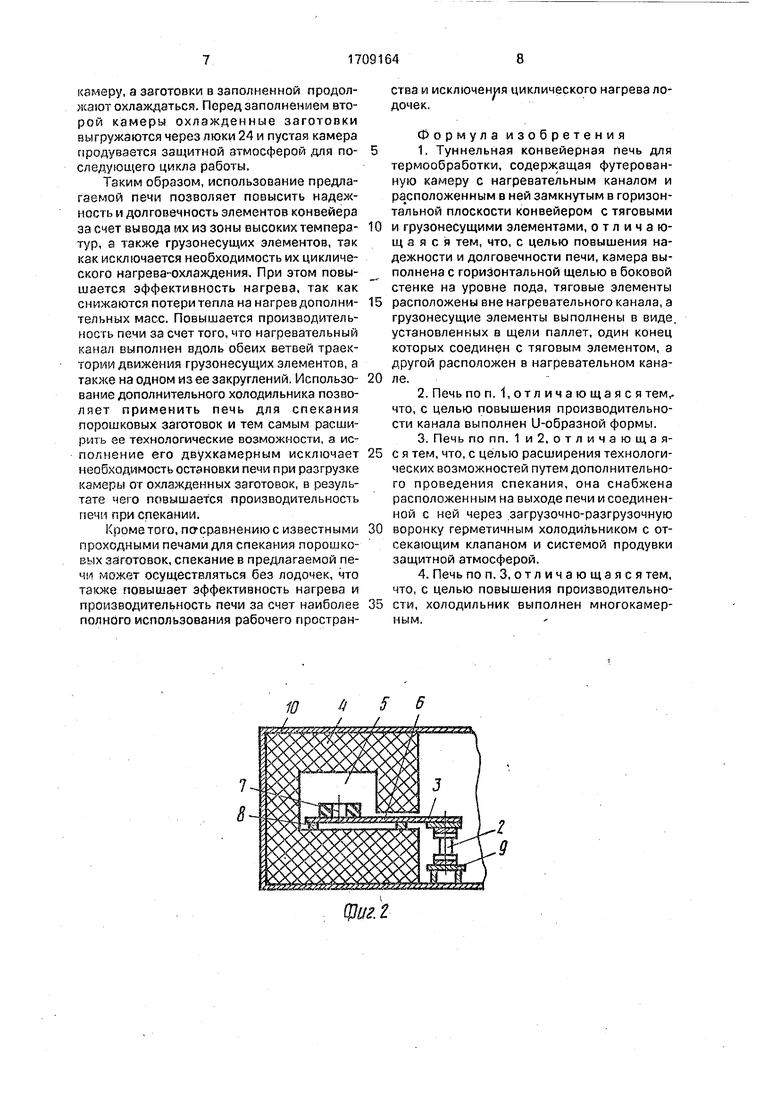
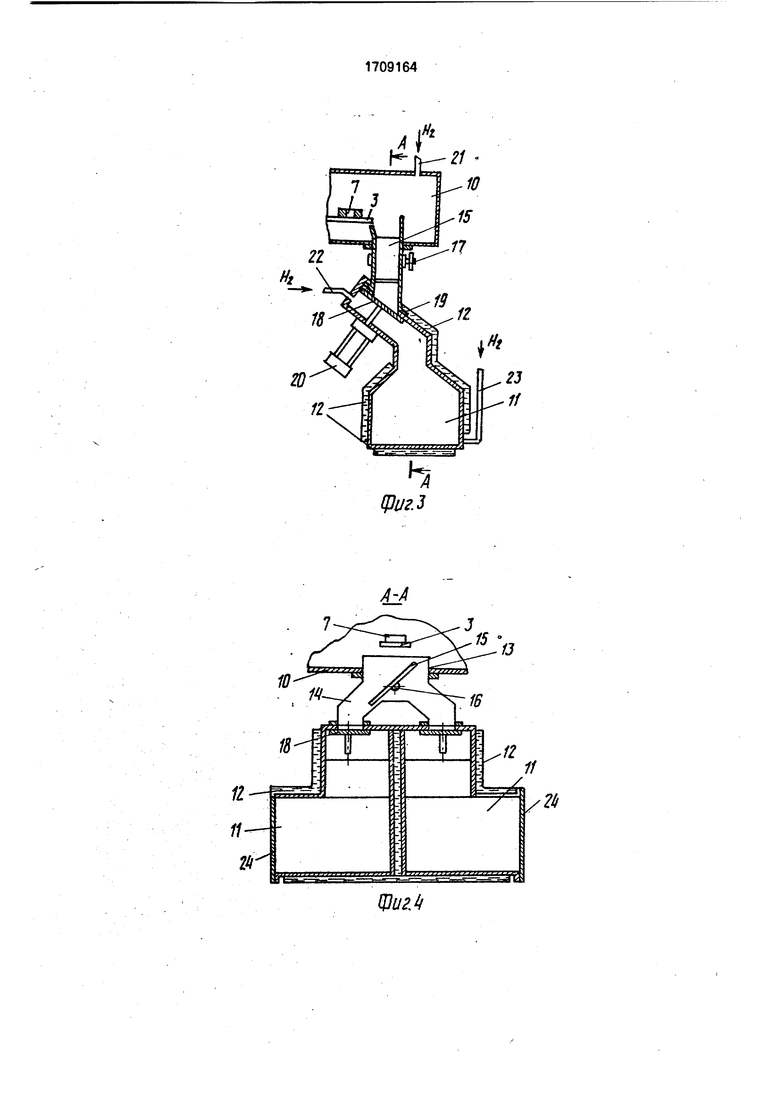
со стороны выхода (фиг. 3-4). Холодильник
, состоит из одной или нескольких камер 11,
герметично изолированных друг от друга и
0 окружающей среды. Камеры снабжены водоохлаждаемыми кессонами 12. Камеры 11 также герметично подсоединены к разгрузочному окну 13 в кожухе нагревательной камеры 10 через распределительную воронку 14 с шибером 15, установленным с возможностью вращения на валу 16, на котором закреплен элемент 17 привода. Снизу распределительная воронка 14 в каждой камере 11 перекрыта клапанами 18 с
0 помощью уплотнений 19. Клапаны 18 закреплены на штоках пневмоцилиндров 20. На кожухе нагревательной камеры 10 и каждой из камер 11 имеются патрубки соответственно 21 и 22, а в камерах 11 патрубки 23
5 и торцовые люки 24.
Дополнительный холодильник работает следующим образом.
Перед включением в работу соответствующая камера 11 продувается защитной
0 атмосферой через патрубок 22. При этом выходящие газы направляются через патрубок 23 в свечу (не показано). Шибер 15 с помощью элемента 17 привода перекидывается поворотом вокруг оси 16 в нужное положение. В кессоны 12 включаемой в работу камеры подается охлаждающая жидкость. Холодильник готов к работе.
Спеченные заготовки 7 спомощью механизма разгрузки (не показано) сталкиза0 ются на шибер 15 распределительной воронки 14 и соскальзывают на клапан 18. Одновременно включается пневмоцилиндр 20, который открывает клапан 18. Заготовка скатывается в камеру 11, а клапан 18 снова
5 закрывается, прикрывая уплотнение 19 от теплоизлучения охлаждаемых заготовок. Далее цикл повторяется до заполнения камеры 11 расчетным числом заготовок. После заполнения работающей камеры охлаждения шибер 15 перекидывается на другую
камеру, а заготовки в заполненной продолжают охлаждаться. Перед заполнением второй камеры охлажденные заготовки выгружаются через люки 24 и пустая камера продувается защитной атмосферой для последующего цикла работы.
Таким образом, использование предлагаемой печи позволяет поаысить надежность и долговечность элементов конвейера за счет вывода мх из зоны высоких температур, а также грузонесущих элементов, так как исключается необходимость их циклического нагрева-охлаждения. При этом повышается эффективность нагрева, так как снижаются потери тепла на нагрев дополнительных масс. Повышается производительность печи за счет того, что нагревательный канал выполнен вдоль обеих ветвей траектории движения грузонесущих элементов, а также на одном из ее закруглений. Использование дополнительного холодильника позволяет применить печь для спекания порошковых заготовок и тем самым расширить ее технологические возможности, а исполнение его двухкамерным исключает необходимость остановки печи при разгрузке камеры от охлажденных заготовок, в результате чего повышается производительность печи при спекании.
Кроме того, пасравнению с известными проходными печами для спекания порошковых заготовок, спекание в предлагаемой печи может осуществляться без лодочек, что также повышает эффективность нагрева и производительность печи за счет наиболее полного использования рабочего пространства и исключения циклического нагрева лодочек.
Формула изобретения
1.Туннельная конвейерная печь для термообработки, содержащая футерованную камеру с нагревательным каналом и расположенным в ней замкнутым в горизонтальной плоскости конвейером с тяговыми и грузонесущими элементами, отличающаяся тем, что, с целью повышения надежности и долговечности печи, камера выполнена с горизонтальной щелью в боковой стенке на уровне пода, тяговые элементы расположены вне нагревательного канала, а грузонесущие элементы выполнены в виде, установленных в щели паллет, один конец которых соединен с тяговым элементом, а другой расположен в нагревательном канале.
2.Печь по п. 1, отличающаяся тем,что, с целью повышения производительности канала выполнен U-образной формы.
3.Печь по пп. 1 и2, отличающаяс я тем, что, с целью расширения технологических возможностей путем дополнительного проведения спекания, она снабжена расположенным на выходе печи и соединенной с ней через загрузочно-разгрузочную воронку герметичным холодильником с отсекающим клапаном и системой продувки защитной атмосферой.
4.Печь поп. 3, отличающаяся тем, что, с целью повышения производительности, холодильник выполнен многокамерным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для спекания изделий из алюминиевого порошка | 1982 |
|
SU1065665A1 |
| ПЕЧЬ ДЛЯ НАГРЕВА ТОНКИХ ДЛИННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2605881C1 |
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Линия для изготовления изделий из металлических порошков | 1985 |
|
SU1323233A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ОТОПЛЕНИЯ ДВУХКАМЕРНОЙ ПЕЧИ И ПЕЧЬ ДЛЯ НАГРЕВА ЗАГОТОВОК | 1992 |
|
RU2022035C1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С УСОВЕРШЕНСТВОВАННОЙ ЗОНОЙ ВЫГРУЗКИ | 2007 |
|
RU2388980C1 |
Изобретение относится к нагревательным устройствам и может применяться в порошковой металлургии. Целью изобретения является повышение надежности, долговечности, производительности печи и расширение технологических возможностей путем использования печи для спекания. В печи проходит замкнутый конвейар 1 с гибким тяговым элементом 2, к которым прикреплены горизонтально расположенные паллеты (П) 3. Вдоль траектории движения ГТ 3 выполнен туннель 4, внутреннее пространство которого образует нагревательный канал 5, выполненный V-образной формы. В одной из стенок туннеля 4 на уровне пода выполнена горизонтальная щель, через которую П 3 свободным концом входят в нагревательный канал 5. На выходе к печи подсоединен герметичный многокамерный холодильник. Изобретение позволяет повысить надежность и долговечность элементов конвеГ;ера за счет вывода их из зоны высоких температур, а также грузоне- сущих элементов, так как исключается необходимость их циклического нагрева - охлаждения. 3 з.п. ф-лы, 6 ил.С/1со4ь. >&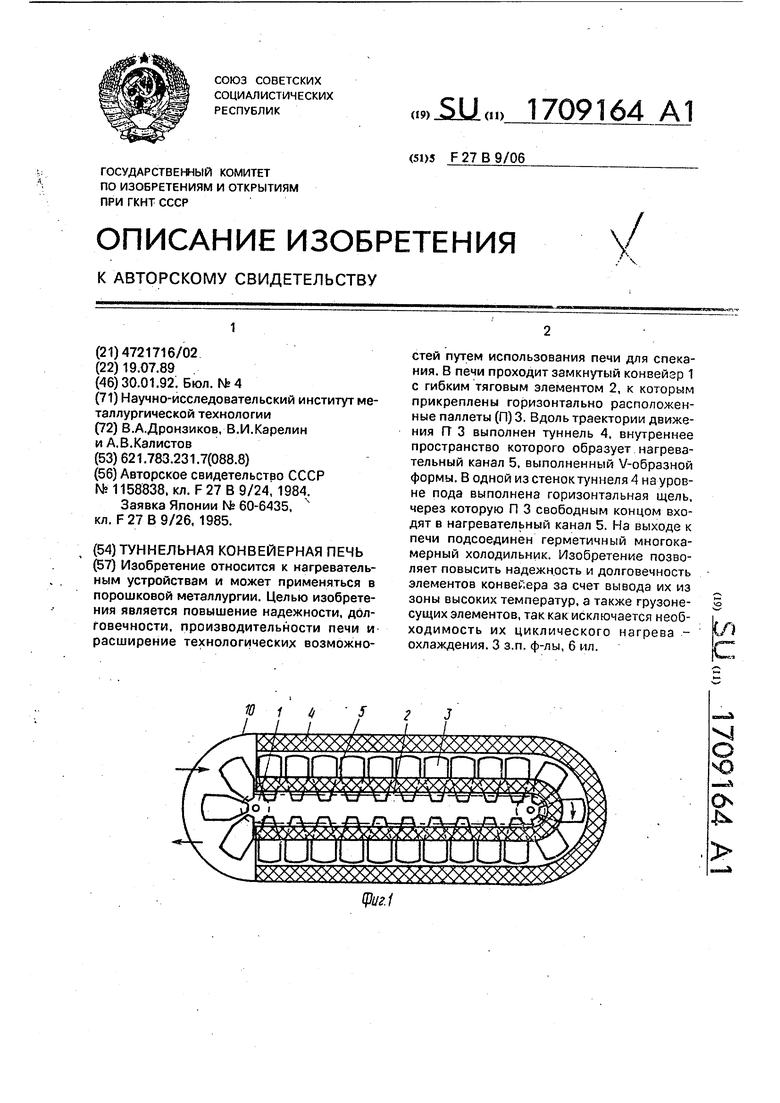
//
fO
/
5- ff
7
8
(u.t
10
i.f Л{1,Л,ЛЛ4Лл ЛЛ
15
13
Щи2Л
| Печь для термообработки изделий,преимущественно углеграфитовых | 1983 |
|
SU1158838A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
